Cварка пайка металла | Аппарат сварки пайки
В современном нестабильном мире и агрессивной внешней среде человек особенно тщательно старается сохранить пространство вокруг себя, сделать более надежным свой «маленький» мир. Автомобиль давно уже стал необходимым элементом повседневной жизни, но, выезжая на дорогу, мы попадаем в зону повышенной опасности. Приобретая автомобиль, покупатель большое внимание уделяет проблемам безопасности. Любой участник движения желает не только избежать возможных аварий на дорогах, но и остаться в живых, если авария все-таки произойдет.
С 1997 г. Европейский комитет EuroNCAP занимается проведением независимых краш-тестов безопасности автомобиля, проверяет машины в разных нестандартных аварийных ситуациях, ставит оценку его безопасности для водителей и пассажиров, составляет рейтинг безопасности автомобилей «Safety assist».
Все эти усилия по разбиванию авто направлены на проверку эффективности пассивных систем защиты автомобилей.
Производители автомобилей уделяют должное внимание безопасности пассажиров. Например, кузов Ford Fusion имеет специально сконструированный силовой каркас для поглощения энергии удара в случае столкновения, а двери усилены стальными брусьями. Кузов Audi A3 имеет повышенную жесткость и энергопоглощающую обшивку для пространства ног пассажиров, что при ударе обеспечит водителю и пассажирам надежную защиту.
Новые требования — новые стали
Для повышения конкурентоспособности производители стараются создать экономичные и безопасные автомобили. Новые требования, предъявляемые к современному кузову автомобиля, продиктованы желанием получить более экономичный, а значит, более легкий кузов; в то же время требования к пассивной безопасности должны быть на самом высоком уровне. Все это заставляет автопроизводителей двигаться вперед.
Новые конструкции кузова, инновационные технологии
Новые концепции построения кузова автомобиля напрямую связаны с инновационными технологиями. Как правило, это легкая конструкция с использованием ультравысокопрочной стали, легких металлов — сплавов алюминия и магния, применение армированного волокном пластика или разнообразные сочетания всех этих материалов в одной конструкции кузова. Все это продиктовано как экономическими задачами, решаемыми на массовом производстве, так и желанием потребителей получить экономичный и безопасный автомобиль.
Сегодня есть два пути, по которым идут производители: технологии гибридных соединений, легких сплавов, с применением клея, который позволяет распределить нагрузки в соединениях по всей поверхности контакта, и механическо-тепловые методы соединения. Целью является поиск процессов, легко осуществимых в производстве и воспроизводимых впоследствии при восстановлении кузова после ДТП.
Виды сталей и сплавов, используемых в конструкции кузова автомобиля
Сталь
Мягкая сталь до 200 Н/мм2
Высокопрочная сталь HSS 210–450 Н/мм2
Сверхпрочная сталь EHS 400–800 Н/мм2
Борсодержащая сталь UHS 800–1600 Н/мм2
Алюминиевые сплавы
Алюминий магний AlMg около 300 Н/мм2
Алюминий кремний AlSi около 200 Н/мм2
Новые стали — новые технологии ремонта
MIG-пайка (MIG brazing) — новая технология соединения, называемая также сварко-пайкой, – применяется для соединения высокопрочных сталей автомобильных панелей кузова. Высокопрочные стали, такие как Boron, получили свои высокие показатели по жесткости благодаря термической обработке. Но при обычной полуавтоматической сварке температура сварочной ванны составляет 1500–1600°С, что приводит к изменениям характеристик соединяемых металлов и, как следствие, к изменениям всей конструкции кузова. В итоге мы получаем «кузов-инвалид», несущий скрытую угрозу.
Высокопрочные стали, такие как Boron, получили свои высокие показатели по жесткости благодаря термической обработке. Но при обычной полуавтоматической сварке температура сварочной ванны составляет 1500–1600°С, что приводит к изменениям характеристик соединяемых металлов и, как следствие, к изменениям всей конструкции кузова. В итоге мы получаем «кузов-инвалид», несущий скрытую угрозу.
Процесс MIG-пайки является процессом пайки твердым припоем. Сварочный процесс MIG-пайки (Metal-Inert-Gas), как понятно из названия, происходит в среде инертного газа аргона. Газ защищает дугу, расплавленный припой и кромки деталей от влияния окружающего воздуха. Сам процесс прост, как и MIG/MAG-сварка, и применим в условиях восстановления кузова. Благодаря более низкой температуре плавления припоя — приблизительно 1000°C — диффузия металлов не происходит, а вследствие относительно небольшой температуры ванны сохраняются заложенные свойства соединяемых сталей. Этот метод практически исключает деформацию соединяемых листов.
Особенно хочется отметить, что благодаря более низкой температуре плавления припоя происходит минимальное выгорание цинка во время пайки (цинк плавится при 419°C, испаряется при 906°C). Полученный шов имеет высокую устойчивость к коррозии. Проволоки для пайки сделаны из сплава на основе меди с добавками кремния (CuSi3) или алюминия (CuAl8). Припой вступает в соединение с цинком, и в результате получается шов с высокими антикоррозионными свойствами.
Процесс сварки-пайки происходит при более низких настройках тока, гораздо ниже, чем при сварке обычной мягкой стали, что необходимо для получения низкой температуры ванны. При этом используется метод толкания: горелка ведется под тупым углом по направлению сварочного шва. Горелку необходимо отклонить от вертикали не более чем на 15°, чтобы газ не выдувался из зоны ванны и защищал ее. Расход газа должен быть в пределах 20–25 л/мин, для этого необходимо использовать редуктор с расходомером.
При сварке-пайке встык двух листов необходимо создать зазор между ними, примерно равный толщине свариваемого листа (около 1–1,2 мм), и оставить место для заполнения припоем. Скорость подачи проволоки выше, чем обычно используется при сварке.
Насколько крепок шов сварки-пайки вы можете проверить сами; у нас получилось примерно около 30 циклов сгибания места шва. Результат можно посмотреть на фотографиях: шов остался цел, соединение получилось крепче основной пластины стали. Испытание проводилось с простыми стальными пластинами, первая проба с высокопрочной сталью так и не сломалась; видимо, для этого необходимо специальное устройство, а не просто тиски.
Новые технологии ремонта — новое оборудование для ремонта
Качество ремонта аварийного кузова требует не только бескомпромиссной точности восстановления конструкции кузова в соответствии с данными производителя, но и использования тех методов, которые позволят не нарушить прочностные характеристики конструкции.
Сейчас для кузовных мастерских стали доступны полуавтоматы MIG/MAG с возможностью производить сварку-пайку. Французский производитель GYS предлагает две модели с этой функцией: TRIMIG 205-4S и DUOGYS AUTO. Оба аппарата созданы специально для кузовного ремонта. Наибольший интерес вызывает модель DUOGYS AUTO, именно ее мы и рассмотрим подробней.
Профессиональный полуавтоматический сварочный аппарат DUOGYS AUTO идеален для кузовного ремонта на сервисных станциях, работающих с современными кузовами. Он предназначен для работы со сталью, алюминием и сварки-пайки высокопрочных сталей при помощи проволоки CuSi3 или CuAl8.
■ Проволока CuSi3 применяется по технологическому требованию OPEL и Mercedes.
■ Проволока CuAl8 применяется по технологическому требованию Peugeot, Citroеn, Renault.
■ Алюминиевая проволока AlSi12 применяется для сварки автомобильных листов толщиной 0,6–1,5 мм.
■ Алюминиевая проволока AlSi12 применяется для сварки автомобильных листов толщиной более 1,5 мм.
Этот аппарат оснащен двумя четырехроликовыми механизмами с возможностью подключения горелки со встроенным подающим механизмом Spool Gun. В комплекте с ним идут две трехметровые горелки 150 А: одна для работы со сталью, а другая для сварки-пайки, и Spool Gun с четырехметровым рукавом. Благодаря синергетическому режиму аппарат легко перестраивается под разные режимы работы.
DUOGYS AUTO имеет два режима настройки: автоматический и ручной. В автоматическом режиме необходимо выбрать тип и диаметр сварочной проволоки, поставить нужный уровень тока на семипозиционном переключателе, а скорость подачи проволоки автоматически подстроится согласно заданным условиям. При этом предусмотрена возможность для тонкой подстройки скорости.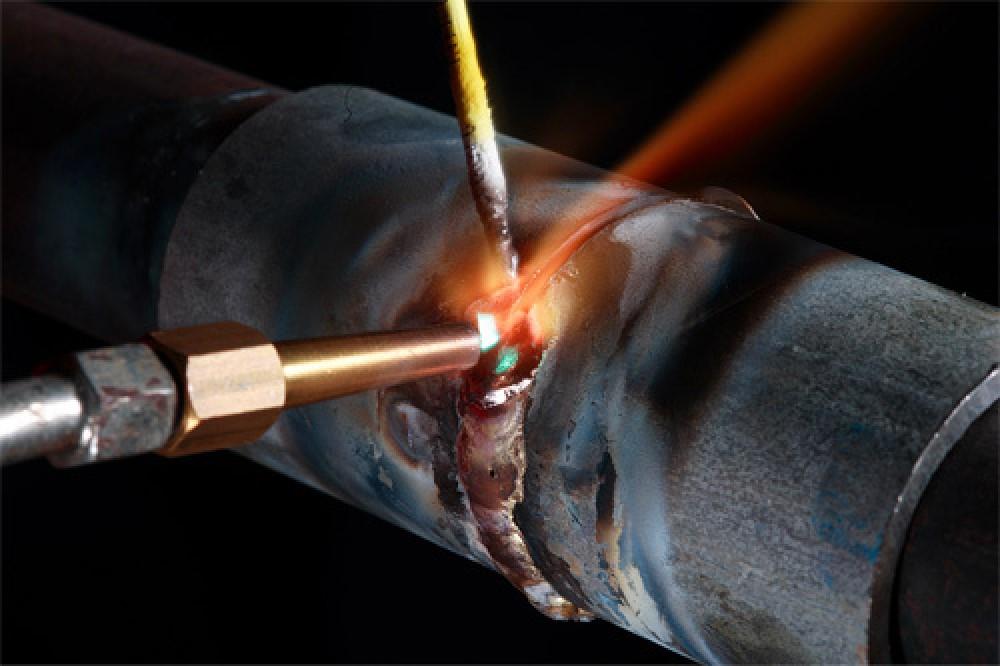
Аппарат имеет два полезных режима. Точечный режим SPOT удобен для операции прихвата. Режим задержки DELAY удобен для сварки тонких листов стали и алюминия, ограничивая при этом риск прожога или деформации свариваемых листов.
В остальном это такой же аппарат, с его помощью можно выполнить сварку сталей, сварку-пайку, а подключив горелку со встроенным механизмом подачи проволоки Spool Gun, и сварку алюминия.
Преимущество пайки по сравнению со сваркой металлов
Пайка — один из наиболее известных методов соединения металлов. Однако применявшиеся до последнего времени способы пайки вследствие низкой производительности, недостаточной надежности соединения, сложности технологического процесса и других недостатков использовали относительно редко.
В последнее время появились новые методы пайки, использующие различные виды электрического нагрева: т. в. ч., электронный луч, нагрев в термических печах, пайка с применением ультразвука и др. Эти методы нагрева в сочетании с такими защитными средами, как вакуум, инертные и восстановительные газы (водород, СО. и др.), специальные припои, не требующие флюсов, позволили значительно улучшить качество паяных изделий и повысить производительность процесса пайки.
в. ч., электронный луч, нагрев в термических печах, пайка с применением ультразвука и др. Эти методы нагрева в сочетании с такими защитными средами, как вакуум, инертные и восстановительные газы (водород, СО. и др.), специальные припои, не требующие флюсов, позволили значительно улучшить качество паяных изделий и повысить производительность процесса пайки.
Новые методы пайки дают возможность использовать деталь в изделиях без последующей механической обработки.
С помощью новых методов пайки можно соединять тугоплавкие металлы и металлы, обладающие особыми свойствами.
Из таких металлов могут быть изготовлены в условиях вакуума тонкостенные конструкции, подвергающиеся воздействию высоких температур. Пайка в современном состоянии удовлетворяет всем требованиям производства с точки зрения экономики, так как использование паяных соединений способствует уменьшению трудоемкости и снижению стоимости изделия.
Пайка стала одним из важнейших технологических процессов соединения металлов во многих отраслях металлообрабатывающей промышленности. Паяные соединения надежно работают в ответственных изделиях в авиационной, радиотехнической, автомобильной, приборной и других отраслях промышленности.
Паяные соединения надежно работают в ответственных изделиях в авиационной, радиотехнической, автомобильной, приборной и других отраслях промышленности.
Пайкой называется процесс получения неразъемного соединения материалов с нагревом ниже температуры их автономного расплавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва.
