Сварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь активно используется в различных сферах промышленности и в домашних условиях. Для устранения поломок в изделиях, которые делаются из нее, а также для соединения при монтаже используют сварку. С данным металлом этот процесс оказывается не таким уж простым, так как из-за большого количества легирующих элементов его поведение в расплавленном состоянии не позволяет удобно создавать швы. Сварка нержавейки полуавтоматом в среде защитного газа может позволить помочь избежать многих сложностей и снизит вероятность образования дефектов.
Сварка нержавейки
При использовании сварки обязательно нужно применять электроды с покрытием или обеспечивать защиту при помощи газов. Нержавейка может свариваться как между собой, так и с другими металлами, но во втором случае все становится намного сложнее, так как у металла достаточно низкая температура плавления и это требует снижения мощности аппарата, в сравнение со стандартными режимами. Тогда как для остальных случаев таких показателей может не хватать для нормальной работы. Здесь требуются особые умения и большой опыт, чтобы результат стал действительно качественным.
Тогда как для остальных случаев таких показателей может не хватать для нормальной работы. Здесь требуются особые умения и большой опыт, чтобы результат стал действительно качественным.
Сварочный полуавтомат
Сварка нержавеющей стали полуавтоматом происходит неспроста. Ведь он является электромеханическим прибором, который может выполнять сварочные процедуры практически с любыми металлами, даже трудно свариваемыми. Главной его особенностью является то, что электрод подается механическим устройством самостоятельно, без участия человека. Сварщик устанавливает скорость подачи, согласно требуемому режиму, и тогда все проходит с повышенной легкостью. Это не только облегчает сам процесс, но и делает его быстрее.
Схема сварочного полуавтомата
Существует несколько разновидностей этой техники. Основная классификация строится по типу защиты сварной ванны от негативного воздействия кислорода. К основным типам относятся следующие:
- Полуавтомат, предназначенный для работы с порошковой проволокой;
- Аппарат для сваривания в среде защитных газов, как активных, так и инертных;
- Техника для сварки под слоем флюса.


Порошковая, или как ее еще называют, флюсованная проволока стоит достаточно дорого, поэтому, данный способ не является слишком распространенным. Намного более практичными и рациональными являются те аппараты, которые предназначены для работы со средой защитных газов. Самыми доступными по стоимости являются полуавтоматы, которые предназначены для сварки под слоем флюса. Но доступность, в данном случае, является единственным преимуществом, так как качество соединения при этом заметно страдает.
Сварочная порошковая (флюсованная) проволока
«Важно! При выборе нужно обращать внимание не только на тип, но и на регулируемость настроек, так как при работе с нержавейкой параметры должны иметь плавный переход.»
Свойства нержавейки
Чтобы сварка нержавейки в углекислом газе прошла максимально качественно, следует разобраться с основными свойствами этого металла, чтобы правильно подобрать все. Свойства материала регламентируются согласно ГОСТ 5632-72. К основным свойствам относятся:
- Теплопроводность. Если сравнивать со сталями, у которых содержание углерода намного ниже, то здесь этот параметр уступает, примерно, в два раза. Чтобы сделать сварочный процесс более удобным, необходимо снизить силу тока на пятую часть от номинальной, что понизит текучесть нержавеющей стали в сварочной ванне.
- Коэффициент линейного расширения. Как правило, он заметно выше, чем у других металлов. Проблема состоит в том, что у нержавейки тепловое расширение происходит неравномерно. По этой причине может образоваться деформация. Во избежание такого дефекта нужно оставлять небольшой зазор между свариваемыми деталями.
- Устойчивость состава. Легированные стали могут терять свои легирующие элементы при высокой температурной обработке, которой и является сваривание. В данном случае на местах сваривания может со временем образовываться ржавчина. Чтобы этого не случилось, нужно быстро охлаждать места обработки.
 Если сравнивать со сталями, у которых содержание углерода намного ниже, то здесь этот параметр уступает, примерно, в два раза. Чтобы сделать сварочный процесс более удобным, необходимо снизить силу тока на пятую часть от номинальной, что понизит текучесть нержавеющей стали в сварочной ванне.
Если сравнивать со сталями, у которых содержание углерода намного ниже, то здесь этот параметр уступает, примерно, в два раза. Чтобы сделать сварочный процесс более удобным, необходимо снизить силу тока на пятую часть от номинальной, что понизит текучесть нержавеющей стали в сварочной ванне.Какой газ нужен для сварки нержавейки
Сварка нержавейки полуавтоматом без газа не рекомендуется специалистами, поэтому, желательно подобрать правильный газ для работы.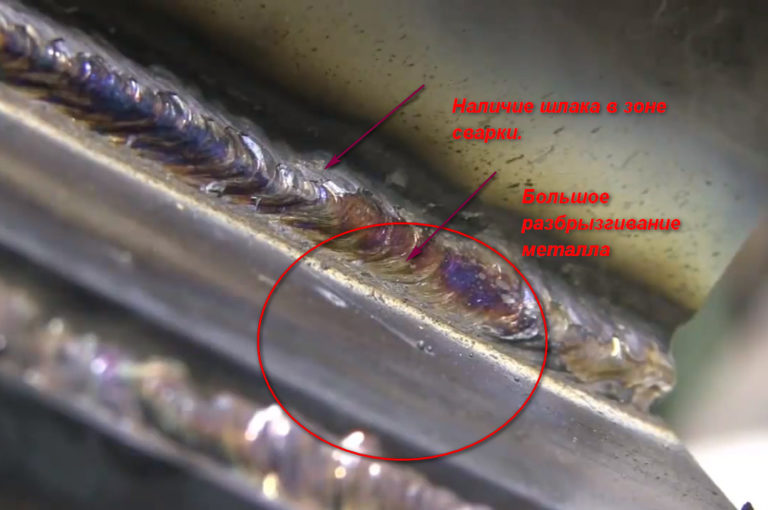 Лучше всего шов образуется, когда защитные газы ограждают ванну от воздействия посторонних факторов.
Лучше всего шов образуется, когда защитные газы ограждают ванну от воздействия посторонних факторов.
Шов сварки нержавейки полуавтоматом
Основной проблемой является кислород, но сами газы помогают не только в защите, но и способствуют лучшему сгоранию проволоки. В качестве основных, можно выделить два состава газовых смесей:
- Углекислота и аргон. Такие варианты рекомендуются при использовании сварки в промышленных работах. Благодаря им обеспечивается хорошая растекаемость нержавейки по канаве сварочного шва, а также создается достойная защита от кислорода. В данном составе имеется всего 2% углекислоты и 98% аргона.
- Иногда рекомендуют заменить углекислоту и поставить вместо нее чистый водород, при сохранении практически того же соотношения. Данная смесь пригодится в тех случаях, когда требуется увеличить смешиваемость на концах шва, который подвергается обработке.
«Обратите внимание!
Когда происходит использование полуавтоматического сварочного аппарата, который работает с нержавеющей сталью, то в нем можно использовать специальную нержавеющую сварочную проволоку, что позволяет улучшить внешний вид после проведения работ, а также повысить качество неразъемного соединения.
 »
»Технология сварки нержавейки
Сварка стали 07ХН28МДТ полуавтоматом в среде аргона позволяет обеспечить им наиболее оптимальные условия, которые будут способствовать получения качественного шва. Это же способствует минимальному разбрызгиванию жидкого раскаленного металла. Существует несколько таких основных технологий. Ниже приведены основные из них:
- Использование короткой дуги предполагает применение полуавтоматической сварки, которая должна происходить с металлом относительно небольшой толщины. Такой способ снижает вероятность прожигания материала, что актуально при сваривании тонких листов стали.
- Струйный перенос. В данном случае рекомендовано использовать порошковую проволоку с флюсом. Иногда для этого можно и не использовать защитный газ, если то позволяют особенности технологии.
- Импульсный метод. Это самый точный и экономный метод среди всех, из которых возможна сварка нержавейки в среде углекислого газа. Точность и эффективность получается благодаря полному контролю за происходящей ситуацией. Также уменьшается расход проволоки.
 Также уменьшается расход проволоки.
Также уменьшается расход проволоки.Вне зависимости от того, какой именно метод будет выбран, основными процедурами во время сварки являются:
- Зачистка поверхности материала до блеска;
- Обезжиривание поверхности растворителем;
- Обрабатываются торцы, так чтобы между ними оставалось пространство;
- Затем следует выставить оборудование на требуемый режим;
- Материал подогревается до изменения цвета металла;
- Начинается непосредственная сварка;
- После завершения шва его следует остудить.
Сварка нержавейки в защитной среде из других газов
Сварка нержавейки ацетиленом также может применяться, как более доступный и дешевый аналог аргона. Но проблема состоит в том, что даже если следовать все тем же технологиям, качества самого газа будут уступать аргоновым смесям. К тому же ацетилен является достаточно опасным газом, так как большинство несчастных случаев случается именно с его участием. При использовании иных газов, принцип действий сварщика остается практически тем же, только меняются режимы, в зависимости от свойств газа. Поэтому, для каждого отдельного случая нужно выбирать свои параметры.
К тому же ацетилен является достаточно опасным газом, так как большинство несчастных случаев случается именно с его участием. При использовании иных газов, принцип действий сварщика остается практически тем же, только меняются режимы, в зависимости от свойств газа. Поэтому, для каждого отдельного случая нужно выбирать свои параметры.
Как снять напряжения
Во время сварки в металле могут вызываться напряжения. Когда происходит сварка нержавейки полуавтоматом в аргоне, это также проявляется, тем более что сама нержавеющая сталь оказывается сильно подверженной различного рода дефектам при сварке. Из-за напряжений могут возникнуть трещины, а также большие разрывы. Чтобы этого не случилось, напряжения следует предварительно снимать. Это возможно сделать благодаря температурной обработке. Самым простым и надежным способом является подогрев. Путем подогревания области, где будет проходить сварка, до 250-300 градусов Цельсия. Это поможет избавиться о вероятности образования дефектов и повысит качество конструкции.