Пайку металлов следует проводить при определенной температуре и в средах, обеспечивающих хорошее смачивание припоем металла и взаимную диффузию жидкого припоя и металла соединяемого изделия. При этом должны быть созданы условия для возникновения капиллярных явлений. Последние обеспечивают проникновение жидкого припоя в зазоры между соединяемыми изделиями. Припой проникает в зазоры между соединяемыми деталями, при охлаждении кристаллизуется и образует прочную связь. Нагревать изделие и расплавлять припой можно дугой, теплотой, выделяющейся в электрическом контакте, в печах сопротивления, индукционным методом, электронным лучом, газовым пламенем, погружением в соляные ванны или жидкие припои и т. п.
п.
Пайка имеет ряд преимуществ по сравнению со сваркой. Во многих случаях при пайке расходуется меньшее количество теплоты. Пайка не вызывает существенных изменений химического состава и механических свойств основного металла. Как правило, остаточные деформации в паяных соединениях значительно меньше, чем в сварных. Поэтому возможно соблюдение точных размеров паяных конструкций без дополнительной обработки. Пайкой соединяются углеродистые и легированные стали, чугун, цветные металлы и сплавы, благородные металлы и т. д., а также разнородные материалы. Процесс пайки легко механизируется и автоматизируется.
Большинство способов пайки осуществляют с применением различных припоев и лишь в тех случаях, когда в процессе пайки между металлами могут образоваться легкоплавкие эвтектики, пайка возможна без специального припоя.
К припоям предъявляют ряд требований общего характера. Припой должен хорошо растекаться по поверхности основного металла, смачивать и растворять его, легко заполнять зазоры между деталями, обеспечивать необходимую прочность соединения и т. п.
п.
Припои применяют в виде лент, паст, прутьев. Особенно распространены припои в виде проволочных контуров и прокладок из фольги, штампуемых в соответствии с поверхностью соединяемых частей.
Широкое применение в качестве припоев получили высокотемпературные припои — сплавы на основе серебра, алюминия, меди и др., обладающие, как правило, температурой плавления выше 450—500° С (723—773 К). Медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 имеют предел прочности σв = 21 35 кгс/мм2 (206,0 — 343,2 МН/м2), относительное удлинение до 26%, рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830° С (413—1103 К). Согласно ГОСТ 8190—56 марки припоев разделяют в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). В них также содержатся цинк, медь и в небольшом количестве свинец. Эти припои применяют для пайки тонких деталей, соединения медных проводов и в случаях, когда место спая не должно резко уменьшать электропроводность стыковых соединений.
Низкотемпературные припои имеют температуру плавления ниже 450—400° С (723—673 К). Они обладают небольшой прочностью. Их применяют для пайки почти всех металлов и сплавов в разных их сочетаниях. В большинстве случаев низкотемпературные припои содержат значительный процент олова.
Низкотемпературные оловянно-свинцовые припои (ГОСТ 1499—70) имеют верхнюю критическую точку плавления 209—327° С (482—600 К). Олово имеет точку плавления 232° С (505 К). Его предел прочности при растяжении 1,9 кгс/мм2 (18,6 МН/м2), относительное удлинение 49%, НВ 6,2 кгс/мм2 (60,8 МН/м2). Оловянно-свинцовые припои ПОС-90, ПОС-61, ПОС-40 и др. применяют при пайке медных аппаратов, авиационных радиаторов, изделий из латуни и железа, медных проводов и т. д.
Образование качественного паяного соединения в значительной степени зависит от возможности наиболее полного удаления с поверхности металла окисных, адсорбированных газовых и жидких пленок. В практике пайки для удаления поверхностных пленок применяют различного рода флюсы, восстановительную атмосферу или вакуум. В последнее время для этой цели успешно используют механическое разрушение пленок с помощью ультразвуковых упругих колебаний.
В последнее время для этой цели успешно используют механическое разрушение пленок с помощью ультразвуковых упругих колебаний.
Флюсы при пайке имеют несколько назначений. Они защищают основной металл и припой от окисления, растворяют или восстанавливают образовавшиеся окислы, улучшают смачивание поверхностей, способствуют растеканию припоев. Флюсы можно применять в твердом, жидком и газообразном виде (в виде порошков, паст, растворов газов). Роль флюса выполняют некоторые специальные газовые атмосферы и вакуум, которые также могут способствовать восстановлению окислов и улучшению условий смачивания. Флюсующее действие оказывают в некоторых случаях отдельные составляющие, входящие в состав припоев. Например, фосфористые припои не требуют флюсов при пайке медных сплавов.
Пайку можно вести при общем или местном нагреве конструкции. При общем нагреве изделие помещают в печь или погружают в соляную или металлическую ванну. В этих условиях изделие прогревается равномерно. Такой процесс целесообразен для пайки изделий относительно небольших размеров. При местном нагреве подогревают лишь часть конструкции в зоне спая.
При местном нагреве подогревают лишь часть конструкции в зоне спая.
Пайка при помощи паяльника. Наиболее известный и широко используемый метод пайки низкотемпературными припоями — пайка паяльниками. В усовершенствованных конструкциях паяльников обеспечивается механизированная подача припоя и его дозировка.
Пайка газовым пламенем. Газовым пламенем паяют вручную и механизированным способом. Источником нагрева служит пламя обычных горелок с применением в качестве горючего относительно невысококалорийного газа, например пропана. Газовое пламя лишь частично предохраняет место спая от окисления, поэтому рекомендуется применение флюсов и паст.
Рис.109. Основные виды индукторов для пайки:1—индуктор;2—детали;3—припой
В некоторых случаях флюсы подаются в газообразном состоянии непосредственно в пламя. При газовой пайке возможно применение высокотемпературных и легкоплавких припоев.
Для крупных деталей иногда применяют процесс пайки, называемый «сварка бронзой». В этом случае припоем служат латунные стержни, изделие нагревают кислородно-ацетиленовой горелкой. Сначала ею подогревают кромки, насыпают флюс, облуживают их тонким слоем припоя, а затем заполняют припоем весь объем разделки. Сварку бронзой используют при ремонте чугунных и стальных деталей.
В этом случае припоем служат латунные стержни, изделие нагревают кислородно-ацетиленовой горелкой. Сначала ею подогревают кромки, насыпают флюс, облуживают их тонким слоем припоя, а затем заполняют припоем весь объем разделки. Сварку бронзой используют при ремонте чугунных и стальных деталей.
Сварка-пайка высокопрочных сталей
15.05.2013В прошлой статье кратко описывалась проблема соединения деталей кузова современного автомобиля из высокопрочной стали. Одно из решений, сварка-пайка, слово знакомое лишь в узких кругах профессионалов кузовного ремонта.
Что такое сварка-пайка, какие задачи она решает, какое оборудование необходимо для сварки этим способом и какие материалы применяются для соединения деталей из высокопрочной стали, мы попытаемся кратко изложить в нашей статье.
Высокопрочные или многофазные: эти стали последнего поколения были дообработаны с целью увеличения прочности до 1600 MПa. Они в основном применяются для создания противоударных зон в кузове автомобиля. Например: Porsche 997, OpelCorsa 07.
Они в основном применяются для создания противоударных зон в кузове автомобиля. Например: Porsche 997, OpelCorsa 07.
Высокопрочные или многофазные стали, это соединение бейнита, аустенита и феррита. Эти стали обеспечивают высокую прочность и хорошую деформируемость. Их используют при производстве сложных деталей, которые важны для устойчивости автомобиля.
При всех преимуществах, у высокопрочной стали есть и недостатки. Более сложный процесс производства, уменьшение прочности при сильном нагреве, необходимость использования на СТО специального оборудования и применения современных методов работы, обязательная замена элемента кузова в случае повреждения, выправление повреждённых деталей запрещена, использование полуавтоматической сварки стальной проволокой строго запрещена.
Пайка MIG в среде защитного газа наиболее современный метод сварки для новейших видов сталей. Этот метод также называется MIG brazing (по-английски) илисваркой медью MIG.
Этот метод сварки все больше и больше используется различными автомобилестроителями и его все больше и больше рекомендуют для ремонта (Mercedes, Opel, VW, Peugeot, Toyota, Honda). Используется термин пайка т.к.листы металла, которые соединяют не плавятся, в отличие от сварки MIG/MAG или полуавтоматической сварки. Причина этому – работа при более низкой температуре, приблизительно 900°C.
Используется термин пайка т.к.листы металла, которые соединяют не плавятся, в отличие от сварки MIG/MAG или полуавтоматической сварки. Причина этому – работа при более низкой температуре, приблизительно 900°C.
Благодаря низкой температуре сварочной ванны, слой цинка практически не повреждается, и, таким образом, сохраняется антикоррозийная защита. Для современных сталей с высоким пределом упругости свойства материалов не меняются и деформации незначительны. Этот метод также позволяет уменьшить разбрызгивание при сварке.
Температура плавления медных сплавов значительно ниже: между 750°C и 1080°C. Так как температура плавления стали приблизительно 1500°C, пайка MIG не расплавит стальной лист и не изменяет первоначальных свойств, специальных сталей.
При пайке MIG плавится только проволока, но не свариваемые листы
Используемая проволока сделана из сплава меди и цинка. Это более благородный металл с очень хорошими антикоррозийными свойствами. Чаще всего используется проволока диаметром 0,8 — 1,0 мм в зависимости от аппарата и, как правило, это CUSI3. Принцип сварки-пайки состоит в наплавлении проволоки CUSI3 или CUAL8 настальную деталь при не очень высокой температуре. Диаметр проволоки 0,8 мм для аппарата с программой «Сварка-пайка» и 1 мм для импульсного аппарата.
Это более благородный металл с очень хорошими антикоррозийными свойствами. Чаще всего используется проволока диаметром 0,8 — 1,0 мм в зависимости от аппарата и, как правило, это CUSI3. Принцип сварки-пайки состоит в наплавлении проволоки CUSI3 или CUAL8 настальную деталь при не очень высокой температуре. Диаметр проволоки 0,8 мм для аппарата с программой «Сварка-пайка» и 1 мм для импульсного аппарата.
При пайке MIG, соединение происходит диффузией. Речь идет о поверхностной, но очень стойкой спайке, позволяющей очень хорошее наполнение. Присадочный металл (медь) переносится капиллярным действием (хорошее наполнение в соединениях и трещинах) и, таким образом, полностью защищает оголенные края листового металла в зоне пайки.
Вдоль края пайки слой цинка расплавляется и соединяется с медью, образовывая защитный слой. Другими словами, обратная сторона сварки защищена от ржавчины.
Для сварки-пайки (металла с высоким пределом упругости) с помощью проволоки из сплава меди с кремнием CusI3 или сплава меди с алюминием CuAl8 (Ø 0,8мм и Ø 1мм) сварщик должен использовать нейтральный газ: чистый аргон (Ar). Для выбора газа спросите совета специалиста по продаже газа. Расход газа приблизительно между 15 и 25 Л/мин.
Для выбора газа спросите совета специалиста по продаже газа. Расход газа приблизительно между 15 и 25 Л/мин.
Сварочные аппараты RedHotDot HOTMIG-19, HOTMIG-27 и HOTMIG-29 производят сварку-пайку, для этого необходимо подключить баллон с Аргоном, выбрать режим NORMAL 2T, выбрать диаметр проволоки 0,8 или 1.0, выбрать положение на панели управления CuSi/CuAl.
сварка — Энциклопедия по машиностроению XXL
| Рис. 5.53. Схема пайки-сварки |
Соединение можно осуществлять путем обжима одной из соединяемых деталей лапками другой (парной) детали (рис. 242, а). Прочность такого типа соединения следует повышать пайкой, сваркой или другими способами. Более надежным является соединение, в котором прижатие деталей происходит по опорным [c.
 386]
386]Трудоемкость изготовления обмоток составляет 30—50% от общей трудоемкости производства ЭМП. Причем обмотки достаточно разнообразны по конфигурации (сосредоточенные и распределенные), числу фаз, материала (медные, алюминиевые и т. п.), способу укладки (намотка, заливка) и обработки (пропитка лаками, компаундирование битумом и т. п.), способу соединения проводов (пайка, сварка, прессование) и др. В последние годы технология обмоточного производства механизируется и автоматизируется. Полностью механизирована укладка и изготовление обмоток из круглого провода, частично механизирована— из прямоугольного провода. [c.184]
Биметаллы. Кроме перечисленных металлов и сплавов распространение получили биметаллы и полиметаллы, состоящие соответственно из двух или нескольких различных по химическому составу металлов или сплавов, не образующих между собой сплава или химического соединения. Биметаллы получают различными технологическими способами отливкой, пайкой, сваркой, металлическим покрытием, плакированием, прокаткой и др. [c.214]
[c.214]
Закалочные индукторы являются сугубо специальной аппаратурой индивидуального изготовления с использованием технологических процессов (медицинские работы, пайка, сварка, наложение электрической изоляции), часто несвойственных производству предприятия, имеющего закалочную установку. [c.37]
Соединительные детали или соединения могут быть неразъемными и разъемными. К неразъемным относятся детали, которые после изготовления не подлежат последующей разборке. Их выполняют пайкой, сваркой, клепкой, склеиванием или напрессовкой. Разъемными являются соединения, которые можно разбирать и собирать без разрушения деталей. Разъемные соединения выполняют с помощью крепежных деталей (винты, болты, шпильки и т. п.) или с помощью шпонок, шлицев и т. д. [c.21]
Допустимые рабочие температуры ограничиваются в основном двумя факторами свойствами материала сильфона и прочностью мест соединения сильфона в сильфонном узле изделия (пайка, сварка, механическое соединение). При высоких температурах, естественно, должны быть уменьшены действующие напряжения и допустимые деформации, т. е. уменьшены рабочее давление и рабочий ход.
[c.140]
При высоких температурах, естественно, должны быть уменьшены действующие напряжения и допустимые деформации, т. е. уменьшены рабочее давление и рабочий ход.
[c.140]
Посадки И 10/h9, HlO/hlO, HI 1/hl 1, Н12/Ы2 (пониженной точности) применяются для неточных соединений, центрирования фланцев и крышек, соединения арматуры, для крышек насосов, для крышек сальников в корпусах, для звездочек тяговых цепей и цепных передач на валах, для независимых сопряжений распорных втулок с валами, для соединений под расклепку, пайку, сварку. В подвижных соединениях — для соединений роликов на валах, для посадок при большой длине сопряжения, например шпиндель-гильза шпиндельной бабки токарного автомата. [c.73]
Армированная фанера образуется путем наклейки с одной или двух сторон металлических листов. Наилучшая склейка достигается при помощи бакелитовой пленки. Для армирования применяют латунь, алюминий, цинк, медь и др. Толщина металлического листа не должна превышать 0,4—0,6 мм, наиболее употребительные размеры 2000 X 1000 мм.
 Армированная фанера хорошо режется на ножницах, ленточных пилах, хорошо сгибается, фрезеруется и штампуется. Допускаются разнообразные способы соединений клейкой, пайкой, сваркой и клепкой, на гвоздях, шурупах и заклепках, под углом, впритык с накладкой.
[c.238]
Армированная фанера хорошо режется на ножницах, ленточных пилах, хорошо сгибается, фрезеруется и штампуется. Допускаются разнообразные способы соединений клейкой, пайкой, сваркой и клепкой, на гвоздях, шурупах и заклепках, под углом, впритык с накладкой.
[c.238]Резка, сварка стали до б мм, пайка, сварка латуни, алюминия,свинца, чугуна [c.401]
Резка, сварка чугуна и цветных металлов, пайка, сварка стали до 3 мм [c.401]
Резка, пайка, сварка легкоплавких цветных металлов [c.401]
Резка, сварка чугуна, пайка, сварка легкоплавких металлов, сварка стали до 6 мм [c.401]
Металлографические исследования зоны сплавления показали, что в случае использования образцов из углеродистой стали типа стали 20 с очиш,енной и обезжиренной поверхностью без применения флюса сплавление на границе металл — припой плотное, без окис-ных и шлаковых включений, несплошностей и других дефектов. Предел прочности на срез растяжением соединения, полученного пайко-сваркой двух пластин из углеродистой стали, составляет 220— 240 МПа. Практически эти значения близки к пределу прочности припоя в литом состоянии.
[c.83]
Предел прочности на срез растяжением соединения, полученного пайко-сваркой двух пластин из углеродистой стали, составляет 220— 240 МПа. Практически эти значения близки к пределу прочности припоя в литом состоянии.
[c.83]
Биметаллом и полиметаллом может быть названо любое изделие или полуфабрикат, состоящее из двух (биметалл) или нескольких (полиметалл) различных по химическому составу слоев металлов или сплавов. независимо от способа их соединения (отливка, пайка, сварка, горячие или гальванические металлические покрытия, совместная прокатка — плакирование и др.). [c.310]
Остановить компрессор, разобрать холодильник, испытать трубы и пропуски ликвидировать вальцовкой, пайкой, сваркой или заменой труб [c.929]
Сборка пружин с колодочкой или штуцером, через который подается давление, осуществляется пайкой. Сварка применяется только для соединения пружины с арматурой из нержавеющей стали. [c.811]
Применение. Соединение различных конструкционных деталей приборов, установок, станков и других изделий, допускающих склеивание их при нагревании. Склеивание листов электротехнической стали, пакетов роторов и статоров. Изоляция обмоток трансформаторов. Замена пайки, сварки, клепки
[c.891]
Соединение различных конструкционных деталей приборов, установок, станков и других изделий, допускающих склеивание их при нагревании. Склеивание листов электротехнической стали, пакетов роторов и статоров. Изоляция обмоток трансформаторов. Замена пайки, сварки, клепки
[c.891]
Конструкторы электронных систем при разработке функциональных схем и схем соединений обычно полагаются на специалистов по компоновке, при получении экспертных рекомендаций по проблемам обеспечения требуемого теплового режима на лиц, занимающихся тепловыми расчетами, и при получении рекомендаций по заливке, пайке, сварке и другим технологическим процессам на специалистов по материалам и процессам. [c.34]
Пайка (сварка) труб (рис. 14.1, а) в машиностроении применяется редко, только для трубопроводов, не подлежащих демонтажу. При пайке (сварке) труб 1 пользуются переходными втулками 2. [c.195]
Пайка легкоплавкими припоями, тугоплавкими припоями, пайка-сварка Восстановление герметичности соединений и трубопроводов, восстановление инструмента
[c. 89]
89]
Для соединения графита может применяться капиллярная, контактно-ре-активная, диффузионная пайка и пайко-сварка. [c.276]
Примечание. Скорость пайко-сварки 120 —130 мм/мин,- диаметр проволоки 1 мм. [c.280]
Точно также не нужно устанавливать термобаллон в местах пайки (сварки) или на изогнутых участках, так как в этих случаях тепловой контакт между термобаллоном и трубой обязательно будет плохим. [c.249]
Подкласс В 23а Пайка, сварка, резка пламенем [c.106]
По условию заполнения зазора пайку можно разделить на капиллярную и некаииллярную. По механизму образования шва капиллярная пайка подразделяется на пайку с готовым припоем, когда затвердевание шва происходит при охлаждении контактнореактивную пайку реактивно-флюсовую диффузионную. К некапиллярным способам относятся пайка-сварка и сварка-пайка. [c.238]
При пайке-сварке соединение образуется так же, как при сварке плавлением, но в качестве присадочного металла применяют припйй (рис. 5.53).
[c.239]
5.53).
[c.239]
Наибольшее применение получили капиллярная найка и пайка-сварка. Диффузионная и контактно-реактивная пайки более трудоемки, но обеспечивают высокое качество соединения. [c.239]
Специальные горелки и резаки. Для газопламенной обработки материалов наряду с универсальными используют специальные горелки и резаки для термической обработки, поверхностной очистки, пайки, сварки термопластов, газопламенной наплавки и др., резаки для поверхностной, копьевой, кислородно-флюсовой резки,, для резки металла больших толщин. [c.98]
Применяют также другие специальные меры, например сварку со стальными шпильками для получения прочного механосварного соединения, низкотемпературную газовую пайку-сварку. Она отличается от обычных способов тем, что основной металл не доводят до температуры плавления, а нагревают только до температуры 8 0— 860 С, т, е. до температуры смачиваемости .
[c.131]
до температуры смачиваемости .
[c.131]
На чертеже общего вида изображают вид соединений деталей сборочной единицы (соединения с зазором или без него, резьбовые, щтифтовые, щпоночные склеивание, пайка, сварка деталей развальцовка, клепка и т. п.), применяя лищь минимальные упрощения, как это оговорено ниже в 15.5. [c.295]
При закалке из области стабильного аустенита углерод будет находиться в пересщенном твердом растворе и при нагреве (старение, пайка, сварка) может выделяться в виде карбидов. [c.85]
Схема стенда для экспериментального определения эффективной площади сильфонов представлена на фиг. 48. К сильфону тем или иным способом (пайкой, сваркой) присоединяется штуцер и заглушка. Сильфон 1 с присоединенными к нему п1туцером и заглушкой устанавливается в центре стола. Груз 5, необходимый для нагружения сильфона, помещают на подвеску с диском. На стойке 4, установленной на столе, укрепляется микрометрический винт 7 с контактом, соединенный с электрической лампочкой, питаемой от сухой батареи 8. [c.32]
[c.32]
На основании полученных результатов исследования микроструктуры и микротвердости зоны сплавления рекомендуется для восстановления блоков цилиндров новый низкотемпературный процесс пайко-сварки ацетилено-кислородным пламенем с применением флюса ФНСН-2 в сочетании с припоем ЛОМНА. Разработанная технология внедряется на предприятиях Ворошиловградского автомобильного управления, Грозненского и Павловского автотранспортных объединений. Кроме этого, внедряется сварка деталей из сплавов алюминия в аргоне. [c.62]
Большого внимания также заслуживает процесс прокатки труб с высокими поперечными ребрами для теплообменной аппаратуры. Многие заводы изготовляют для этой цели ребристые трубы различных типов с навитой ленточной или проволочной спиралью, с насадными шайбами с последующей пайкой, сваркой и оцинко-ванием. Высокая стоимость таких труб и недостаточная эффективность теплоотдачи, несовершенство технологии изготовления ограничивают их применение. Метод прокатки ребристых труб отличается высокой производительностью и экономичностью. При прокатке ребра образуются непосредственно из металла самой трубы (рис. 5). Прокатанные ребристые трубы имеют наиболее высокую эффективность теплоотдачщ минимальное аэродинамическое сопротивление и высокую прочность.
[c.165]
Метод прокатки ребристых труб отличается высокой производительностью и экономичностью. При прокатке ребра образуются непосредственно из металла самой трубы (рис. 5). Прокатанные ребристые трубы имеют наиболее высокую эффективность теплоотдачщ минимальное аэродинамическое сопротивление и высокую прочность.
[c.165]
Наплавка твердых сплавов. Сварка высокоуглеродистой стали Сварка, качественная резка и пайка, металлизация Резка и пайка, сварка латуни и чугуна бронзой, поаерхностная закалка, огневая очистка поверхности [c.200]
Для соединения мехов с конструктивио-замыкающими элементами применяется пайка, сварка, механическое крепление и заливка легким сплавом (табл. 17). [c.809]
Привязные аэростаты (В 1/50-1/56 наземные сооружения F 3/00-3/02) ремни на летательных аппаратах D 25/06) В 64 Приемники (вместилища) осветительных устройств в форме призмы F 21 V 5/02 шлифование В 24 В 7/24, 9/14) Приливные гидроэлектростанции F 03 В 13/12 Припои вкладышей подшипников скольжения F 16 С 33/14 Присадки, введение в смазочный материал в двигателях F 01 М 9/02 Присадочные прутки, применяемые при пайке, сварке или резке В 23 К 35/(00-40) Присоски использование для отделения и подачи листов из стопки В 65 Н 3/08-3/14 крепежные F 16 В 47/00) Притирка (зубчатых колес и реек В 23 F 19/(02-04) клапанов, устройств F 16 К 29/(00-02)) Прицепные ((буксируемые) летапкльные аппараты В 64 D 5/00 транспортные средства В 62 D 63/(00-08) 65/00) Прицепы [В 62 D /47/ОО-63/00 с ведущими колесами 59 (00-04) рулевые устройства 13/(00-06)) В 60 Т (аварийное торможение 7/20 устройства для отцепления 15/60)
[c. 151]
151]
При эксплуатации термоэлектрогенераторов указанные выше к. п. д. могут уменьшаться из-за изменения свойств материала ветвей термоэлементов и соединений термоэлементов в батарее В настоящее время применяются три способа соединения терме элементов прессование, металлургические методы (пайка, сварка заливка жидким металлом) и жидкометаллический контакт Все три способа обеспечивают срок службы термоэлектрогенера торов более 10 ООО ч. Коэффициенты термического расширения полупроводниковых и коммутирующих материалов должны подби раться близкими по величине во избежание растрескивания кон тактов. [c.111]
Широкое применение для соединения тугоплавких металлов с графитом нашли высокотемпературная пайка в печах с контролируемой атмосферой и пайко-сварка с использованием электронного луча и газоэлектрической дуги. Предотовращение науглероживания и охрупчивания металла достигается предварительным нанесением на соединяемые поверхности покрытия из пластичных металлов, не образующих в контакте с графитом сплошных хрупких карбидных диффузионных слоев, а также применением припоев с основой из пластичных металлов, инертных по отношению к графиту, и введением в них карбидообразующих добавок для обеспечения смачивяечости. [c.278]
[c.278]
Чем отличается пайка металлов от сварки, сфера применения | Сварка и Пайка
Многие путают думая, что пайка и сварка металлов это одно и то же. Однако они сильно заблуждаются, ведь основное отличие пайки от сварки в том, что при пайке металл не расплавляется.
Технология пайки кардинально отличается от сварки в виду особенностей и специфики применяемого оборудования. Для сварки металлов применяется куда более сложное оборудование, чем для пайки.