Путем подогревания области, где будет проходить сварка, до 250-300 градусов Цельсия. Это поможет избавиться о вероятности образования дефектов и повысит качество конструкции.
Выпрямление деформаций
Механическая правка предполагает использование винтовых прессов, домкратов, молотов и прочих устройств. Они создают статическую или ударную нагрузку на выгиб изделия, что приводит деформированную часть в норму. Это весьма трудоемкий процесс и неправильный подход к его проведению может нанести еще больший вред, так как порой образуются трещины и разрывы. Для тонкослойных изделий используют прокат, который дает гарантированный результат. Применяется также термический метод, для которого используется местный подогрев отдельных частей.
Сварка нержавейки полуавтоматом: инструкция для новичка
Екатерина
Время чтения: 6 минут
Нержавеющая сталь применяется во многих сферах: от производства кастрюль до сборки космических кораблей. Такая популярность нержавейки связана с ее эксплуатационными свойствами: металл практически не подвержен коррозии и надолго сохраняет свой привлекательный внешний вид. Именно по этой причине сейчас так востребованы сварщики, которые могут качественно сварить детали из нержавеющей стали.
Такая популярность нержавейки связана с ее эксплуатационными свойствами: металл практически не подвержен коррозии и надолго сохраняет свой привлекательный внешний вид. Именно по этой причине сейчас так востребованы сварщики, которые могут качественно сварить детали из нержавеющей стали.
А сварить нержавейку не так уж просто. Здесь не получится применить ручную дуговую сварку и обойтись покрытыми электродами. Вам понадобится профессиональный или полупрофессиональный полуавтомат, а также защитный газ и присадочная проволока. Эта технология сварки нержавейки одна из самых эффективных. Она применяется как в быту, так и на производстве.
В этой статье мы подробно расскажем, как использовать полуавтомат для сварки нержавеющей стали и какова технология сварки нержавейки полуавтоматом. Вы узнаете все, что необходимо для качественного выполнения работ.
Содержание статьи
- Общая информация
- Достоинства и недостатки метода
- Обязательно ли использовать газ?
- Материалы и оборудование
- Особенности сварки
- Вместо заключения
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.
Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко. Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Читайте также: Особенности и применение MIG сварки
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.
Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.
Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.
Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Особенности сварки
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.
Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным. Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл.
Вместо заключения
Похожие публикации
Сварка нержавеющей стали полуавтоматом — Svarcom
Нержавеющая сталь, ввиду своей экономичности и прочности, активно используется в производстве и во многих сферах нашей жизни. Метод MIG по праву считается универсальным и очень распространен. Высокая популярность обусловлена возможностью применять его как в гаражных условиях при изготовлении бытовых приборов, посуды, например, в случае монтажа и сваривания различных оград, металлических баков на даче, так и на крупных производствах — в автомобильной, машиностроительной промышленностях при серьезных требованиях к качеству сварочного шва и оперативности сварочного процесса.
Главное преимущество MIG сварки — крайне высокая производительность за счет скорости сваривания. Cварка полуавтоматом в среде защитного газа тесно связанна с процессом подачи проволоки, которая одновременно выполняет и роль электрода и присадочного элемента, который под воздействием дуги формирует сварочную ванну. Технология процесса сварки учитывает строение металла, его структуру и химические свойства. И качество сварного шва, соответственно, во многом зависит от выбора правильного режима работы полуавтомата: ток, скорость проволоки, защитный газ и интенсивность его подачи.
Большинством производителей качественного и современного сварочного оборудования предусмотрены режимы для работы с нержавеющей сталью, что существенно упрощает процесс. И даже если вы начинающий сварщик, выбрать правильные параметры не должно составить труда. Что еще нужно учитывать при работе с нержавеющей сталью читайте далее.
Обработка изделия
В процессе сварки нержавейки любым методом, включая и МIG/MAG способ, возникает пористый слой окиси, а хром, содержащийся в стали, ослабляет металл, увеличивая его склонность к коррозии. Поэтому необходимо тщательно обработать изделие после сварочных работ. Подробнее о обработке нержавеющей стали мы вскоре подготовим статью.
Выбор проволоки
Электродную проволоку следует выбирать исходя из толщины свариваемых деталей. Тонкая проволока обеспечивает устойчивое горение дуги для достижения большей глубины провара. Толстая проволока нуждается в значительных величинах сварочного тока, в среднем по 100 А на каждый дополнительный мм диаметра.
Толщина листа, мм | Диаметр проволоки, мм | Сила тока, А |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | |
| 10 | 1,2 | 300 |
Выбор защитного газа
Как правило, в процессе сварочных работ используется защитная газовая смесь аргона и углекислоты (98% Аргон и 2% СО2). Вместо углекислоты иногда применяют кислород, в этом случае смачиваемость по краям сварочного шва увеличивается (то есть краевой угол становится более острым).
Обязательно ли использовать защитный газ? Возможна сварка нержавейки полуавтоматом и без него. Такой способ сваривания характеризуется тем, что в процессе участвует специальная порошковая проволока. Результат — качественный шов. Недостаток — порошковая проволока из нержавейки не производиться. И сваривать элементы конструкций вы будете обычной сталью, которая с течением времени будет покрываться ржавчиной.
Поэтому для работ с нержавейкой лучше всего применять проволоку из нержавеющей стали и с подачей защитного газа в сварочную ванну.
Преимущества и неудобства по сравнению с TIG / MMA
Преимущества метода MIG :
- Высокая производительность;
- Маленькое количество дыма и шлака;
К неудобствам причисляют:
- Ограниченное применение на открытом воздухе;
- Дополнительные затраты на приобретения баллона с защитным газом
Используя порошковую проволоку вы сможете избежать неудобств связанных со средой защитного газа, но необходимо будет постоянно удалять шлаки со свариваемых материалов и тратиться на дорогостоящую порошковую проволоку.
Высокая производительность перекрывает неудобства необходимости использования газового баллона, именно поэтому метод с газом, как мы уже говорили, является наиболее целесообразным
Вывод
Если за плечами не много «часов сварки» или ваши обязанности связаны с контролем и обеспечением надлежащего качества работ (технолог, инженер или управленец), то наиболее значимым будет выбор полуавтомата, соответствующего предстоящим задачам и требованиям. Оправданность выбора во многом будет влиять на качество шва и скорость работ.
И даже если вы опытный сварщик, все-таки рекомендуем смотреть в сторону в зарекомендовавших себя производителей и брендов. Качество как процесса, так и результата работ просто несравнимо с бюджетными аналогами.
Подходите к выбору сварочного аппарата ответственно и взвешенно! Уточните гарантийные условия и наличие сертификации. Посчитайте сколько денег сиюминутная «выгода» может принести вам завтра.
Сварка нержавейки полуавтоматом: технологии, материалы, оборудование
Главная » Обработка металла » Сварка » Особенности проведения сварки нержавейки полуавтоматом
На чтение 5 мин
Содержание
- Особенности нержавеющей стали
- Виды нержавеющих сталей
- Свойства и свариваемость нержавейки
- Технология сварки нержавейки полуавтоматом
- Материалы и оборудование
- Проволока для сварки нержавейки
- Выбор газа
- Как варить нержавейку полуавтоматом
- Подготовка металла
- Техническая схема сварки
- Исправление дефектов
Нержавеющая сталь применяется во многих отраслях промышленности, а также в быту. При устранении возможных поломок деталей и соединения отдельных частей используется сварка нержавейки полуавтоматом. Специальное оборудование и среда защитного газа позволят избежать появления дефектов в месте соединения.
Особенности нержавеющей стали
Процесса соединения нержавейки при помощи сварки считается сложным. Обусловлено это составом нержавеющих сплавов, а также свойствами характерными им свойствами.
Виды нержавеющих сталей
Материал классифицируется на:
- Ферритная структура. В составе таких сплавов содержится хром в количестве до 20%. Применяются в тяжелой промышленности для изготовления отопительных систем. Устойчивы к коррозии, а также способны намагничиваться, данный металл считается востребованным.
- Аустенитная структура. В составе содержат никель и хром. Составляют до 70% всех нержавеющих сплавов в промышленности. Устойчивы к коррозии, имеют высокую прочность в отличие от аналогов.
- Феррритно-мартенситная структура. Имеют игольчатое строение углерода, из-за чего считаются прочным видом нержавеющего сплава. Устойчивы к преждевременному износу, способны выдерживать действие повышенных температур. В составе содержат минимальное количество посторонних примесей.
- Комбинированная структура. Данная категория получается при сочетании основных типов. Изготавливается в результате применения новых технологий. Содержит все полезные качества используемых материалов.
Свойства и свариваемость нержавейки
Нержавеющие сплавы имеют следующие свойства, которые могут повлиять на процесс сварки:
- Теплопроводность материала ниже в 2 раза, чем у углеродистых сталей. Из-за этого свойства происходит перегрев сварочной ванны, снижаются коррозионная устойчивость. Для предотвращения место соединения охлаждают.
- Низкая температура плавления способствует образованию в месте сварки металла с температурой расплава 500°С. Такое явление в дальнейшем приведет к появлению дефектов шва, образуются трещины. Необходимо применять принудительное охлаждение.
- Высокое тепловое расширение приведет к механической деформации в месте шва. Для предотвращения между деталями рекомендуется оставлять зазор определенного размера.
- Пониженная электрическая проводимость является основным показателем нержавеющей стали. Такое свойство приводит к критическим нагревам легированных электродов.
Внутренние характеристики делают нержавеющие сплавы сложными для сварки. Для нормального соединения необходимо применять принудительное охлаждение шва.
Технология сварки нержавейки полуавтоматом
Для повышения качества соединения, а также снижения уровня ложности процесса сварки нержавеющих сплавов применяются полуавтоматические аппараты. Оборудование дает:
- обеспечение сварочной ванны газом для защиты от постороннего влияния;
- подача проволоки присадочной;
- принудительное охлаждение;
- возможность выполнения работ в труднодоступных местах.
В процессе сварки на поверхности металла образуются области повышенного внутреннего напряжения. Для предотвращения явления рекомендуется проводить обработку при помощи нагрева детали до температуры 760°С и дальнейшим самостоятельным охлаждением.
Материалы и оборудование
В процессе сварки используют полуавтоматические аппараты. Они обеспечиваются системой подачи проволоки, а также защитного газа. Полуавтомат для сварки должен иметь возможность переключения полярности, а также контролем и регулировкой основных параметров.
Проволока для сварки нержавейки
Для обеспечения надежного шва необходимо применять проволоку для сварки нержавейки полуавтоматом. Она изготавливается также из нержавеющего сырья. Если нет возможности использовать газовую среду рекомендуется применять порошковую проволоку, она имеет полое строение, пустота заполняется флюсом. Недостатком последней является появление в дальнейшем трещин в структуре шва.
Выбор газа
Применение газа обусловлено необходимостью обеспечения защиты места соединения от вредного окисления. При этом вещество не должно вступать в химические реакции с металлом, чем может снизить характеристики нержавейки. В таком случае используются инертные газы с добавленной углекислотой.
Как варить нержавейку полуавтоматом
Часто детали для соединения могут располагаться в труднодоступных местах. Сварка нержавеющей стали полуавтоматом обеспечивает надежный шов, который защищен от преждевременного износа.
Подготовка металла
Перед выполнением работ по соединению присадочной проволокой необходимо подготовить детали:
- в месте соединения удаляют все загрязнения;
- проводят обезжиривание металла, для надежности шва и защиты от трещин, помогут при этом растворители;
- для удаления избыточной влаги детали рекомендуется нагреть до значения 100°С.
Техническая схема сварки
Для соединения нержавеющих сплавов при помощи сварки применяют три метода:
- для деталей маленькой толщины необходим метод короткой дуги;
- при струйном переносе получают сварное соединение нержавейки при деталях большой толщины;
- импульсный метод считают универсальным.
Технологический процесс требует выполнения некоторых правил:
- для хорошего обзора необходимо горелку располагать под отрицательным углом к шву;
- головку следует вести на расстоянии 12 мм от поверхности металла;
- проволока должна плавиться небольшими порциями, без больших капель.
Сварщику рекомендуется выполнять ряд требований:
- сварка ведется при обратной полярности клемм;
- значением угла регулируется качество и ширина шва;
- длина вылета присадочной проволоки должна составлять не более 12 мм;
- в место шва необходимо подавать осушенный газ, при расходе до 12 м3/мин;
- для предотвращения появления брызг поверхности обрабатывают раствором мела;
- начало и окончание шва рекомендуется делать на некотором расстоянии от края деталей.
Исправление дефектов
При выполнении сварочных работ в местах соединения могут возникать деформации, происходит это в результате нагрева. Для устранения следует выполнять следующее:
- при образовании пузырей в месте шва применяют метод простукивания молотком от края деталей;
- покоробленный металл необходимо выправить при помощи разогрева детали горелкой, а также простукивания молотком.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;( Пока оценок нет )
Поделиться
Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом (MIG) – это самый распространённый способ сварки в среде защитного газа. Он широко используется и на крупных промышленных производствах, и в авторемонтных мастерских. Этот вид сварки представляет собой высокотехнологичный процесс, в ходе которого в зону сварки автоматически подается сварочная проволока. Причём, эта проволока одновременно является и электродом, и присадочным металлом. Под воздействием нагрева дуги она расплавляется. На качество дуги влияет выбор режима работы сварочника:
- величина тока;
- скорость подачи проволоки;
- выбор защитного газа и его расход.
При правильном выборе режима сварки сварной шов формируется быстро и ровно. В качестве защитной смеси используется, в основном, смесь аргона и углекислоты. Вместо углекислоты в некоторых случаях применяется кислород. Технология сварочного процесса при помощи полуавтомата должна учитывать структуру металла, его особенности и химические свойства.
Сварка нержавеющей стали достаточно проста, но требует соблюдения ряда норм и условий. Начнём с описания схемы работы горелки.
Схема работы горелки
Схема сварочной горелки.
Описание к схеме горелки
1. корпус горелки. Для получения качественного шва он должен иметь в процессе сварки определённый угол наклона к поверхности свариваемого металла;
2. сопло. Для оптимального прогрева шва, оно должно находиться под строго определенным углом и на оптимальном расстоянии от обрабатываемой поверхности;
3. токопроводящий наконечник. Узел расположен внутри сопла;
4. электродная сварочная проволока. Расходный материал проходит через токопроводящий наконечник. Для сварки применяется специальная проволока. В её состав входит никель, который позволяет улучшить характеристики шва. Проволока в горелку подаётся импульсами, и металл попадает в ванну по одной капле;
5. сварочная дуга. Это источник тепловой энергии, который разогревает металл и проволоку;
6. сварной шов. Он получается в результате сварки деталей;
7. сварочная ванна. Область расплавленного металла, в которой формируется сварной шов;
8. основной металл. Свариваемый металл;
9. капли электродного металла. Электродная сварочная проволока плавится и в виде капель пополняет сварочную ванну;
10.газовая защита. Область, формируемая защитным газом.
Способы сварки нержавеющей стали
Сварку нержавеющей стали возможно производить несколькими способами:
- импульсная сварка;
- сварка короткой дугой. Применяется для сварки тонкого металла;
- сварка струйным переносом. Применяется для сварки толстостенного металла.
Наибольшее распространение получила импульсная сварка, и поэтому остановимся на ней особо.
Импульсная сварка – это процесс управляемый. Она осуществляется при среднем уровне тока, что позволяет уменьшить тепловложение и, как следствие, зону общего термического влияния. При этом получается оптимальный размер сварочной ванны, а это очень важно для нержавеющей стали. При импульсной технологии отсутствуют брызги расплавленного металла. Это позволяет повысить безопасность процесса сварки и экономить материал. Кроме того, сокращается время, затрачиваемое на зачистку шва, и его поверхность получается более качественной.
Нержавеющая проволока для сварки и её правильное применение
Специальная сварочная нержавеющая проволока выпускается 3-х марок:
- пищевая нержавеющая низколегированная;
- пищевая химическая нержавеющая среднелегированная;
- выдерживающая высокое давление, жаропрочная химическая нержавеющая высоколегированная.
При сварке на полуавтомате нержавеющей стали следует правильно выбирать сварочную проволоку. Для этого следует учитывать её особенности:
- первые две марки указанной выше проволоки обеспечат смешивание всех легирующих элементов. При этом выгорает металл (особенно хром). Вызвано это тем, что в процессе сварки встречаются агрессивные среды, и происходит процесс корродирования;
- третья марка сварочной проволоки является специальной. При её использовании не возникает напряжений в шве и, как следствие, трещин. Шов получается более качественным.
Подготовительные работы
До начала сварки необходимо выполнить некоторые подготовительные работы:
- произвести обезжиривание поверхностей свариваемых деталей. При этом необходимо полностью удалить окисную пленку;
- перед самим процессом сварки необходимо обезводить будущий шов. Для этого его прогревают горелкой до температуры Т = 100°C. В процессе сварки сплошного шва все оставшиеся излишки выкипают автоматически. Если шов прерывистый (и в некоторых других случаях), то область металла вокруг будущего шва прогревают до Т = 200°C (иногда такой процедуре подвергают всю заготовку). Обезвоживание позволяет уменьшить влияние влаги на металл около сварочной ванны в процессе нагрева при сварке. Не рекомендуется производить нагрев двух разных типов стали одновременно (только одного типа).
Сварка нержавейки полуавтоматом.
Устранение деформаций
По окончании сварки необходимо устранить возможные деформации. Осуществляется это следующим образом. Деталь кладут на наковальню и через «гладилку» обрабатывают молотком. Образовавшийся «пузырь» простукивается по краю, аккуратно приближаясь к центру деформации. С другой стороны эту область следует прогреть горелкой, совершая круговые движения с диаметром 30…60 мм.
Обработка изделия из нержавейки после сварки
После сварки изделие из нержавейки надлежит обязательно подвергнуть обработке. Не выполнение этого требования может быстро привести к тяжёлым последствиям: появлению ржавчины и, даже, уменьшению его прочности.
Обработка состоит из двух этапов:
- механическая. Она производится карщёткой, пескоструем, шлифованием и т. д.;
- травление. Обработка сварных швов химически активными веществами, которые разъедают окалину. Последняя может вызвать коррозию;
- пассивация. Нанесение на сварной шов спецсредств, под действием которых на поверхности металла образуется защитная пленка из оксида хрома. После такой обработки изделие способно надежно противостоять коррозии.
Где окажут услугу
Компания осуществляет сварку нержавейки полуавтоматом.
В заключение, предлагаем посмотреть фильм из серии «Доктор сварка» под названием «Сварка нержавеющей стали». Желаем успехов!
Сварка нержавеющей стали — СваркаТоп
Содержание
Для начала нужно определиться, что представляет собой нержавеющая сталь. В быту её ещё называют нержавейкой, но не все знают, что нержавейка нержавейке рознь. Из статьи вы уже знаете, какие бывают стали, чем они легируются и многое другое. Но давайте подробнее рассмотрим такое понятие, как нержавеющая сталь.
Нержавеющей сталью называется сталь, которая обладает антикоррозионными свойствами. Эти свойства обеспечиваются легирующими элементами, которые входят к ней в состав. К таким легирующим элементам относится: хром, никель, марганец и молибден. Но основным из них является хром (Сr).