Однако это еще ничего не значит, и порой выпаять микросхему или перепаять зарядное гнездо в телефоне гораздо сложнее, чем сварить забор из профильной трубы. В чем особенности и отличия пайки от сварки? Какое оборудование применяется для этих двух технологических процессов?
В чем отличия пайки от сварки
Как было сказано выше, основное отличие пайки от сварки в том, что при пайке металлы не расплавляются. Их соединение происходит по-другому, с помощью припоя. О том, что такое припой и для чего он нужен, вы можете узнать в другой статье сайта svarkapajka.ru.
Их соединение происходит по-другому, с помощью припоя. О том, что такое припой и для чего он нужен, вы можете узнать в другой статье сайта svarkapajka.ru.
При сварке же происходит расплавление металлов и их соединение друг с другом на молекулярном уровне. Это делает соединение более надежным, крепким и долговечным, хотя и меняет структуру металла в целом.
Поэтому можно сказать так: пайка даёт возможность соединять мелкие детали без какого-либо вреда. При этом прочность соединения во многом зависит от припоя, а также способа соединения спаиваемых элементов. Для сварки используются инверторы и газовое оборудование, для пайки — паяльные станции, горелки и паяльники.
Где применяется пайка, а где сварка металлов
Пайка занимает второе место по популярности соединения металлов после сварки. Она нашла широкую востребованность во многих областях, а в некоторых, и вовсе, пайка занимает лидирующую позицию.
Например, невозможно представить сегодня IT-промышленность без пайки. Здесь пайка широко применяется для соединения электросхем и радиодеталей. Без неё не получится спаять медные трубы на отопление и водоснабжение. Широко пайка применяется и при кузовном ремонте.
Сварка же металлов в основном востребована в строительной сфере, однако не меньшую популярность в последнее время она завоевала и в быту. В основном применяется она для соединения черных металлов, а также там, где нужно собирать большие металлоконструкции.
Виды пайки
В техническом плане очень сложно определить классификацию пайки из-за немалого количества параметров. Пайка подразделяется не только по способу заполнения зазоров припоем, но и по типу кристаллизации шва, методу удаления оксидной пленки, а также по многим другим параметрам.
Поэтому основная классификация пайки характеризуется температурой плавления припоя. По данному параметру существующие виды пайки можно классифицировать следующим образом.
По данному параметру существующие виды пайки можно классифицировать следующим образом.
- Низкотемпературная пайка — предполагает температуру плавления припоя менее 450°C. Низкотемпературная пайка подходит для соединения небольших элементов, а также радиодеталей, там, где опасен их перегрев.
- Высокотемпературная пайка — температура плавления припоя при данном виде пайки составляет более 450°C. Высокотемпературная пайка применяется там, где нужно создать крепкое и надежное соединение, которое не расплавится при воздействии температуры более 100 градусов.
О разнице между пайкой и сваркой — Пайка и сварка в Санкт-Петербурге
Очень часто путают эти два понятия, что является грубой ошибкой.
На самом деле это абсолютно разные технологии, а зачастую и взаимоисключающие.
Для каждой работы и каждого соединения выбирается своя технология.
Но обо всём по порядку.
Сначала о принципе сварки:
Видов сварок очень много, но самый распространённый среди них — это сварка плавлением.
Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов и присадочный металл (электрод/пруток) объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
О пайке:
На практике очень часто все операции, где необходимо термическое соединение металлов, приписывают сварке, что совершено не правильно. Зачастую пайка оказывается обделена вниманием и фактически не рассматривается всерьёз. Видимо многим сразу вспоминается банальная пайка электропроводов. Но на самом деле направление пайки намного обширнее и делится на несколько типов.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из одинаковых или различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей.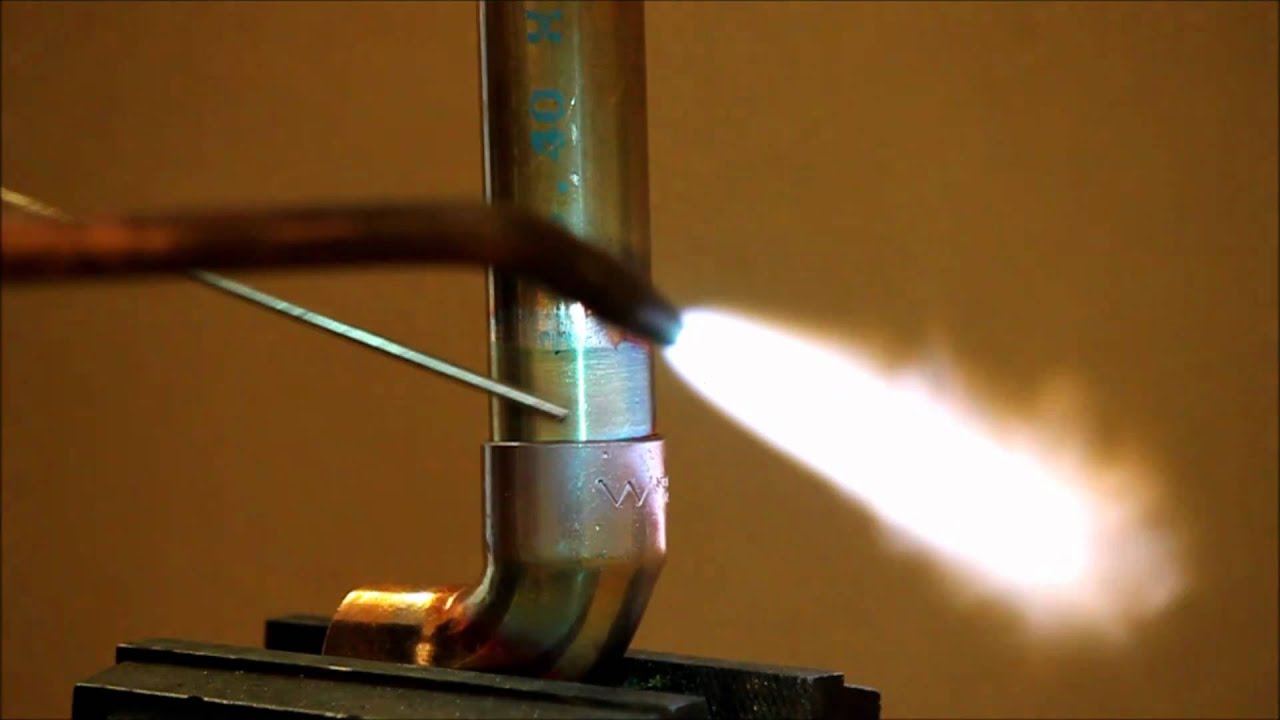
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается и припой переходит в твёрдую фазу, образуя соединение.
Пайка делится на низкотемпературную, около 200 градусов, и высокотемпературную, где используются твёрдые припои и температуры от 300 до 850 градусов.
Низкотемпературную пайку проводят мягкими оловянными припоями, они менее прочны и больше подвержены коррозии, но используются они там, где их свойств с лихвой хватает. Так обычно паяют провода и радиодетали при помощи паяльника.
Для высокотемпературной пайки применяют твёрдые припои, состоящие из различных пропорций таких металлов, как медь, цинк, свинец, а зачастую и с содержанием серебра. Такая пайка применяется на высоконагруженных узлах, где требуется прочность и долговечность, а также герметичность — это климатическое оборудование, работающее под давлением, в агрессивных средах, а также электротехническое и многое другое.
Отдельно хотелось бы отметить ещё одно распространённое заблуждение о том, что соединение пайкой имеет меньшую прочность по сравнению со сварным соединением — это не так, прочность зависит от конкретной детали и ситуации, и зачастую пайка оказывается более стойкой к нагрузкам.
Если максимально упростить всё вышесказанное, то при пайке металл соединяемых деталей не плавится, а только нагревается до высокой температуры, поэтому металлы могут быть разными. Их связывает третий металл — припой. При сварке же плавится как металл деталей, так и присадочный металл, перемешиваясь и образуя единое целое — сварочный шов. И поэтому состав металлов должен быть одинаковым или же очень близким.
Сварка/Пайка — Мастерская — Не потей!
Если у Вас поврежден радиатор или магистраль, то «Мастерская — Не потей!» отремонтирует Вам его. Мы восстанавливаем работу любых радиаторов — охлаждения двигателя, отопления салона, кондиционеров (конденсоров и испарителей), АКПП, гидроусилителей, интеркулеров, газовых колонок, котлов; магистрали кондиционеров. В зависимости от виды неисправности выбирается один из двух методов: либо пайка высокотемпературной горелкой, либо сварка в среде аргона.
В зависимости от виды неисправности выбирается один из двух методов: либо пайка высокотемпературной горелкой, либо сварка в среде аргона.
Вне зависимости от метода ремонта, для начала необходимо определить место утечки. Для этого используем азот с рабочим давление до 60Bar. Использовать воздух нежелательно, особенно в системе кондиционирования. Далее качественно защищаем и обезжиривается место проведения пайки или сварки. После проведения сварочных или паяльных работ, производим прессовку с использованием азота еще раз, для контроля качества работ. При этом место ремонта опускается в воду, для обнаружения даже мельчайшей утечки. Только после этого отдаем деталь клиенту.
Аргонно-дуговая сварка
Аргонно-дуговая сварка – надежное решение автомобильных и бытовых проблем, однако требующее высокого профессионализма и качественного оборудования. Наш автосервис оснащен всеми необходимыми техническими средствами и материалами для аргонно дуговой сварки, а специалисты имеют специальную подготовку и накопленный опыт в своем деле.
Мы выполняем следующие виды сварочных работ:Аргонно-дуговая сварка: алюминия, нержавеющая стали, меди.
- Сварка и ремонт любых радиаторов, дисков, головок блоков и других узлов двигателя.
- Аргонно-дуговая сварка деталей мотоциклов, мопедов, велосипедных рам, корпусов лодок и катеров.
- Аргонно-дуговая сварка прицепов, полуприцепов, грузовых и легковых авто, сварка и ремонт.
- Аргонно-дуговая сварка и изготовление металлоконструкций из цветных и черных металлов.
Все сварочные работы производятся с использованием газа «Аргон выcокой очистки» и присадочных прутков шведской фирмы ESAB
Пайка высокотемпературной горелкой
С использованием высокотемпературной горелки выполняем мелкий ремонт. Ремонт отверстий, трещин в различном оборудовании.
- Широкая область применения:Пайка алюминия с алюминием и алюминия с медью
- Ремонт и пайка алюминиевых кузовов
- Ремонт и пайка топливных баков из алюминия
- Восстановление и ремонт головок блока цилиндров (трещины, сколы, прогары и т.
 п.) из материала AlMg1 и AlMgMn
п.) из материала AlMg1 и AlMgMn - Ремонт и пайка картеров автомобилей из материала AlMg1 и AlMgMn
- Пайка алюминиевых и медных трубок в различных сочетаниях
- Ремонт и пайка трубок насосов, компрессоров и кондиционеров
- В осстановление и ремонт днищ лодок, выполненных из алюминиевых сплавов
- Восстановление алюминиевых деталей после износа, поломки или скола
- Ремонт и пайка алюминиевых корпусов, ремонт радиаторных трубок
 п.) из материала AlMg1 и AlMgMn
п.) из материала AlMg1 и AlMgMnВысокая прочность соединения.
Сварка пайкой — TWI
Введение
Процесс сварки пайкой пайкой представляет собой вариант процесса сварки MIG/MAG, в котором большинство основных параметров процесса идентичны традиционным процессам сварки MIG/MAG. Однако в процессе сварки пайкой температура плавления присадочной проволоки значительно ниже по сравнению с температурой плавления основного материала. В процессе дуговой сварки присадочная проволока обычно плавится при температуре выше 1600°C, тогда как при пайке проволока плавится при температуре ниже 1000°C.
Как и в стандартном процессе сварки MIG/MAG, проволочный электрод с непрерывной подачей расплавляется дугой, образующейся между электродом и заготовкой, но из-за более низкой температуры значительного плавления или плавления основного металла не происходит. Расплавленный металл затекает в зазор между соединяемыми деталями и затвердевает после смачивания либо по поверхности, либо между поверхностями за счет капиллярного действия, образуя прочное соединение. Пример соединения, образованного дуговой пайкой, показан на рисунке 1.