Группы нержавеющей стали
Данные стали делятся на 3 основные группы:
— Хромистые;
— Хромоникелевые;
— Хромомарганцевые.
В каждой группе содержится сотни различных марок нержавеющей стали, с различным химическим составом. Рассматривать каждую нет смысла. Но есть один способ как узнать, какая сталь является нержавеющей, и это содержание хрома в %. Если сталь содержит Сr≥14%, то она является нержавеющей. На свариваемость этот показатель не влияет. Свариваемость такой стали можно узнать по справочнику или просчитать эквивалент углерода.
Сварку нержавейки можно производить всеми доступными способами. Основные из них это:
1. Ручная дуговая (ММА). Является самым распространенным и доступным для каждого. Достаточно иметь подходящие электроды и сварочный инвертор, и в домашних условиях возможно сварить любую нержавеющую сталь. Исключением могут являться стали, требующие предварительный и сопутствующий подогрев.
2. Полуавтоматическая в среде защитного газа СО2 (MAG). Для такого способа понадобится сварочный полуавтомат с источником питания или инверторный полуавтомат. Такой вид сварки тоже распространён, не только на производстве, но и в домашних условиях. Правильно подобранная сварочная проволока делает качественное соединение без особых сложностей.
3. Аргонодуговая неплавящимся электродом (TIG). Применяется для сварки ответственных узлов из тонколистового металла. Из-за малой скорости сварки не очень удобен, но даёт хороший результат.
Рассмотрим каждый способ подробнее.
Сварка нержавейки ручной дуговой сваркой (ММА)
С появлением сварочных инверторов по доступной цене, дало возможность выполнять процесс сварки такой стали в ручной дуговой сваркой. Раньше проблема заключалась в том, что иметь источник питания с постоянным током было роскошью. Причина в том, что покрытые электроды для сварки данных сталей требуют постоянный ток.
Но не каждый инвертор может варить нержавейку. Для этого нужен инверторный сварочный аппарат со встроенным осциллятором. Узнать такую информацию о своём инверторе можно в паспорте или у продавца. Инверторы такого типа будут без проблем варить любую нержавеющую сталь.
Сварка таких сталей ничем не отличается от сварки конструкционных сталей. Единственное для качественного сваривания, некоторые стали требуют предварительный подогрев.
Электроды применяемые для сварки нержавеющей стали
На рынке большое количество сварочных электродов для различных марок сталей. Правильным считается подбор электродов под конкретную марку сталей. Но в быту узнать какая перед тобой марка стали невозможно. Для такого случая применяются следующие электроды, которые хорошо себя зарекомендовали как универсальные.
Электроды ОЗЛ-8. Являются самыми популярными. Предназначены для сварки стали 08Х18Н10, 12Х18Н9, 08Х18Н10Т. А также для сталей, работающих в агрессивных средах.
Рекомендуемый сварочный ток, А
| Электрод, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 2 | 40-50 | 30-40 | 30-40 |
| 2,5 | 50-60 | 40-50 | 40-50 |
| 3 | 60-70 | 50-60 | 50-60 |
| 4 | 100-140 | 90-120 | 90-110 |
| 5 | 150-180 | 120-160 | 110-140 |
Электроды НЖ-13. Используются для сварки стали 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х21Н6М2Т, а также углеродистых и конструкционных.
Рекомендуемый сварочный ток, А
| Электрод, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 | 60-90 | 60-80 | 50-70 |
| 4 | 100-160 | 90-130 | 90-120 |
| 5 | 150-180 | 120-150 | 110-140 |
Электроды ЦЛ-11. Применяются для сварки нержавеющих сталей 08Х18Н12Т, 12Х18Н12Б. Обладают высокой устойчивостью к коррозии металла шва.
Рекомендуемый сварочный ток, А
| Электрод , мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 | 60-90 | 50-80 | 50-70 |
| 4 | 110-140 | 100-130 | 90-120 |
| 5 | 140-170 | 120-160 | 110-140 |
Сварка нержавеющей стали полуавтоматом
(MAG)
Такой способ сварки очень популярен при массовом изготовлении изделий. Используя сварочный полуавтомат и подходящую для этого сварочную проволоку, можно без проблем сварить такую сталь. В качестве защитного газа отлично подойдёт углекислота СО2. Шов при таком способе получается красивый и на много качественней от ручной дуговой.
Проволока для сварки нержавейки полуавтоматом
Выбор сварочной проволоки происходит точно так, как и при выборе электродов. Проволока должна по химическому составу быть близка к химическому составу стали. Ниже будет приведены несколько видов сварочной проволоки, которую можно свободно приобрести.
Проволока Св-08Х20Н9Г7Т. Является самой популярной проволокой, для сварки углеродистых и высоколегированных сталей. Обеспечивает качественное соединение аналогичное основному металлу. Имеет малое разбрызгивание металла.
Режимы сварки проволокой Св-08Х20Н9Г7Т
| Проволока, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет проволоки, мм | Расход газа, дм3/мин |
| 0,5 | 30-50 | 16-17 | 30-45 | 6 | 5-6 |
| 0,8 | 50-80 | 17-18 | 30-40 | 7 | 6-7 |
| 1,0 | 90-150 | 18-19 | 25-40 | 8 | 7-8 |
| 1,2 | 140-160 | 19-21 | 25-35 | 8 | 8-9 |
| 1,6 | 150-180 | 22-25 | 20-40 | 11 | 9-12 |
Проволока Св-01X19H9. Менее популярна чем предыдущая. Предназначена для сварки нержавеющих сталей различных марок. Применяется для сварки оборудований пищевой промышленности.
Режимы сварки проволокой Св-01X19H9
| Проволока, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет проволоки, мм | Расход газа, дм3/мин |
| 0,5 | 30-40 | 16-17 | 30-45 | 6 | 5-6 |
| 0,8 | 50-80 | 17-18 | 35-40 | 7 | 5-7 |
| 1,0 | 90-150 | 18-19 | 30-40 | 8 | 7-8 |
| 1,2 | 140-170 | 19-21 | 30-38 | 9 | 8-10 |
| 1,6 | 150-180 | 223-26 | 25-40 | 11 | 9-12 |
Аргонодуговая сварка нержавейки (TIG)
TIG сварка нержавейки выполняется неплавящимся электродом с использованием присадочного материала. В качестве присадочного материала применяется та же проволока, что и при полуавтоматической сварке в среде защитного газа СО2. Данный способ сварки является самым качественным и надёжным. Аргонная сварка хорошо варит тонколистовой металл. Сварка тонкой нержавейки таким способом, самое лучшее решение. Швы получаются аккуратные и красивые. Более подробно о таком способе сварки можно прочесть здесь.
У такого способа есть только один минус – низкий КПД. На сегодняшний день это один из самых лучших способов сварки такой стали.
Режимы для сварки нержавеющей стали аргонодуговой сваркой
Обычно нержавеющую сталь варят постоянным током прямой полярности.
Диаметр графитового электрода выбирается в зависимости от толщины свариваемого металла.
Подбор графитовых электродов от толщины металла, а также ток сварки
| Толщина свариваемого металла, мм | Диаметр графитового электрода, мм | Ток сварки, А |
| 0,5 | 1 | 65-85 |
| 1 | 1,5 | 85-120 |
| 2 | 2 | 100-160 |
| 4 | 3 | 150-190 |
| 5 | 4 | 250-340 |
| 8 и более | 6 | 350-450 |
Выступание электрода из сопла горелки выбирается в зависимости от типа соединения. При сварке стыковых швов – длина вылета составляет 3-5мм. Если соединение тавровое или угловое — 5-8мм.
Особенности сварки нержавейки
Подготовка изделий из нержавеющей стали ничем не отличается, от сварки других сталей. При сварке тонколистового металла необходимо понижать сварочный ток, для избегания прожига. При сварке толстолистового металла, для качественного его провара необходимо делать разделку кромок. Прихватки, соединяющие заготовки должны быть равномерно раскиданы вдоль будущего шва. Не пытайтесь за один проход сделать полный провар толстолистового металла. Главное хорошо проворить корень шва с последующей его зачисткой. Даже если нет на поверхности шлака, всё равно необходимо качественно зачищать каждый проход шва.
Конечно, предварительный подогрев нержавейки не повредит, но можно и обойтись без него. Исключением являются те стали, которым это необходимо по причине плохой их свариваемости.
Нержавеющая сталь: область применения
Применяются такие стали во всех областях, начиная в быту заканчивая кораблестроением. Обладая повышенным сопротивлением к коррозии, их используют в химической промышленности. Они могут не только выдерживать агрессивные среды (кислоты, щёлочи), но и повышенные температурные воздействия. В пищевой промышленности так же применяются для изготовления сосудов и резервуаром. В машиностроении из них изготавливают ответственные узлы энергоагрегатов, а также производят сварку всеми возможными видами сварки.
Заключение
Нержавеющая сталь, это сталь с содержанием Сr≥14%. Сваривается такая сталь всеми способами, а сама технология не отличается от сварки конструкционных сталей. Самый качественный способ сварки – это аргонодуговая сварка. Сварочные режимы не следует превышать, особенно при работе с тонколистовым прокатом. Допустим подогрев стали горелкой или если этого требует особенность стали.
Что это такое, преимущества и методы
Как производственная компания с полным спектром услуг, стремящаяся обеспечить район Саратога-Спрингс доступными, но высококачественными производственными услугами, мы хорошо знаем сварку. Хотя мы в основном специализируемся на роботизированной дуговой сварке, благодаря ее неизменной точности и максимальной производительности, мы знакомы со всеми типами сварки. В сегодняшнем блоге мы сосредоточим внимание на некоторых наиболее распространенных методах сварки при работе с нержавеющей сталью.
Что такое сварка нержавеющей стали?
Нержавеющие стали представляют собой сплавы на основе железа с содержанием хрома не менее 10,5% в своем составе. Именно включение хрома приводит к образованию на поверхности тонкой и плотной пленки оксида хрома, обеспечивающей коррозионную стойкость. Также включены другие сплавы, в результате чего на выбор предлагается пять различных типов магнитных и немагнитных нержавеющих сталей, в том числе:
- Ферритная нержавеющая сталь
- Дуплексная нержавеющая сталь
- Аустенитная нержавеющая сталь
- Мартенситная нержавеющая сталь
- Нержавеющая сталь дисперсионного твердения
В дополнение к хрому, эти нержавеющие стали могут включать различное процентное содержание никеля, алюминия или того и другого. В зависимости от уникального состава они подразделяются на нержавеющие стали серий 200, 300, 400 и 600.
Сложно ли сваривать нержавеющую сталь?
В промышленности считается, что нержавеющая сталь обладает хорошими сварочными свойствами. Он также очень пригоден для обработки и сварки с использованием различных процессов сварки, включая точечную, контактную, электронно-лучевую, дуговую, MIG или сварку трением. Для любого из этих методов вы должны знать тип стали, с которой вы работаете, и тщательно подготовить поверхность.
Нержавеющие стали имеют примерно на 50% больший коэффициент теплового расширения, чем углеродистые стали. Улучшенное удержание тепла приводит к меньшему рассеиванию тепла во время сварки, а это означает, что вам потребуется выделять меньше тепла для выполнения сварного шва. Они также обладают лучшей электропроводностью, поэтому при контактной сварке можно использовать меньший ток.
Некоторые нержавеющие стали требуют особого внимания во время сварки, чтобы получить наилучшие результаты. К ним относятся
- Мартенситная нержавеющая сталь: Для этих сталей требуется предварительный нагрев и термообработка после сварки.
- Ферритная нержавеющая сталь: Большинство ферритных нержавеющих сталей лучше всего работают при минимальном предварительном нагреве (от 300 до 450 F).
- Аустенитная нержавеющая сталь: Обязательно используйте соответствующие присадочные металлы, чтобы избежать потенциального термического растрескивания.
Какой метод сварки нержавеющей стали лучше всего?
В зависимости от марки, толщины и отделки метод сварки нержавеющей стали различается. Несмотря на то, что существует несколько методов сварки, наиболее часто используются три. Ниже приведены эти три типа вместе с кратким описанием.
Дуговая сварка вольфрамовым электродом Также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), дуговая сварка вольфрамовым электродом является наиболее распространенным процессом сварки. Как следует из названия, вольфрамовый электрод используется для создания сварного шва с низким тепловложением. Чаще всего этот процесс используется для тонких материалов, таких как нержавеющая сталь, а также для других цветных металлов, таких как алюминий, медь, магний. Одним из распространенных приемов, часто используемых при использовании этого метода, является выполнение одностороннего сварного шва, который создает защиту инертного защитного газа между внутренними и внешними сварными швами, тем самым повышая устойчивость к коррозии и окислению.
Сварка МИГ, или дуговая сварка металлическим газом, представляет собой полуавтоматический процесс сварки, в котором используется газ, обогащенный аргоном, и сплошной проволочный электрод. Во время этого процесса между проволочным электродом и металлом или заготовкой образуется электрическая дуга, в результате чего металлы плавятся и соединяются. Поскольку он обеспечивает прочную связь и позволяет сварщику сваривать труднодоступные места, многие предпочитают этот процесс. Кроме того, чтобы лучше стабилизировать дугу и, следовательно, улучшить качество сварного шва, сварщики будут использовать различные газовые смеси — гелий, кислород и углекислый газ.
Контактная или точечная сварка является одним из самых популярных и экономичных способов сварки. Проще говоря, это процесс соединения двух металлических поверхностей за счет тепла, создаваемого сопротивлением электрическому току. Этот тип процесса часто используется при сварке листового металла, проволочной сетки и других тонких материалов с низкой температурой плавления. Автомобильная промышленность, пожалуй, является лучшим и наиболее распространенным применением этого типа сварки. Это неотъемлемая часть формирования автомобильных рам. Точечная сварка также может быть полностью автоматизирована с помощью роботизированных сварочных аппаратов, которые гарантируют отличные результаты — ознакомьтесь с некоторыми преимуществами роботизированной сварки.
Преимущества изготовления из нержавеющей стали Нержавеющая сталь, часто свернутая в листы, пластины, проволоку и стержни, используется в кухонной посуде, столовых приборах, хирургических инструментах, строительных материалах и целом ряде других применений. Когда дело доходит до промышленного использования, инженеры и дизайнеры часто упускают из виду нержавеющую сталь из-за ее высокой начальной стоимости. Однако это может быть опрометчивым решением. Хотя эти первоначальные затраты могут быть высокими, производство нержавеющей стали дает огромную долгосрочную ценность.
- Простота изготовления — как производители металла, мы рассматриваем это как одно из главных преимуществ. Пока вы используете передовые технологии — станки с ЧПУ, роботизированные сварочные аппараты, лазерные резаки и многое другое — с нержавеющей сталью довольно легко работать. Его можно относительно легко резать, гнуть, сваривать и изготавливать в соответствии с вашими требованиями.
- Прочный и устойчивый — это не только прочный металл, который трудно поцарапать и поцарапать, но и благодаря своему хромовому составу он также устойчив к коррозии при воздействии влажной среды. Однако, когда дело доходит до воздействия кислоты, некоторые типы нержавеющей стали могут страдать от коррозии. Кроме того, нержавеющая сталь с высоким содержанием хрома и никеля может быть чрезвычайно устойчива к нагреву и огню.
- Долговечность — будь то прибор из нержавеющей стали или строительный материал, нержавеющая сталь доказала свою долговечность. Кроме того, уход за нержавеющей сталью относительно прост и эффективен. Это деталь, которую нельзя упускать из виду при принятии решения.
- Перерабатываемый — независимо от того, являетесь ли вы потребителем или производителем, важно осознавать влияние ваших материалов на ваше общество и планету. Одна из замечательных особенностей нержавеющей стали заключается в том, что она на 100% пригодна для вторичной переработки. На самом деле, более 50 процентов нержавеющей стали производится из старых отходов, которые были переплавлены и использованы повторно.
Вдобавок ко всему этому важно помнить, что существует более 60 марок нержавеющей стали, а это означает, что у вас есть широкий выбор вариантов, которые наилучшим образом удовлетворят ваши потребности. Если вы соедините этот ассортимент с цехом по изготовлению металлоконструкций, в котором есть все передовые технологии для наиболее эффективного удовлетворения ваших потребностей, вы можете быть уверены, что
Если вы пытаетесь выбрать, какой метод сварки лучше всего подходит для вашего проекта из нержавеющей стали, не действуйте в одиночку. Необходимо учитывать множество факторов. Если вам нужна помощь, обратитесь в нашу производственную мастерскую. Наша команда может оценить ваш проект, материалы, бюджет и помочь вам найти наиболее доступное и эффективное решение. Свяжитесь с нами сегодня!
Сварка MIG нержавеющей стали
Хотя сварка нержавеющей стали может быть не такой сложной, как сварка алюминия, металл имеет свои специфические свойства, которые отличаются от свойств более распространенных сталей. При сварке MIG на нержавеющей стали у вас обычно есть три варианта переноса в зависимости от вашего оборудования: дуговой перенос, короткое замыкание или импульсно-дуговой перенос.
Spray-Arc Transfer
Присадочные металлы для дуговой сварки нержавеющей стали в среде защитного газа указаны в AWS — A5.9-93. Нажмите здесь, чтобы просмотреть полноразмерный файл Acrobat в формате .pdf.
Диаметры электродов до 1/16 дюйма, но обычно 0,045″, 0,035″ и 0,030″, используются с относительно высокими токами для создания переноса струйной дуги. Требуется ток примерно 300-350 ампер для электрода 1/16″, в зависимости от используемого защитного газа и типа нержавеющей проволоки. Степень разбрызгивания зависит от состава и расхода защитного газа, скорости подачи проволоки и характеристик проволоки. источник питания для сварки DCEP (положительный электрод постоянного тока) используется для сварки большинства нержавеющих сталей Для сварки большинства нержавеющих сталей рекомендуется использовать аргонно-кислородную смесь с концентрацией 1 или 2%
На квадратных стыковых швах следует использовать подкладочную полосу для предотвращения просачивания металла шва. При плохой посадке или невозможности использования медной подложки просачивание можно свести к минимуму за счет сварки коротким замыканием в первом проходе.
Передняя сварка полезна при сварке полуавтоматическим пистолетом. Хотя рука оператора подвергается большему нагреву, обеспечивается лучшая видимость. Для сварки пластин ¼ дюйма. и толще, пистолет следует двигать вперед-назад в направлении сустава и одновременно немного перемещать из стороны в сторону. Однако на более тонком металле используется только возвратно-поступательное движение вдоль соединения.
Более экономичный процесс переноса с коротким замыканием для более тонкого материала следует использовать в верхнем и горизонтальном положении, по крайней мере, для корневого и первого проходов. Хотя некоторые операторы используют короткую дугу струйного распыления для управления лужей, сварной шов может быть чрезмерно пористым.
Короткозамыкающий перенос
Блоки питания с регуляторами крутизны, напряжения и индуктивности рекомендуются для сварки нержавеющей стали с короткозамкнутым переносом. Индуктивность, в частности, играет важную роль в обеспечении надлежащей текучести лужи.