Более низкий ток и напряжение также приводят к экономии энергии, которая может быть значительной на большом производственном предприятии и означает, что можно сваривать очень тонкие листы (до 0,2 мм). Однако этот процесс не подходит для использования на толстых материалах с верхним пределом толщины примерно 3 мм. Также необходимо обеспечить достаточный доступ для горелки для пайки и соответствующего газового кожуха, поэтому необходимо тщательно продумать конструкцию соединения.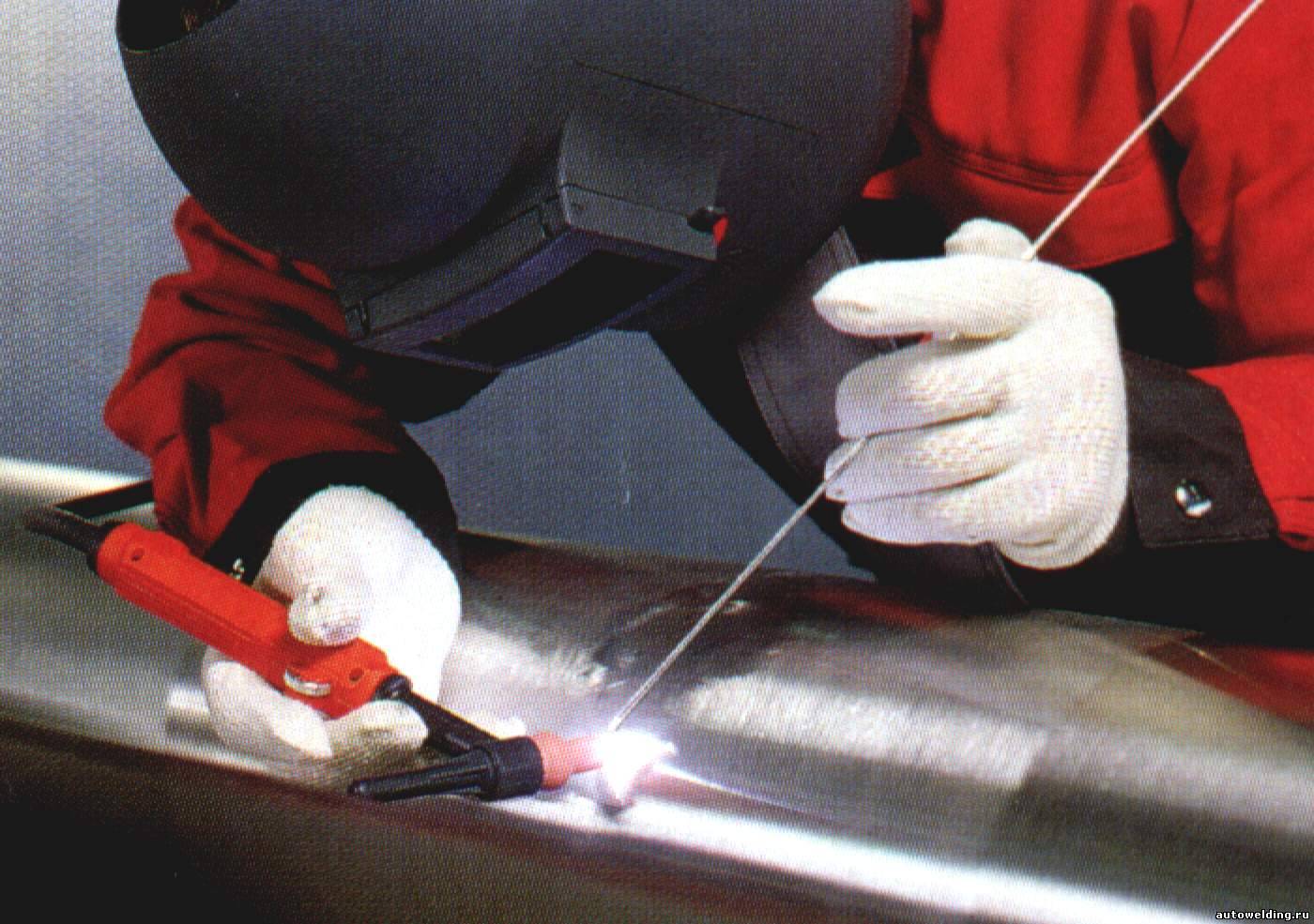
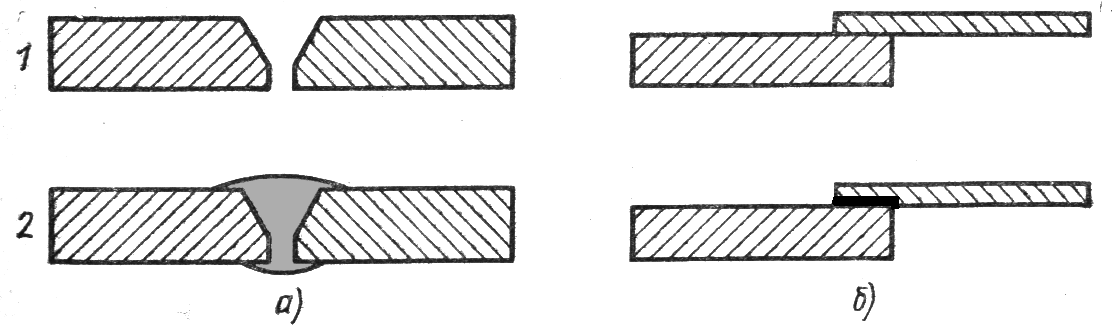
Использование припоя дает несколько преимуществ.Они часто устойчивы к коррозии, что приводит к лучшей общей коррозионной стойкости соединения по сравнению с исходными материалами, а их низкая твердость означает, что любая необходимая механическая обработка после соединения может быть значительно проще. Также нет необходимости использовать флюс с этими присадочными металлами, в отличие от более традиционной пайки в пламени или в печи. Однако относительно низкая прочность присадочных металлов означает, что конечная прочность соединения ограничена. Соединения не обязательно смогут достичь той же прочности, которая была бы обеспечена сварным соединением, и существует ограниченный диапазон доступных расходных материалов; обычно находится в диапазоне предела текучести 20–50% по сравнению с исходным материалом.Также необходимо добиться очень хорошей подгонки шва при пайке стыковых или угловых соединений, чтобы обеспечить правильное смачивание и проплавление. Примеры предварительной очистки стыковых и угловых соединений можно увидеть на рисунках 2 и 3.
Природа процесса соединения и тот факт, что исходные материалы не подвергаются значительному плавлению, означают, что можно соединять разнородные металлы, которые обычно трудно соединить из-за свойств, присущих каждому из них. Примеры таких комбинаций включают нержавеющую сталь в углеродистую сталь или алюминий в сталь с покрытием и т. д.Однако из-за характера процесса они не будут обладать прочностью, сравнимой со сварными швами между этими материалами, и не подходят для высокопрочных применений (при условии металлургической совместимости между рассматриваемой комбинацией материалов).
Последнее соображение касается брызг, которые, хотя обычно меньше, чем при стандартных методах дуговой сварки, часто относительно трудно удалить из-за высокой смачиваемости и низкой температуры плавления припоя.
Применение сварки пайкой
Процесс сварки пайкой считается отличным выбором для соединения тонколистовой стали с покрытием (например, оцинкованной).Эти стали при сварке с использованием традиционного процесса дуговой сварки выделяют большое количество паров цинка. Это имеет несколько негативных последствий. Во-первых, пары могут вызывать дефекты сварного шва, такие как поры или газовые пустоты, снижающие прочность сварного соединения. Во-вторых, потеря цинка с поверхности основного листа приводит к значительному снижению его коррозионно-стойких свойств, что иногда требует повторного покрытия стали.
Это имеет несколько негативных последствий. Во-первых, пары могут вызывать дефекты сварного шва, такие как поры или газовые пустоты, снижающие прочность сварного соединения. Во-вторых, потеря цинка с поверхности основного листа приводит к значительному снижению его коррозионно-стойких свойств, что иногда требует повторного покрытия стали.
В процессе сварки основной металл также подвергается значительному нагреву, что приводит к значительной деформации и расширению зоны термического влияния.Эти эффекты можно уменьшить, используя процесс пайки из-за меньшего количества тепла, необходимого для плавления присадочной проволоки, по сравнению со стандартным процессом сварки. Меньшее повреждение цинкового покрытия означает, что оно по-прежнему будет обеспечивать гальваническую защиту основной стали даже в области 1–2 мм вокруг соединения, где покрытие было утрачено. При этом также образуется меньше цинксодержащего сварочного дыма.
Компания TWI недавно завершила исследование использования дуговой пайки для соединения оцинкованного листа DP600 толщиной 1 мм с присадочным металлом CuSi3. Эта работа показала, что при правильной подгонке соединения и подходящих параметрах процесса прочность соединения способна превзойти предел прочности при растяжении (UTS) исходной пластины. Адгезия припоя к верхней и нижней поверхностям пластины DP600 обеспечивает достаточную прочность, так что общий предел прочности соединения составляет более 600 МПа, несмотря на то, что предел прочности припоя наполнителя составляет приблизительно 350 МПа.
Эта работа показала, что при правильной подгонке соединения и подходящих параметрах процесса прочность соединения способна превзойти предел прочности при растяжении (UTS) исходной пластины. Адгезия припоя к верхней и нижней поверхностям пластины DP600 обеспечивает достаточную прочность, так что общий предел прочности соединения составляет более 600 МПа, несмотря на то, что предел прочности припоя наполнителя составляет приблизительно 350 МПа.
Приспособление для сварки пайкой
Убедитесь, что свариваемые поверхности являются металлически чистыми, стараясь не повредить какое-либо покрытие.Можно использовать различные конфигурации соединений, в том числе встык, внахлестку и тройник. Конструкция соединения должна быть сконструирована таким образом, чтобы обеспечить хорошее смачивание и капиллярное действие припоя, а также гарантировать, что напряжения не передаются непосредственно в припой в виде растягивающих напряжений. Напряжение должно поддерживаться через клейкие поверхности припоя к основному листу. Зазор порядка 0,5–1 мм между соединяемыми компонентами обеспечит успешное затекание припоя в соединение, что улучшит адгезию и повысит прочность соединения.Однако важно отметить, что слишком большой зазор в соединении, особенно для стыковых соединений, приведет к тому, что вся нагрузка на компонент будет реализована в виде предела прочности при растяжении в припое, что приведет к разрушению соединения при более низком UTS.
Зазор порядка 0,5–1 мм между соединяемыми компонентами обеспечит успешное затекание припоя в соединение, что улучшит адгезию и повысит прочность соединения.Однако важно отметить, что слишком большой зазор в соединении, особенно для стыковых соединений, приведет к тому, что вся нагрузка на компонент будет реализована в виде предела прочности при растяжении в припое, что приведет к разрушению соединения при более низком UTS.
Источник питания, вероятно, будет работать с более низкой выходной мощностью, чем обычно используется для стандартной сварки MIG/MAG, а также может использоваться с импульсным или постоянным током. Обычно используется дуга короткого замыкания. Из-за характера процесса пайки валик припоя не будет иметь такого мелкого вида, как валик сварного шва.Нет необходимости увеличивать силу тока для выравнивания валика припоя, так как это снизит ценность пайки как процесса с низким тепловложением.
Необходимо очень тщательно выбирать и контролировать параметры процесса, поскольку высокая текучесть припоя на основе меди приводит к гораздо более «подвижной» сварочной ванне. Это может легко чрезмерно проникнуть или сформировать нежелательный внешний вид валика, если его не контролировать.
Это может легко чрезмерно проникнуть или сформировать нежелательный внешний вид валика, если его не контролировать.
Горелка используется в «толкающей» ориентации (приблизительно 70–80°), чтобы обеспечить предварительный нагрев листа и удаление любого покрытия перед сварочной ванной, при этом горелка располагается симметрично между двумя поверхностями соединения (например, под углом 45°). ° для тройника-галтели).Этот угол горелки также снижает вероятность чрезмерного проникновения либо через зазор, либо в основной металл.
Что такое сварка пайкой? Как это работает? Полное руководство
0Последнее обновление
Процесс сварки пайкой является переменной процесса сварки MIG/MAG. Большинство основных параметров сварки пайкой напоминают параметры обычных процессов сварки MIG/MAG. Однако температуры плавления присадочной проволоки в этих двух сварочных процессах различаются. При сварке пайкой постоянно подаваемый проволочный электрод расплавляется дугой, образующейся между электродом и заготовкой. Поскольку используемая температура является низкой, не будет происходить значительного плавления или плавления исходного металла. Расплавленный металл будет затекать только в зазор, образованный между сплавляемыми деталями, и затвердевает при смачивании.
При сварке пайкой постоянно подаваемый проволочный электрод расплавляется дугой, образующейся между электродом и заготовкой. Поскольку используемая температура является низкой, не будет происходить значительного плавления или плавления исходного металла. Расплавленный металл будет затекать только в зазор, образованный между сплавляемыми деталями, и затвердевает при смачивании.
Как работает сварка пайкой
Одним из основных свойств пайки является способность расплавленного присадочного металла затекать между свариваемыми деталями, создавая прочное и герметичное соединение.Эффект этого процесса известен как капиллярное действие, и он обеспечивает проникновение между двумя поверхностями. Капиллярное действие также позволяет сварщикам соединять трубы в горизонтальном положении, несмотря на силу тяжести в вертикальном положении.
Процедура сварки пайкой
1. Определение расстояния между швами Во время процесса пайки капиллярное действие отвечает за втягивание присадочного металла в соединение.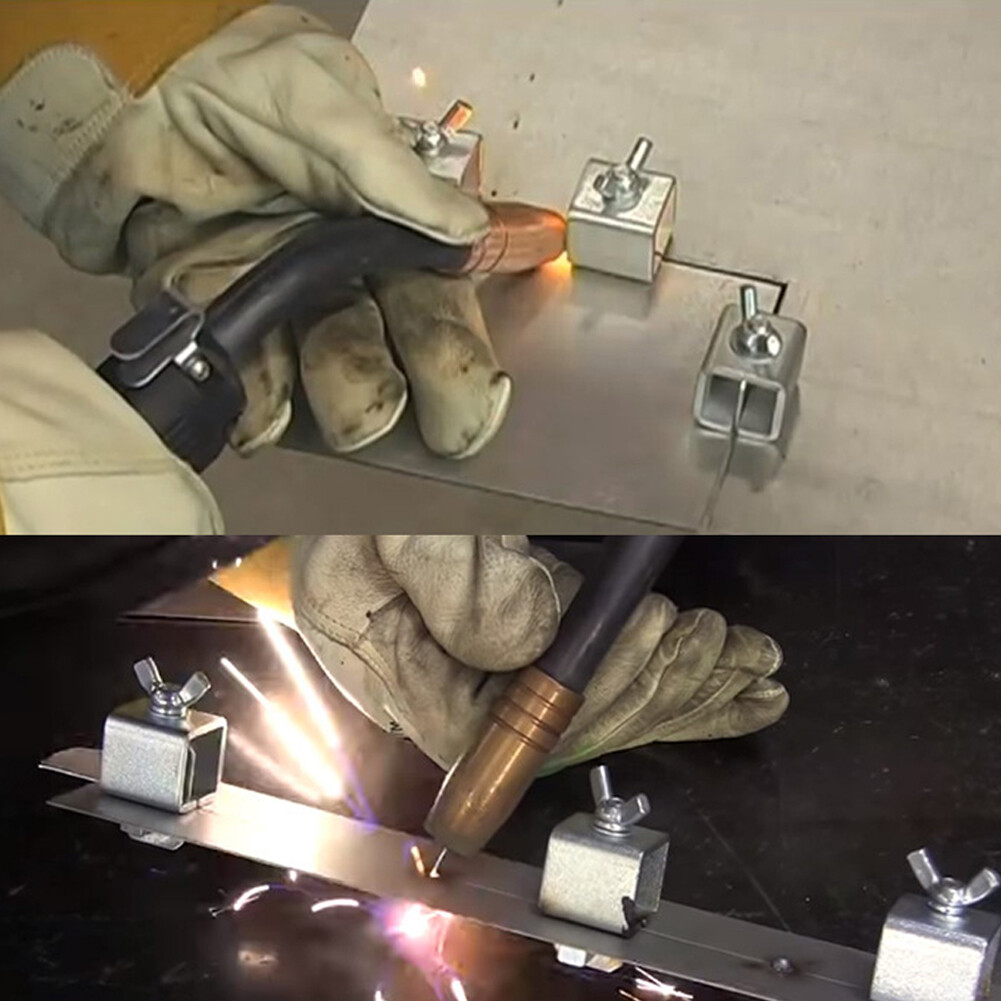 Таким образом, вы можете формировать прочные соединения только в том случае, если пространство между наполнителем и основным металлом достаточно широкое, чтобы усилие работало должным образом.
Таким образом, вы можете формировать прочные соединения только в том случае, если пространство между наполнителем и основным металлом достаточно широкое, чтобы усилие работало должным образом.
Перед началом пайки выберите наиболее подходящий зазор для основных металлов. Это помогает в повышении производительности капиллярного действия. Всякий раз, когда вам нужно сварить две плоские детали, всегда выбирайте соединение внахлест, чтобы обеспечить эффективное проявление капиллярного действия.
3. Выберите подходящий припойНаиболее часто используемыми присадочными материалами являются сплавы меди, серебра и алюминия.Серебро является наиболее предпочтительным из-за его низкой температуры плавления. Медь также широко используется, потому что она имеет высокую температуру плавления и легкодоступна.
Сварщики могут выбрать сплав в виде палочки, преформы или пасты, в зависимости от применения. Предварительно сформированная пайка, как правило, наиболее подходит в ситуациях, когда первостепенное значение имеют распределение и повторение.
Предварительно сформированная пайка, как правило, наиболее подходит в ситуациях, когда первостепенное значение имеют распределение и повторение.
Изображение предоставлено: Айко Ванхульсен, Flickr
4. Очистка металловОчистите металлы от любых примесей, таких как масла, жир или грязь.Очистка необходима для правильной работы капиллярного действия. Грязная поверхность препятствует образованию надлежащей и более прочной связи и препятствует капиллярному действию.
5. Профлюсуйте деталиПеред пайкой всегда наносите покрытие или флюс на область соединения для предотвращения окисления. Окисление также препятствует образованию правильной и прочной связи.
6. Сборка деталей для пайки Сборка всех деталей, необходимых для пайки, улучшит капиллярное действие.Во время сборки сварщики могут использовать грузы и зажимы для выравнивания свариваемых деталей. Вы также можете использовать такие материалы, как нержавеющая сталь, керамика или инконель, чтобы предотвратить большие потери тепла на стыках.
Начните процесс пайки, сначала нагрев основные металлы. Присадочные металлы будут нагреваться автоматически, как только они вступят в контакт с нагретыми основными металлами. Чтобы процесс работал эффективно, температура плавления присадочного металла должна быть выше 450°С, но ниже, чем у нагретых основных металлов.
8. Очистите паяное соединениеОкончательный процесс очистки паяного узла проводится в два этапа:
- Удаление остатков флюса путем погружения сборки в горячую воду после полного затвердевания присадочного металла.
- Второй шаг называется сбором. Он включает извлечение оставшихся оксидов, которым не хватает флюса. Кроме того, вы можете отполировать сборку мелкой наждачной бумагой, чтобы получить безупречную поверхность.
Общие типы пайки
Существует несколько типов методов сварки припоем для различных материалов.
1. Пайка в печи
Пайка в печи представляет собой полуавтоматический процесс, который широко используется в промышленности, поскольку требует минимальной квалификации персонала.
Изображение предоставлено: Фил Грэдвелл, Flickr
Эта техника подразделяется на следующие типы.
- Печи периодического действия – Они имеют низкую стоимость оборудования, и сварщики используют их для нагрева каждой детали отдельно.Печь также можно выключать, когда она не используется, чтобы сократить эксплуатационные расходы. Периодический тип эффективен для средних и больших объемов производства. Этот метод также обеспечивает большую степень гибкости при пайке конкретных деталей. Во время сварки оксидирование и очистку узла можно производить флюсованием.
- Печи непрерывного действия – Они используются для непрерывного потока аналогичных деталей. Печи непрерывного действия часто используются с конвейерами, которые перемещают материалы через горячие зоны с регулируемой скоростью. Вы можете контролировать уровень окисления и чистоты с помощью флюса.
- Ретортные печи – Это печи с герметичной футеровкой, известной как реторта, которая создает желаемую атмосферу для пайки. Эти печи нагреваются с использованием обычных методов нагрева для эффективной пайки. Реторты имеют хороший термостойкий механизм, что делает их лучшим вариантом для полунепрерывных версий или партий.
- Вакуумные печи – Эти печи экономичны, поскольку их можно использовать для пайки материалов со стабильными оксидами, которые нельзя паять в печах с открытой атмосферой.Вакуумные печи также используются с экзотическими комбинациями сплавов и огнеупорных материалов, которые не подходят для атмосферных печей.
 Вы можете контролировать уровень окисления и чистоты с помощью флюса.
Вы можете контролировать уровень окисления и чистоты с помощью флюса.2. Капельная пайка
Сварщики используют этот метод при пайке алюминия. Процесс обычно проводят в воздухонепроницаемой зоне для предотвращения окисления. Перед началом процесса соединяемые детали скрепляются между собой, а на их поверхности наносится припой в виде суспензии.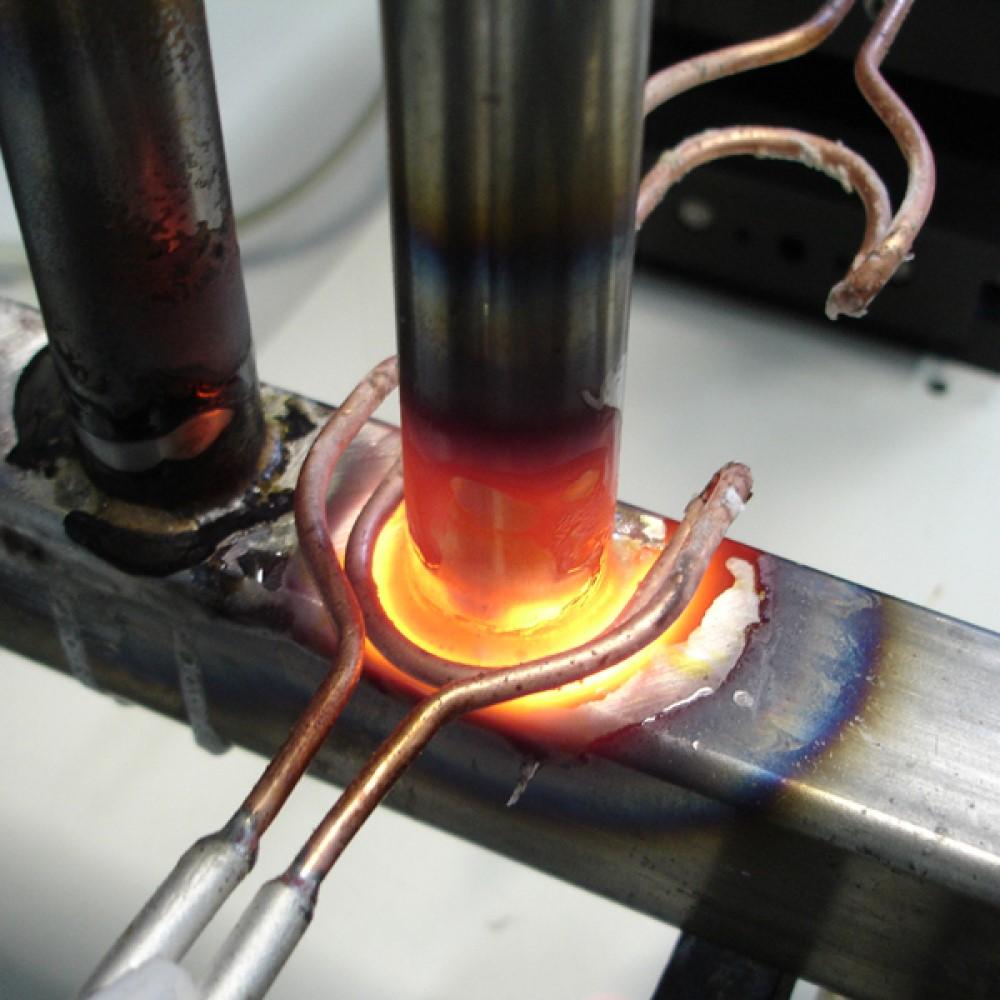 Затем сборку погружают в ванну с расплавленной солью, которая действует как флюс и средство теплопередачи.Капельная пайка широко используется в аэрокосмической промышленности.
Затем сборку погружают в ванну с расплавленной солью, которая действует как флюс и средство теплопередачи.Капельная пайка широко используется в аэрокосмической промышленности.
3. Серебряный припой
Техника, также известная как твердая пайка, использует серебряный сплав в качестве наполнителя в процессе пайки. Серебряный припой играет важную роль в креплении наконечников из твердого металла на таких инструментах, как пильные полотна. Это делается с помощью процесса, известного как предварительное лужение. Этот процесс включает расплавление припоя на наконечник из твердого металла и соединение сборки со сталью перед повторным плавлением для плавления.
4.Чугунная пайка
При чугунном литье используются присадочные стержни из никеля. В качестве альтернативы вы можете использовать чугунные стержни, особенно при пайке с использованием обычных сварочных процессов. Чугун применяется в электротехнической промышленности с использованием меди в качестве наполнителя для сохранения тепла подземных труб в более холодных регионах.
5. Вакуумная пайка
Поскольку при вакуумной пайке не используется флюс, получаемые сварные соединения получаются чистыми, гладкими и прочными. Этот процесс также является дорогостоящим из-за сложностей, связанных со сваркой внутри сосуда с вакуумной камерой.
При вакуумной сварке сварщик может поддерживать постоянную температуру. Это способствует смягчению таких проблем, как остаточное напряжение из-за медленного нагрева и охлаждения. Это приводит к улучшению химических и механических свойств заготовок. Вакуумная пайка также может использоваться в крупносерийном производстве соединений.
Изображение предоставлено: Фил Грэдвелл, Flickr
6. Пайка горелкой
Этот вид пайки используется в специализированных операциях или мелкосерийном производстве соединений.Пайка может производиться с использованием автоматических, ручных или машинных горелок.
- Ручная пайка горелкой — Пайка проводится с использованием тепла от газового пламени, расположенного рядом с местом пайки. В процессе также используется флюс для уменьшения окисления.