Защитный газ, рекомендованный для сварки нержавеющей стали коротким замыканием, содержит 90 % гелия, 7,5 % аргона и 2,5 % двуокиси углерода. Газ дает наиболее желаемый контур валика, сохраняя при этом уровень CO2 достаточно низким, чтобы он не влиял на коррозионную стойкость металла. Высокая индуктивность на выходе выгодна при использовании этой газовой смеси.
Однопроходные сварные швы также могут выполняться с использованием газа аргон-CO2. CO2 в защитном газе влияет на коррозионную стойкость многопроходных сварных швов, выполненных методом короткого замыкания.
Удлинитель или выступ провода должен быть как можно короче. Сварка обратным швом обычно проще для угловых швов и дает более аккуратный шов. Для стыковых сварных швов следует использовать переднюю сварку. Сварку наружных углов можно выполнять прямолинейным движением. Следует использовать легкие движения назад и вперед вдоль оси сустава. Короткозамыкающие переходные сварные швы на нержавеющей стали, выполненные с защитным газом 90 % He, 7-1/2 % A, 2-1/2 % CO2, показывают хорошую коррозионную стойкость и коалесценцию. Стыковые, нахлестные и одинарные угловые швы из материалов толщиной от 0,60 дюйма до до 0,125 дюйма из 321, 310, 316, 347, 304, 410 и подобных нержавеющих сталей.
Импульсно-дуговой перенос
Импульсно-дуговой процесс обычно представляет собой процесс, при котором одна маленькая капля расплавленного металла переносится через дугу на каждый сильноточный импульс сварочного тока. Импульс сильного тока должен иметь достаточную величину и продолжительность, чтобы вызвать образование хотя бы одной небольшой капли расплавленного металла и ее перемещение за счет эффекта зажима от конца проволоки к сварочной ванне. Во время слаботочной части цикла сварки дуга поддерживается, и проволока нагревается, но выделяемого тепла недостаточно для переноса металла. По этой причине продолжительность времени при малом значении тока должна быть ограничена, иначе металл будет перемещаться в глобулярном режиме.
Чаще всего в этом процессе используется проволока диаметром 0,030″, 0,035″ и 0,045″. Газы для импульсно-дуговой сварки представляют собой аргон плюс 1% кислорода, такие же, как и для дуговой сварки струей. Эти и другие размеры проволоки можно сваривать в режиме струйного переноса при более низком среднем токе с импульсным током, чем с непрерывным сварочным током.Преимущество этого заключается в том, что тонкий материал можно сваривать в режиме струйного переноса, который дает гладкий шов с меньшим разбрызгиванием, чем в режиме короткого замыкания Другим преимуществом является то, что при данном среднем токе струйный перенос может быть обеспечен с помощью проволоки большего диаметра.Проволоки большего диаметра менее дороги, чем меньшие размеры, а более низкое отношение поверхности к объему снижает возможность загрязнения сварного шва поверхностными оксидами.
Отличные характеристики импульсной сварки MIG при более низких токах. У этого процесса есть много преимуществ, включая низкий уровень разбрызгивания, проникновение без проплавления и превосходную привлекательность для оператора.
Понимание основ сварки нержавеющей стали
Сегодня нержавеющая сталь остается еще более популярной благодаря своим ценным характеристикам. К ним относятся устойчивость к различным видам жидкостной, химической и газовой коррозии. Он также известен своими прочными и долговечными свойствами.
При сварке нержавеющая сталь также является популярным выбором. Обучение сварке нержавеющей стали другим может показаться сложным процессом. Но понимание основ сварки нержавеющей стали поможет вам начать работу. Есть только несколько аспектов, которые должны учитывать сварщики. С помощью этого сообщения в блоге они узнают об основах сварки нержавеющей стали. Подробнее здесь.
Общие методы сварки нержавеющей стали
Выбор процесса сварки нержавеющей стали зависит от отделки используемого материала и толщины металла. Хотя существует несколько методов сварки нержавеющей стали, большинство сварщиков использовали только эти три метода. Они следующие:
1.
Сварка ВИГ (дуговая сварка вольфрамовым электродом)Сварка ВИГ или вольфрамовым электродом в среде инертного газа в настоящее время является наиболее распространенным процессом сварки нержавеющей стали. Этот метод идеально подходит для сварки ответственных соединений. Он также широко используется в отраслях, где требуются тонкие и точные сварные швы.
Обычно в этом методе используется аргон, смешанный с гелием, водородом и азотом. Используется газообразный аргон, так как он защищает и охлаждает вольфрам. Кроме того, он предотвращает окисление. Аргон также выделяет меньше дыма по сравнению с другими газами.
2. Контактная или точечная сварка
Как следует из названия, это процесс точечной или шовной сварки. Известно, что точечная сварка является наиболее экономичным методом сварки. Кроме того, оборудование, используемое для контактной сварки, очень универсально. Следовательно, он идеально подходит для небольших и крупных сварочных проектов.
Сварка сопротивлением использует электрический ток для расплавления металлических краев и их соединения друг с другом. Известно, что этот метод является продуктивным выбором для металлов с низкой температурой плавления. Это связано с тем, что его можно легко изменить, чтобы предотвратить искажение металла.
3. Сварка MIG (дуговая сварка металлическим газом)
Этот метод представляет собой полуавтоматический процесс сварки, обеспечивающий прочное соединение двух деталей из нержавеющей стали, особенно при правильном выполнении.
Сварка МИГ позволяет сварщику использовать источник импульсного тока. Таким образом, будет легче сваривать труднодоступные углы на этих сложных проектах из нержавеющей стали.
Сбор инструментов и расходных материалов
Сварка нержавеющей стали с использованием метода MIG требует специальных инструментов и материалов для выполнения задачи. Вот некоторые из оборудования, которые должны быть подготовлены для любой сварочной работы.
- Сварочный аппарат – этот аппарат необходим для получения надежных и прочных сварных швов из нержавеющей стали. Для сварочного аппарата MIG очень важно искать такие детали, как сварочная горелка и образец сварочной проволоки.
- Сварочный пистолет – как упоминалось выше, сварочные аппараты обычно поставляются со сварочным пистолетом. Для более точного контроля и выполнения конкретных задач сварочный пистолет можно модернизировать.
- Чехол для горелки – этот инструмент защищает сварочную горелку. Это также позволяет сварщикам переключаться между различными типами металлической проволоки для конкретных сварочных работ.
- Устройство подачи проволоки — это устройство необходимо только в том случае, если проект требует много сварочных работ или если кто-то работает на специализированном объекте.
- Сварочная проволока – следует использовать подходящую сварочную проволоку для нержавеющей стали. Вы должны проверить сварочный аппарат или специальный механизм подачи проволоки, чтобы узнать, какую сварочную проволоку следует использовать.
- Щетка для очистки – для подготовки заготовки к качественному и прочному сварному шву необходима щетка для очистки и соскабливания металла.
- Защитный газ – в качестве защитного газа можно использовать комбинацию аргона, гелия и двуокиси углерода.
Советы по сварке нержавеющей стали
Чтобы обеспечить безопасную и долговечную сварку нержавеющей стали, вот несколько полезных советов, которым вы можете следовать.
1. Обязательно очистите поверхности нержавеющей стали перед сваркой
Нержавеющая сталь подвержена загрязнению высокоуглеродистыми сталями и другими металлами. Когда он подвергается воздействию этих металлов, его коррозионная стойкость может снизиться.
Кроме того, очистка поверхности нержавеющей стали укрепит сварной шов в целом. Если вы чистите проволочной щеткой, не используйте ее для других металлических поверхностей. Это связано с тем, что во время очистки на поверхность нержавеющей стали могут попасть микроскопические частицы других металлов. В этом случае следует рассмотреть возможность специализированного травления и очистки, чтобы предотвратить проблемы в будущем.
2. Подготовьте необходимые инструменты
Получение качественного сварного шва означает каждый раз правильное начало процесса. Всегда проверяйте оборудование, источник питания и силу тока и напряжение сварочного аппарата, прежде чем что-либо еще. В случае необходимости быстрой замены дополнительные провода, расходные материалы и наконечники пистолета должны быть доступны во время работы.
3. Выберите присадочный материал, аналогичный свариваемым металлам
Выбор правильного присадочного материала важен для сохранения коррозионной стойкости нержавеющей стали. Чтобы выбрать правильный, рассмотрите марки стали и используемые суффиксы.
4. Работа в хорошо проветриваемом помещении
Рекомендуется работать в открытом гараже, чтобы обеспечить сварщикам достаточную вентиляцию. Если на рабочем месте нет свежего воздуха, можно использовать специальные вытяжные системы. Кроме того, в рабочем пространстве должно быть достаточно освещения для удовлетворительной работы.
5. Носите подходящие средства индивидуальной защиты (СИЗ)
При любых сварочных работах очень важно носить подходящую одежду для индивидуальной защиты. Это делается для того, чтобы сварщик был защищен от опасных происшествий, таких как искры, ожоги, брызги, радиация и поражение электрическим током. Ношение соответствующего защитного снаряжения является практикой безопасности. Этого требуют и контролирующие органы.
Заключение
Сварка нержавеющей стали может быть сложной, особенно если у вас нет необходимых инструментов, оборудования, навыков и знаний. Таким образом, очень важно не торопиться и заранее провести некоторые исследования. Понимание основ сварки нержавеющей стали важно для получения хорошего и ценного результата при изготовлении нержавеющей стали. И этот пост в блоге станет вашим руководством по созданию выдающейся заготовки.
Если вам нужна помощь, когда речь идет о ваших проектах по изготовлению металлоконструкций, не стесняйтесь обращаться к местным экспертам по металлообработке.