 В процессе также используется флюс для уменьшения окисления.
В процессе также используется флюс для уменьшения окисления.- Автоматическая пайка горелкой – В этом методе используется автоматизированный процесс, за исключением загрузки и выгрузки сварочных материалов. Это снижает эксплуатационные расходы, увеличивает производительность и улучшает качество сварки.
- Пайка с помощью механизированной горелки – Этот метод полезен, особенно когда сварщику требуется повторить процесс пайки. Машинная пайка включает в себя как автоматические, так и механические горелки для пайки. В этом методе также используется флюс для уменьшения окисления.
Типы паяных соединений
Существует несколько паяных соединений, подходящих для различных деталей, геометрии сборки и областей применения. Два основных типа включают стыковое соединение и соединение внахлестку.
- Стыковое соединение – Формирование стыкового угла заключается в размещении двух металлических деталей краями друг к другу перед пайкой. Во время пайки прочность соединения обычно зависит от величины поверхности соединения. Вы должны убедиться, что сформированное стыковое соединение достаточно прочное, чтобы удовлетворить большинство потребностей приложения. Установка этих соединений относительно проста и экономична.
- Соединение внахлест – Соединение внахлестку используется в тех случаях, когда требуется более прочное соединение.Их большие поверхности склеивания являются результатом перекрытия металлов. Характер соединения внахлест выгоден, так как снижает эксплуатационные расходы при размещении деталей для пайки с трубчатыми деталями. Однако соединения внахлестку не подходят для применений с ограниченным расстоянием, поскольку они не имеют двойной толщины.
 Во время пайки прочность соединения обычно зависит от величины поверхности соединения. Вы должны убедиться, что сформированное стыковое соединение достаточно прочное, чтобы удовлетворить большинство потребностей приложения. Установка этих соединений относительно проста и экономична.
Во время пайки прочность соединения обычно зависит от величины поверхности соединения. Вы должны убедиться, что сформированное стыковое соединение достаточно прочное, чтобы удовлетворить большинство потребностей приложения. Установка этих соединений относительно проста и экономична.Применение сварки пайкой
- Процесс используется в производстве бытового и промышленного охлаждения и теплообменников. К ним относятся электрические катушки, кондиционеры, электроприборы, испарители, водонагреватели, конденсаторы и бойлеры.
- Производство бытовых инструментов и изделий из твердых сплавов. К ним относятся режущие инструменты, инструменты, используемые в горнодобывающей промышленности, бурении или эвакуации, гильотинные ножи, хирургические ножницы, пилы и высечки кожи.
- Производство осветительных приборов и осветительных приборов, таких как металлическая фурнитура для мебели, медные музыкальные инструменты, люстры и художественные изделия из металла.
- Производство измерительных и калибровочных приборов, таких как термостаты, манометры, реле давления и гигрометры.
- Производство электрохимических систем, электрогенераторов, трансформаторов, бронированных нагревательных элементов, электрических контактов, реле и выключателей.
- Производство столового серебра и ювелирных изделий. К ним относятся металлические каркасы, молнии, сумочки, застежки, металлические пуговицы и безделушки.
- Производство очков, таких как петли для очков.
Изображение предоставлено: Фил Грэдвелл, Flickr
Факторы, которые следует учитывать при выборе присадочных материалов для пайки
1.Оценивает соединяемые основные металлы
Каждый основной присадочный металл разработан для использования с определенными основными металлами или комбинациями основных металлов. Вот краткое описание припоев и соответствующих им основных металлов.
- Медь-фосфор (BCuP-X): В основном используются для соединений медь-медь с минимальным использованием серебра, молибдена и вольфрама. Однако избегайте их использования на медно-никелевых сплавах, содержащих более 10% никеля.
- Алюминий-кремний (BAISi-X): Используются для сплавления алюминия и алюминиевых сплавов.
- Драгоценные металлы (BAu-X): Используются для пайки железа, кобальта и никеля. Они также используются в приложениях из меди или нержавеющей стали.
- Медь и медь-цинк: Применяются для соединения черных и цветных металлов. Однако наполнители с цинком непригодны для соединения серебра, бронзы, нержавеющей стали и меди.
- Серебро (Bag-X): Серебро является наиболее предпочтительным присадочным материалом для пайки большинства черных и цветных металлов, за исключением сплавов магния и алюминия.
- Магний (BMg-X): Применяются для соединения сплавов на основе магния.
- Кобальт (BCo-X): Они используются из-за их высокотемпературных свойств с металлами на основе кобальта.
- Никель (BNi-X): Они используются благодаря своей термостойкости и некоррозионным свойствам. Они широко используются для пайки нержавеющей стали, сплавов на основе кобальта, углеродистой стали, меди и сплавов на основе никеля.
 Однако наполнители с цинком непригодны для соединения серебра, бронзы, нержавеющей стали и меди.
Однако наполнители с цинком непригодны для соединения серебра, бронзы, нержавеющей стали и меди.2.Выберите подходящий процесс пайки
Каждый из методов пайки, рассмотренных в предыдущих разделах, имеет предпочтительное применение и ограничения. Большинство сварщиков предпочитают серебро как наиболее универсальный основной материал для любого метода, кроме пайки погружением.
3. Определение идеальной температуры пайки
Подходящая температура для успешной пайки определяется соединяемыми основными металлами. При классификации конкретных припоев легирование обеспечивает точный диапазон температур солидуса и жидкости.
4. Определите подходящий способ нанесения присадочного металла на соединение
Существует несколько способов введения припоя между основными металлами и поверхностями обшивки. К таким способам относятся предварительная установка перед нагревом потока в стыке или ручная установка лицом к лицу после нагрева.
Изображение предоставлено: Cyfac, Wikimedia Commons
По этой причине процесс пайки и конструкция соединения будут определять применение присадочного материала.
5.Проверьте конструкцию соединения
Выбор процесса пайки и использования основного металла поможет вам в выборе конкретного зазора и конфигурации соединения. Вы должны всегда использовать правильные зазоры для всех соединений относительно их коэффициентов теплового расширения разнородных металлов. Вы также должны проверить детали обработки, чтобы предотвратить образование флюсовых ловушек в соединении.
6. Рассмотрите форму доступного припоя
Присадочные материалыдоступны в нескольких формах, включая порошок, проволоку в бухтах, предварительно сформированные формы и стержни для конкретных соединений.Наличие определенного размера и формы варьируется от одной классификации к другой и в зависимости от производителя.
7. Окружающая среда и обслуживание
Сварщики могут использовать справочники по пайке, чтобы понять, как использовать присадочные материалы для пайки в различных средах и услугах. Как только условие определено, оцените выбранную классификацию припоя, чтобы получить идеальный химический состав для данного состояния.
Преимущества сварки пайкой
- Сварщики могут использовать этот метод для соединения различных металлов, включая разнородные и неметаллы, такие как металлизированная керамика.
- Этот метод является экономичным, поскольку для получения чистого шва требуется лишь небольшая отделка или вообще ее не требуется.
- Допуски компонентов сохраняются более точно, так как пайка не расплавляет основной металл.
- Способ позволяет сделать соединения устойчивыми к коррозии.
- Низкие температуры, применяемые при пайке, сохраняют металлургические характеристики материалов.
- Это предпочтительный метод соединения тонких труб.
- Отсутствие дуги или искры благодаря равномерному нагреву. Это сводит к минимуму тепловые искажения.
- Автоматизация процесса пайки проста и понятна при крупносерийном производстве.

Недостатки сварки пайкой
- Из-за низкой температуры плавления наполнителей швы неэффективны при более высоких температурах.
- Цвет соединения обычно отличается от цвета металлической основы, что создает эстетический недостаток.
- Этот метод не подходит для проплавления больших металлических пластин.
Изображение предоставлено: Фил Грэдвелл, Flickr
Часто задаваемые вопросы о сварке пайкой
1. Что такое Flux?
Что такое Flux? Флюс — это химическое соединение, которое сварщики наносят для защиты поверхностей соединения от атмосферных условий, вызывающих окисление. Флюс способствует растворению и поглощению оксидов. Таким образом, сплавляемые металлы требуют надлежащей очистки перед пайкой.
2.Как очищается Flux O ff?Самый простой способ извлечения флюса из паяного соединения — закалка и замачивание сборки в горячей воде. Для удаления стойких остатков флюса добавьте в воду несколько капель соляной кислоты или HCL для эффективной очистки. Кроме того, вы можете приобрести специальные чистящие средства в местных магазинах и использовать их для очистки.
3. Как восстановить Flux? Флюсможно восстановить, используя воду или раствор флюса на водной основе.Вы также можете использовать деионизированную или дистиллированную воду для восстановления флюса.
4. Как избавиться от паров?
Как избавиться от паров? Дым можно устранить несколькими способами. Одним из распространенных методов является вентиляция рабочей зоны с помощью вытяжных колпаков, вентиляторов или респираторов. Убедитесь, что все используемые основные металлы очищены от поверхностных загрязнений, которые создают пары при пайке. Вы также можете нанести флюс на металлические поверхности, чтобы предотвратить окисление, которое приводит к образованию дыма при нагревании. Вы также можете нагревать основные металлы в целом, сосредоточив внимание на основных металлах, а не на присадочном материале.
Заключение
Поскольку процесс сварки пайкой предполагает воздействие тепла и токсичных паров, убедитесь, что вы оделись в защитную одежду, прежде чем приступить к работе. Это защитит вас от ненужных несчастных случаев и позволит безопасно выполнять сварку.
Избранное изображение: Официальная страница ВМС США, Flickr
Сварка и пайка
Добро пожаловать в Thomas Insights — каждый день мы публикуем последние новости и аналитические материалы, чтобы информировать наших читателей о том, что происходит в отрасли. Зарегистрируйтесь здесь, чтобы получать главные новости дня прямо на ваш почтовый ящик.
Зарегистрируйтесь здесь, чтобы получать главные новости дня прямо на ваш почтовый ящик.
Когда дело доходит до создания прочных, неразъемных металлических соединений, это борьба двух основных методов — пайки и сварки.
Если вы хотите соединить металлические детали, вы можете выбрать один из нескольких вариантов, в том числе склеивание и механические крепления, но если вы хотите создать прочные, неразъемные металлические соединения, у вас обычно есть только два варианта: сварка или пайка.
Различия в сварке и пайке
В то время как при сварке металлические соединения создаются за счет приложения концентрированного тепла к стыку для расплавления и сплавления металлов, пайка требует значительно более низких температур и не влечет за собой плавление основных металлов.Вместо этого присадочный металл расплавляется и вынужден втекать в соединение за счет капиллярного действия. (При сварке обычно также добавляется присадочный материал.)
При сварке и пайке прочность соединения часто превосходит прочность основных материалов. Но поскольку тепло, используемое при пайке, менее интенсивное, этот процесс не изменяет большинство физических свойств и сводит к минимуму деформацию, деформацию и напряжения в области соединения. Кроме того, более низкие температуры пайки приводят к меньшему потреблению энергии.
Но поскольку тепло, используемое при пайке, менее интенсивное, этот процесс не изменяет большинство физических свойств и сводит к минимуму деформацию, деформацию и напряжения в области соединения. Кроме того, более низкие температуры пайки приводят к меньшему потреблению энергии.
Но, конечно же, решение о сварке или пайке зависит от специфики применения. Вот факторы, которые следует учитывать:
Размер сборки
Если вы хотите соединить большие сборки, сварка является более подходящим методом. Склонность больших сборок рассеивать тепло может быть камнем преткновения для пайки, затрудняя достижение температур, необходимых для текучести присадочного металла. Напротив, концентрированное тепло сварки и ее способность отслеживать соединение позволяют ей преуспеть в соединении больших сборок.
Толщина
Оба метода являются разумным выбором, когда металлические секции имеют толстую сторону, около 0,5 дюйма или более. Однако пайка имеет преимущество, когда речь идет о тонких срезах. Высокая температура сварки может деформировать или прожечь такие участки. Напротив, пайка может помочь вам избежать деформации.
Форма соединения
Хотя и сварка, и пайка могут создавать точечные соединения, локализованное тепло сварки обеспечивает преимущество скорости и низкой стоимости. Однако, когда дело доходит до линейных соединений, ручная трассировка, необходимая для сварки, делает этот выбор менее удобным.Кроме того, пайка может так же легко превратить присадочный металл в прямые, изогнутые или неправильные конфигурации соединений.