Руководство по промышленной сварке нержавеющей стали
СВЯЖИТЕСЬ С НАШЕЙ КОМАНДОЙ
Нержавеющая сталь изменила промышленность с момента ее изобретения в 1900-х годах. Отличные механические свойства, коррозионная стойкость и чистота способствовали его универсальности и позволили использовать металл в производстве таких разнообразных изделий, как хирургическое оборудование и космические корабли. Поскольку нержавеющая сталь является популярным материалом в различных производственных средах, она должна соответствовать многим производственным стандартам. Таким образом, сварка нержавеющей стали также требует тщательного рассмотрения.
Различные марки нержавеющей стали требуют разных параметров при сварке и различных реализаций процесса сварки. При выполнении орбитальной сварки операторам легче преодолеть многие трудности, связанные со сваркой нержавеющей стали, и получить высококачественные результаты. В этой статье будут рассмотрены параметры, типы сварки и проблемы сварки нержавеющей стали.
Различные методы сварки нержавеющей стали
Нержавеющая сталь представляет собой сплав железа и углерода, содержащий не менее 10,5% хрома. Он устойчив к ржавчине и обладает отличными термостойкими свойствами. Однако присутствие хрома также усложняет сварку нержавеющей стали. В зависимости от химического состава нержавеющей стали ее также можно разделить на определенные типы: аустенитную, мартенситную, ферритную и дуплексную.
Сварка нержавеющей стали является особенно сложной задачей, поскольку требует от сварщиков учитывать различные свойства материалов, химический состав, структуру решетки и требования к подготовке сварного шва. Для удовлетворения потребностей в сварке этих различных типов нержавеющей стали сварщики, как правило, выбирают следующие процессы сварки:
- SMAW (дуговая сварка защищенным металлом) : SMAW, также известная как сварка электродом, использует расходуемый электрод с флюсовым покрытием. . Флюсовое покрытие растворяется во время сварки и испаряется в виде пара, который действует как защитный газ для защиты зоны сварки. Это самый простой метод сварки, широко используемый для технического обслуживания и ремонта.
- FCAW (дуговая сварка с флюсовой проволокой) : FCAW использует расходуемый электрод с флюсовой сердцевиной и проволокой для выполнения сварки. Механизм сварки аналогичен SMAW; однако, благодаря возможности автоматической/полуавтоматической сварки, он подходит для использования там, где требуется высокоскоростная сварка.
- GMAW (дуговая сварка металлическим газом) : GMAW, или MIG (металлический инертный газ), позволяет сварщикам формировать электрическую дугу для создания плавления между основным металлом и электродом, питаемым проволокой. Благодаря инертному защитному газу образующийся сварной шов является чистым по сравнению с другими процессами сварки.
- GTAW (дуговая сварка вольфрамовым электродом) : GTAW, или TIG (вольфрамовый инертный газ), использует вольфрамовый электрод, присадочный металл и инертный защитный газ для создания чистого и высококачественного сварного шва. Это широко используемый метод сварки нержавеющей стали. Операторы отлично контролируют параметры сварки и могут идеально выполнять сложные сварные швы.
- PAW (плазменная дуговая сварка) : Подобно GTAW, PAW также использует вольфрамовый электрод для формирования дуги. Отличие в том, что электрод находится внутри корпуса горелки, а плазма вытесняется наружу через сужение, такое как сопло. Этот процесс сварки подходит для сварки с узкими разделками и позволяет получить сварной шов с более глубоким проплавлением.
- LBW (лазерная сварка) : В этом процессе сварки два куска металла соединяются с помощью лазера. Несмотря на то, что это сложный процесс сварки, он широко используется в сварке больших объемов благодаря своей скорости, проплавлению и свариваемости в узкий зазор.
Процессы сварки нержавеющей стали, ориентированные на скорость и объем, могут предпочесть процессы LBW и FCAW. Тем не менее, GTAW, скорее всего, подходит, когда целью является получение высококачественных результатов с отличными металлургическими свойствами свариваемой детали. Для нержавеющей стали традиционная GTAW дает следующие преимущества:
- Стабильная дуга обеспечивает ровный и качественный шов.
- Контроль подвода тепла сводит к минимуму деформацию и такие дефекты, как поры и пустоты.
- Снижает потребность в наполнителе.
- Защитный газ уменьшает загрязнение и предотвращает потерю коррозионной стойкости из-за окисления.
- Контроль параметров сварки обеспечивает точную глубину проплавления и узкую зону сплавления.
Эти атрибуты орбитальной сварки помогают обеспечить безопасные и эффективные варианты сварки для специалистов по ответственным трубопроводным системам.
Орбитальная сварка устраняет проблемы, связанные со сваркой нержавеющей стали
Орбитальная сварка может помочь производителям достичь наилучших результатов при различных процессах сварки нержавеющей стали. Как механизированный процесс сварки, орбитальная сварка обеспечивает контроль и мониторинг параметров сварки, что может помочь решить проблемы сварки нержавеющей стали, такие как:
Токсичные пары : Воздействие канцерогенов, таких как шестивалентный хром, является серьезной проблемой при ручной сварке из-за содержание хрома в нержавеющей стали. Однако орбитальная сварка автоматизирована и позволяет операторам удаленно контролировать и оптимизировать сварку, чтобы свести к минимуму воздействие токсичных паров.
Дефекты сварки : Различные марки нержавеющей стали имеют разную теплопроводность или температуру плавления. Орбитальная сварка может помочь оптимизировать параметры сварки в соответствии с требованиями к металлу сварного шва. Например, аустенитная нержавеющая сталь имеет низкую теплопроводность и предпочитает низкое тепловложение при сварке. При поддержке контроллера и прецизионных сварочных головок орбитальная сварка может обеспечить точность и контроль ввода сварного шва. Это способствует устранению общих дефектов сварки, таких как загрязнение, несплавление, рост зерен, охрупчивание и растрескивание.
Санитарные требования : Нержавеющая сталь используется в большинстве фармацевтических или пищевых производств, где требуется гигиеническая среда. Стабильность, обеспечиваемая орбитальной сваркой, позволяет получать чистые и гладкие высококачественные сварные швы, что снижает вероятность загрязнения.
Для получения наилучших результатов при орбитальной сварке необходимо также понимать, как подготовка сварного шва зависит от марки нержавеющей стали.
Ресурсы: Сварка различных марок нержавеющей стали
Чтобы понять основы марок нержавеющей стали и требований к их сварке, изучите следующие ресурсы:
Адаптация орбитальной GTAW для высококачественной сварки нержавеющей стали
Орбитальная GTAW может помочь отраслям обеспечить соответствие стандартам высококачественной сварки и производства. Для достижения оптимальной производительности при работе с различными сортами нержавеющей стали орбитальная GTAW обеспечивает контролируемый нагрев и охлаждение, что сводит к минимуму проблемы теплового искажения, особенно в тонких трубах из нержавеющей стали. Кроме того, превосходное экранирование дает возможность создавать чистые сварные швы для санитарных применений. А автоматизированный процесс орбитальной сварки и возможности удаленного мониторинга могут помочь увеличить скорость и эффективность сварки, устранив при этом потенциальную опасность для здоровья сварщиков. Для безопасной и высококачественной сварки нержавеющей стали орбитальная сварка GTAW представляет собой беспрецедентный вариант.
ГОТОВЫ К ПОДКЛЮЧЕНИЮ?
Arc Machines, Inc . является ведущим поставщиком технологий орбитальной сварки с многолетним опытом работы в отрасли. Наш ассортимент решений для орбитальной сварки поможет вам соответствовать отраслевым стандартам сварки нержавеющей стали. По вопросам продукции обращайтесь по телефону [email protected] . Свяжитесь с нами сегодня, чтобы узнать больше.
Онлайн-форма — Arc Machines Свяжитесь с нами
Сертифицированная сварка металла Нержавеющая сталь Алюминий Коммерческая промышленная дуга
JS Welding & Fabrication — очень диверсифицированный магазин в Южной Калифорнии, специализирующийся на сварке и производстве. Обладая почти 30-летним опытом, мы здесь, чтобы гарантировать, что любая большая или маленькая работа, которая вам нужна от нас, будет выполнена правильно с первого раза.
Мы не останавливаемся ни перед чем, чтобы предоставить вам наилучшие возможности, которые вы только можете себе представить, и неустанно работаем над сваркой и изготовлением изделий в соответствии с вашим видением.
Наша команда сертифицированных экспертов по сварке имеет опыт работы в области сварки и производства, от индивидуальных индивидуальных проектов до работ на атомных электростанциях.
Вы можете связаться с нашей высококвалифицированной командой сварщиков, позвонив по телефону 760-497-9069, и мы поможем вам начать работу над вашим проектом как можно быстрее. От 3D-проектирования, проектирования, изготовления, сборки и монтажа компонентов на месте.
Используемые материалы
Для различных типов проектов требуются разные материалы, наше производственное предприятие в Темекуле хорошо разбирается во всех различных металлах. Алюминий, нержавеющая сталь, чугун, черные и цветные металлы.
Нержавеющая сталь
В металлургии нержавеющая сталь, также известная как нержавеющая сталь или inox от французского inoxydable (неокисляемый), представляет собой стальной сплав с содержанием хрома не менее 10,5% по массе. Нержавеющая сталь
отличается своей коррозионной стойкостью и широко используется для обработки пищевых продуктов и столовых приборов, а также во многих других областях.
Нержавеющая сталь не подвержена коррозии, ржавчине или пятнам от воды, как обычная сталь. Однако он не полностью защищен от пятен в средах с низким содержанием кислорода, высокой соленостью или плохой циркуляцией воздуха.
Существуют различные сорта нержавеющей стали с различной обработкой поверхности, подходящие для окружающей среды, в которой сплав должен работать. Нержавеющая сталь используется там, где требуются как свойства стали, так и коррозионная стойкость.
Нержавеющая сталь также прочна и прекрасно подходит как для жилых, так и для коммерческих помещений благодаря своему привлекательному внешнему виду и долговечности. Мы часто изготавливаем изделия с нуля из этого материала из-за его универсальности.
Конечно, сталь подходит не во всех случаях, особенно для более тонких работ. Наша команда имеет опыт сварки труб, если вам требуется специальное дренажное решение, и листового металла, который идеально подходит для установки новой крыши на складе.
Декоративное железо часто используется при работе с заборами и воротами, потому что оно позволяет нам легко персонализировать или маркировать изделия так, как это оценят наши клиенты. То же самое можно сказать и о литых металлических изделиях, потому что это позволяет нам формировать металл в соответствии с точными спецификациями заказчика.
Наши опытные сварщики знают, как использовать эти материалы и многое другое, гарантируя, что ваши сварочные работы будут идти в соответствии с планом и что вы получите продукт, который вы себе представляли.
Алюминий
Алюминий или алюминий — химический элемент с символом Al и атомным номером 13. Это серебристо-белый, мягкий, немагнитный, пластичный металл группы бора. По массе алюминий составляет около 8% земной коры; это третий по распространенности элемент после кислорода и кремния и самый распространенный металл в земной коре, хотя он менее распространен в нижней мантии. Металлический алюминий настолько химически активен, что природные образцы редки и ограничены экстремальными восстановительными средами. Вместо этого он встречается в более чем 270 различных минералах.
Сварочные процессы
Естественно, существует ряд различных сварочных процессов, которые используются при ремонте или изготовлении металлов. JS Welding & Fabrication предлагает сертифицированную сварку в цеху или на месте для удовлетворения ваших конкретных потребностей.
SMAW , Дуговая сварка в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса или, неофициально, как сварка стержнем, представляет собой процесс ручной дуговой сварки, в котором используется плавящийся электрод, покрытый флюс для прокладки шва.
Электрический ток в виде переменного или постоянного тока от сварочного источника питания используется для образования электрической дуги между электродом и соединяемыми металлами. Заготовка и электрод плавятся, образуя ванну расплавленного металла (сварочная ванна), которая охлаждается, образуя соединение. По мере наложения шва флюсовое покрытие электрода распадается, выделяя пары, служащие защитным газом, и образуя слой шлака, которые защищают зону сварки от атмосферных загрязнений.
GMAW , Дуговая сварка металлическим электродом в среде защитного газа (GMAW), иногда называемая подтипами сварки в среде инертного газа (MIG) или сварки в среде активного газа (MAG), представляет собой процесс сварки, при котором электрическая дуга образуется между расходуемый проволочный электрод и металл(ы) заготовки, который нагревает металл(ы) заготовки, вызывая их расплавление и соединение.
Вместе с проволочным электродом через сварочный пистолет подается защитный газ, который защищает процесс от загрязнений в воздухе. Процесс может быть полуавтоматическим или автоматическим. Источник питания постоянного тока с постоянным напряжением чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока. Существует четыре основных метода переноса металла в GMAW, называемые шаровидным, методом короткого замыкания, распылением и импульсным распылением, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения.
FCAW , Дуговая сварка с флюсовой проволокой (FCAW или FCA) представляет собой полуавтоматический или автоматический процесс дуговой сварки. FCAW требует расходуемого трубчатого электрода с непрерывной подачей, содержащего флюс, и постоянного напряжения или, реже, источника сварочного тока постоянного тока. Иногда используется защитный газ, подаваемый извне, но часто сам флюс обеспечивает необходимую защиту от атмосферы, создавая как газообразную защиту, так и жидкий шлак, защищающий сварной шов. Этот процесс широко используется в строительстве из-за его высокой скорости сварки и портативности. .
GTAW , Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки и электрод защищены от окисления или другого атмосферного загрязнения инертным защитным газом (аргоном или гелием), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, это не требуется. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб сильно ионизированного газа и паров металла, известный как плазма.
Тот факт, что мы используем так много различных методов сварки и имеем доступ к различным материалам, означает, что мы всегда сможем предоставить вам именно ту услугу, которую вы себе представляли.
Наши опытные сварщики точно знают, какой тип сварки необходим для вашего проекта, а так как в нашем магазине есть все необходимое оборудование, нет причин ждать.
Свяжитесь с нами сегодня
Позвоните в компанию JS Welding & Fabrication по телефону 760-497-9069, и мы поможем вам начать работу над вашим сварочным проектом как можно быстрее по доступной цене.
Наши опытные сварщики готовы к проектам любого размера, поэтому независимо от того, насколько велика или мала ваша предстоящая работа, мы справимся с ней. У нас есть тяжелое грузоподъемное оборудование, которое помогает нам в крупных коммерческих и промышленных проектах.
Мы также занимаемся ремонтными работами по сварке, потому что вы никогда не знаете, когда вам понадобится усиление или полная переделка сварного шва. Свяжитесь с JS Welding and Fabrication сегодня.
Помните: «Нет проблем, есть только решения».Сварка углеродистой стали с нержавеющей сталью
Во многих отношениях нержавеющая сталь может быть определена как металл, но изготовление деталей из нержавеющей стали для тяжелого производства может быть дорогостоящим.
Разработка деталей из низкоуглеродистой неосновной нержавеющей стали позволит снизить себестоимость крупномасштабных проектов.
В случае предварительно определенных зон, таких как зоны высоких температур и абразивных зон, инженеры могут использовать только нержавеющую сталь, а затем отображать неопределенные области с помощью мягкой стали.
Связь между нержавеющей сталью и высокоуглеродистой сталью не является особенной, но вода, наполнители и особенности изготовления соединений должны учитываться, в частности, для сварки вместе для обеспечения длительного контакта между этими металлами.
Необходимо работать с опытными бригадами при подготовке и проектировании комбинации кусков металла, чтобы обеспечить их точность.
Торговые инструменты
Для завершения проекта используется множество измерительных инструментов. Дизайн имеет важное значение для его квадратов, весов, сильных линий, мер трамбовки, зажимов и других.
Толстая пластина, на которой необходимы типы сварных швов для производства припоя нужного размера, составляет большую часть производства. Для предприятия используется система сварки FCAW.
Дуговая сварка с проточной сердцевиной (FCAW) представляет собой полуавтоматическую систему сварки, которая работает быстрее благодаря высокой скорости наплавки. Следовательно, газ предшествует дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW).
Для крупных производственных приложений обычно не используются вялые, контролируемые и неавтоматические GTAW.
Различные типы сварочных процессов:
- Сварка ВИГ.
- Дуговая сварка порошковой проволокой (FCAW)
- Сварка электродуговой сваркой (дуговая сварка защищенным металлом)
- Сварка МИГ.
Сварка ВИГ – варианты защитного газа
При GTAW, также известной как сварка ВИГ, инертный газ защищает расплавленную сварочную ванну и вольфрам от окружающих атмосферных газов. Эти атмосферные газы могут реагировать со сварочной ванной, вызывая ее загрязнение.
Хотя основной целью защитного газа является защита сварочной ванны и вольфрама от атмосферных газов, защитный газ также влияет на термообработку и характеристики зажигания дуги. *Из-за влияния защитного газа на дугу очень важно соблюдать все выпущенные спецификации методов сварки (WPS).
Помимо общей защиты дуги и сварочной ванны, защитный газ выполняет ряд важных функций:
- образует плазму дуги
- стабилизирует корни дуги на поверхности материала
- обеспечивает плавный перенос капель расплава от проволоки к сварочной ванне
Таким образом, защитный газ будет оказывать существенное влияние на стабильность дуги и переноса металла и на поведение сварочной ванны, в частности, на ее проплавление. Защитные газы общего назначения для сварки MIG представляют собой смеси аргона, кислорода и углекислого газа2, а специальные газовые смеси могут содержать гелий. Газы, которые обычно используются для различных материалов:
Стали:
- CO2
- аргон от +2 до 5% кислорода
- аргон от +5 до 25% CO2 с помощью непрерывного сплошного проволочного электрода, нагретого от сварочного пистолета и подаваемого в сварочную ванну. Два основных материала сплавляются вместе, что приводит к их склеиванию. Сварочная горелка также подает инертный защитный газ рядом с проволочным электродом, что помогает защитить процесс от загрязняющих веществ в воздухе.
Дуговая сварка с флюсовой проволокой
Дуговая сварка с флюсовой проволокой (FCAW) — это автоматический или полуавтоматический процесс электродуговой сварки. На практике оба метода очень похожи на сварку MIG, при которой в качестве электрода для дуги используется подача присадочной проволоки. Одно и то же оборудование можно использовать как для сварки MIG, так и для сварки под флюсом.
Ручная (дуговая сварка защитным металлом)
Дуговая сварка защитным металлом — это процесс, при котором проволока с покрытием расплавляется для заполнения зазоров между деталями. Расплавленное покрытие выходит на поверхность, чтобы защитить ее от атмосферы. Дуговая сварка защитным металлом также называется сваркой стержнем и использует самое простое оборудование из всех процессов дуговой сварки.
Продажа Tempereture
Другая часть проекта включает различные основные металлы: от аустенитной нержавеющей стали до мягкой стали A36. Совместное планирование, предварительный нагрев и пиковые температуры между проходами важны наряду с корневыми отверстиями.
Подвод тепла из нержавеющей стали необходимо тщательно контролировать. Нагрев должен быть контролируемым, а время должно быть как можно короче в области температуры сенсибилизации. Высокая температура может снизить коррозионную стойкость сварки в зонах, подверженных воздействию воды. Для этой задачи важно тщательное планирование и осторожность в деталях.Разнородные металлы также требуют различных припоев для пайки. Таким образом, примесь мягкой стали в нагаре на сварной нержавеющей стали не является неудовлетворительным сплавом. Используются электроды из нержавеющей стали с более высоким содержанием сплава.
Завершающие штрихи
После сварки изделие промывается вручную и отправляется на пескоструйную обработку.