Типы материалов
Пайка лучше сварки при соединении разнородных металлов. Пока присадочный материал металлургически совместим с обоими основными металлами и плавится при более низкой температуре, пайка может создавать прочные соединения практически без изменения свойств основных металлов. Напротив, основные материалы плавятся во время сварки, поэтому соединение двух разнородных металлов с использованием этого метода может потребовать сложных и дорогостоящих технологий.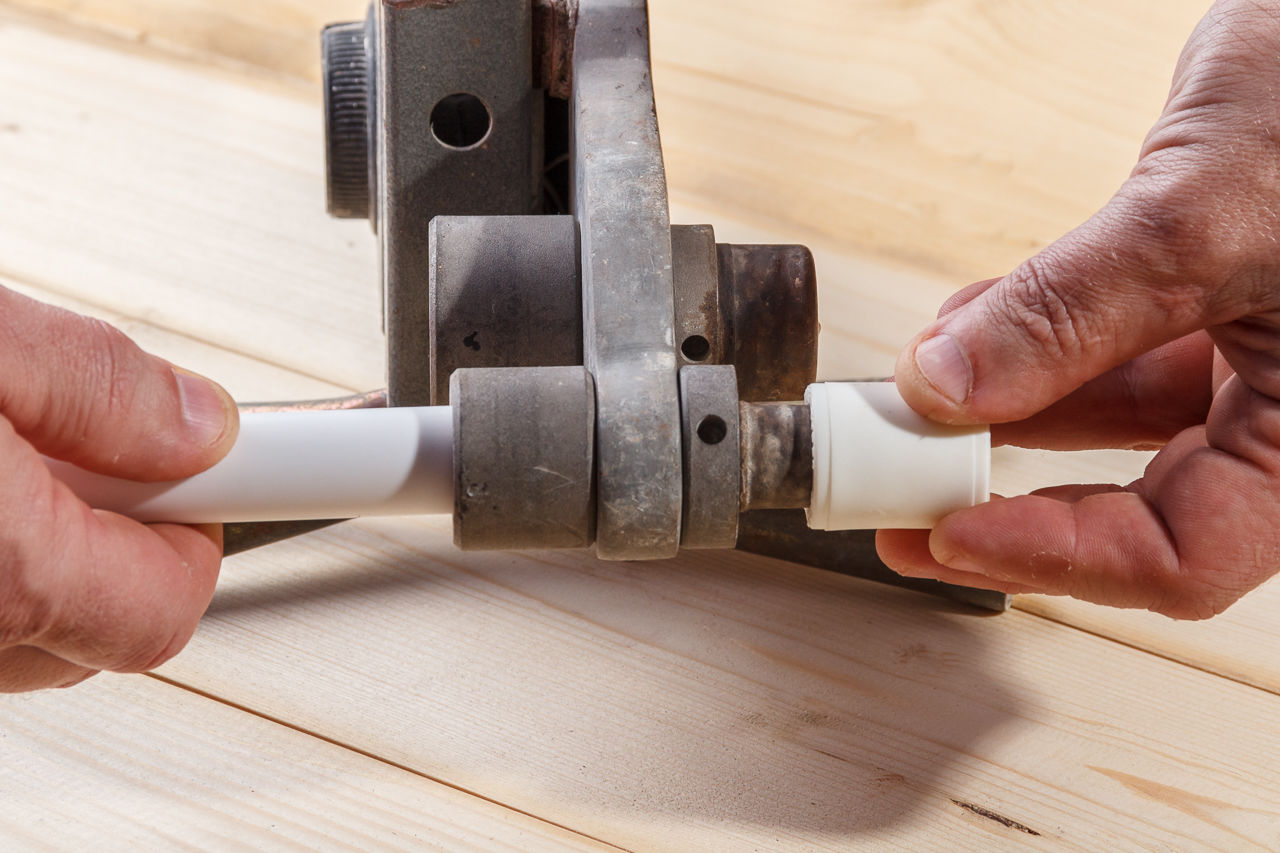
Объем производства
В ручных работах вышеуказанные факторы — размер, толщина, форма соединения и материалы — будут определять ваши решения, но когда объемы деталей исчисляются сотнями или тысячами, наиболее важными факторами становятся методы производства и стоимость. Хотя и пайка, и сварка могут быть автоматизированы, пайка позволяет добиться большей степени автоматизации. При сварке вам обычно приходится выбирать между двумя крайностями: либо сваривать вручную, один за другим, либо использовать дорогое ультрасовременное оборудование для больших тиражей.Напротив, пайка может поддерживать средние тиражи.
Внешний вид
С аккуратной и незаметной полосой паяные соединения, как правило, более привлекательны, чем сварные, которые имеют неравномерные валики. В большинстве случаев после пайки вам не потребуются дополнительные финишные операции.
Прочие сварочные изделия
Изображение предоставлено: MIND AND I/Shutterstock.com
Инвестиции в размере 140 миллионов долларов выводят ракеты, напечатанные на 3D-принтере, на новые высотыСледующая история »Больше из Технологии
См. Эта страница из американского Welding Society предполагает, что бразеры выбирают между «воздух-топливо» и «кислород-топливо», т. е. что пайка является формой газовой, а не дуговой сваркой. В заключениеПайка и пайка не вызывают подчеркнутых ниже заболеваний, потому что их низких температур по сравнению со сваркой. Пайка : Профессиональная астма; Отравление свинцом в результате воздействия пыль, если используется свинцовый припой; Пайка : Полимерная дымовая лихорадка; лихорадка металлического дыма; Отравление свинцом; отравление кадмием; Токсический пневмонит, Острый канальцевый некроз; Хронический почечный отказ; Дуговая сварка : Профессиональная астма; Токсический пневмонит; Доброкачественный пневмокониоз ; Отравление марганцем ; Отравление свинцом; Хром отравление ; Хроническая бериллиозная болезнь ; Полимерная лихорадка; лихорадка металлического дыма; Острый тубулярный некроз; Хроническая почечная недостаточность; ХОБЛ ; Рак легких ; Другой справочный материал: почему пайка не может вызывать те же заболевания, что и Сварка
Давление паров кадмия при 315°F равно 0. Дуговая сварка расплавляет как сварочный стержень, так и основной металл. Паяльные расплавы только наполнительный материал. Он не достигает достаточно высокой температуры для плавления основной металл. Обратите внимание, что заболевания, вызванные дуговой сваркой (после плавления марганца, бериллия, хрома и стали) невозможны при пайке температуры. ДОМ |

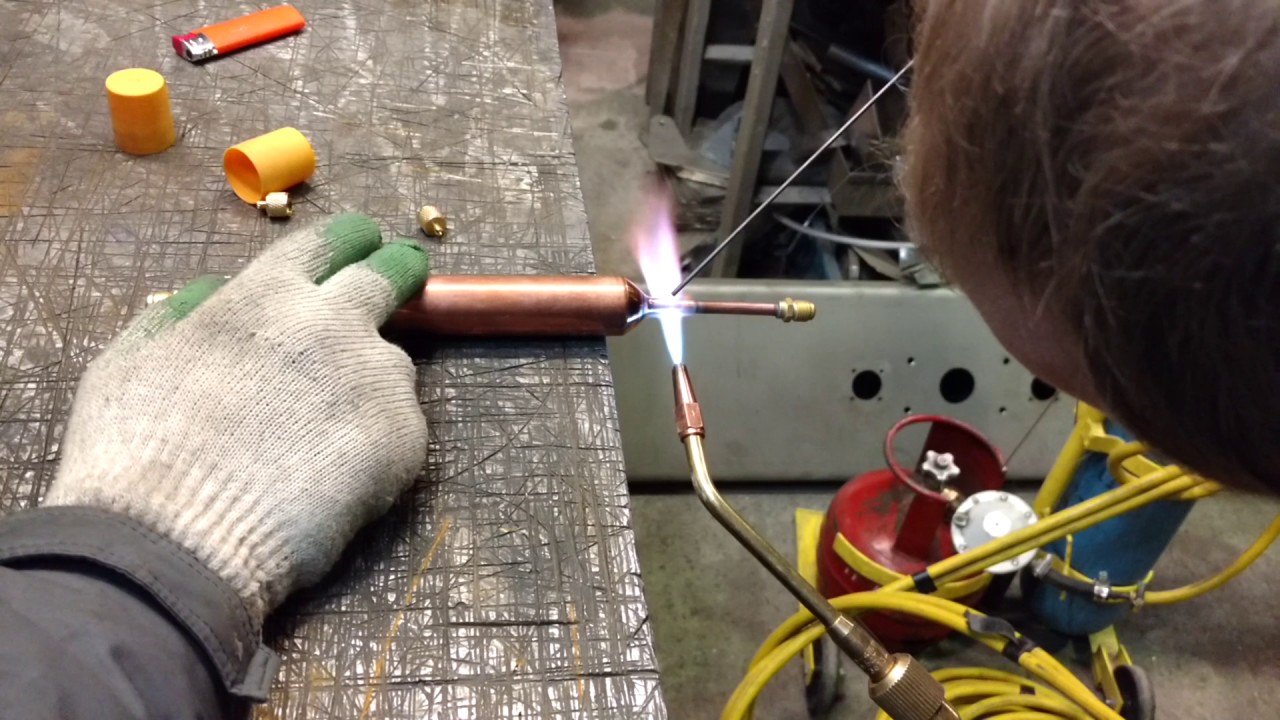 [Монография IARC 118, с.
43]
[Монография IARC 118, с.
43] Многие
виды сварки используются в профессиональных условиях, в том числе кислородная
(газовая) и дуговая сварка.Дуговая сварка включает ручную металлическую дугу (ММА),
дуга с газовым металлом (GMA), дуга с флюсовой сердцевиной (FCA) и дуга с газовым вольфрамом (GTA)
сварка. Также используется сварка электрическим сопротивлением (ER). Большинство сварки
выполняется на нержавеющей стали (SS) и мягкой стали (MS). Сварка
приводит к одновременному воздействию, включая сварочный дым, газы,
ионизирующее и неионизирующее излучение, а также совместное воздействие, такое как асбест
и растворители. Сварочные дымы образуются при нагревании металлов выше
точки плавления, испаряются и конденсируются в пары
преимущественно мелкие твердые частицы с аэродинамическим диаметром
менее 1 м. Эти пары представляют собой сложную смесь частиц
из проволоки или электрода, основного металла или любых покрытий на основе
металл.
Многие
виды сварки используются в профессиональных условиях, в том числе кислородная
(газовая) и дуговая сварка.Дуговая сварка включает ручную металлическую дугу (ММА),
дуга с газовым металлом (GMA), дуга с флюсовой сердцевиной (FCA) и дуга с газовым вольфрамом (GTA)
сварка. Также используется сварка электрическим сопротивлением (ER). Большинство сварки
выполняется на нержавеющей стали (SS) и мягкой стали (MS). Сварка
приводит к одновременному воздействию, включая сварочный дым, газы,
ионизирующее и неионизирующее излучение, а также совместное воздействие, такое как асбест
и растворители. Сварочные дымы образуются при нагревании металлов выше
точки плавления, испаряются и конденсируются в пары
преимущественно мелкие твердые частицы с аэродинамическим диаметром
менее 1 м. Эти пары представляют собой сложную смесь частиц
из проволоки или электрода, основного металла или любых покрытий на основе
металл.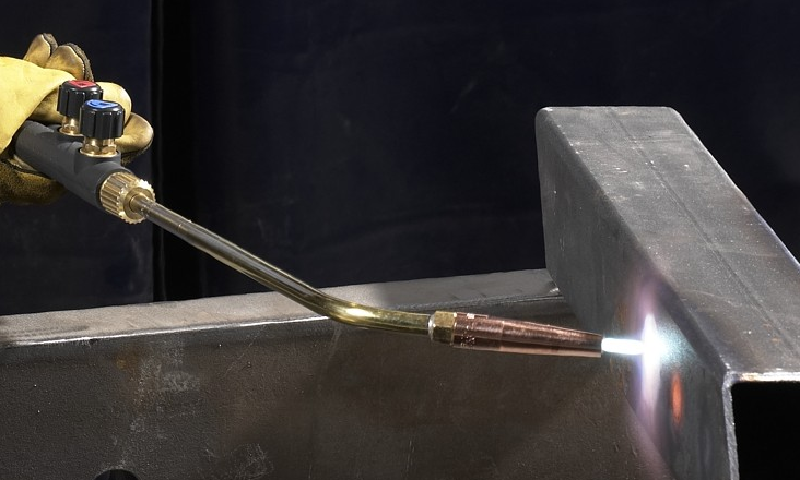 Они состоят в основном из оксидов металлов, силикатов и
фториды. [Монография IARC 118, с. 255]
Они состоят в основном из оксидов металлов, силикатов и
фториды. [Монография IARC 118, с. 255] «[ЛаДоу, стр. 482] Нет записей в указателе для пайки или
пайка.
«[ЛаДоу, стр. 482] Нет записей в указателе для пайки или
пайка. [Розеншток, с. 323] Сварщики
может развиться доброкачественный пневмокониоз. [Розеншток, с. 410] Жаровня
Болезнь — это еще один термин для лихорадки металлического дыма.[Розеншток, с. 988] Нет
записи в указателе для пайки или пайки.
[Розеншток, с. 323] Сварщики
может развиться доброкачественный пневмокониоз. [Розеншток, с. 410] Жаровня
Болезнь — это еще один термин для лихорадки металлического дыма.[Розеншток, с. 988] Нет
записи в указателе для пайки или пайки.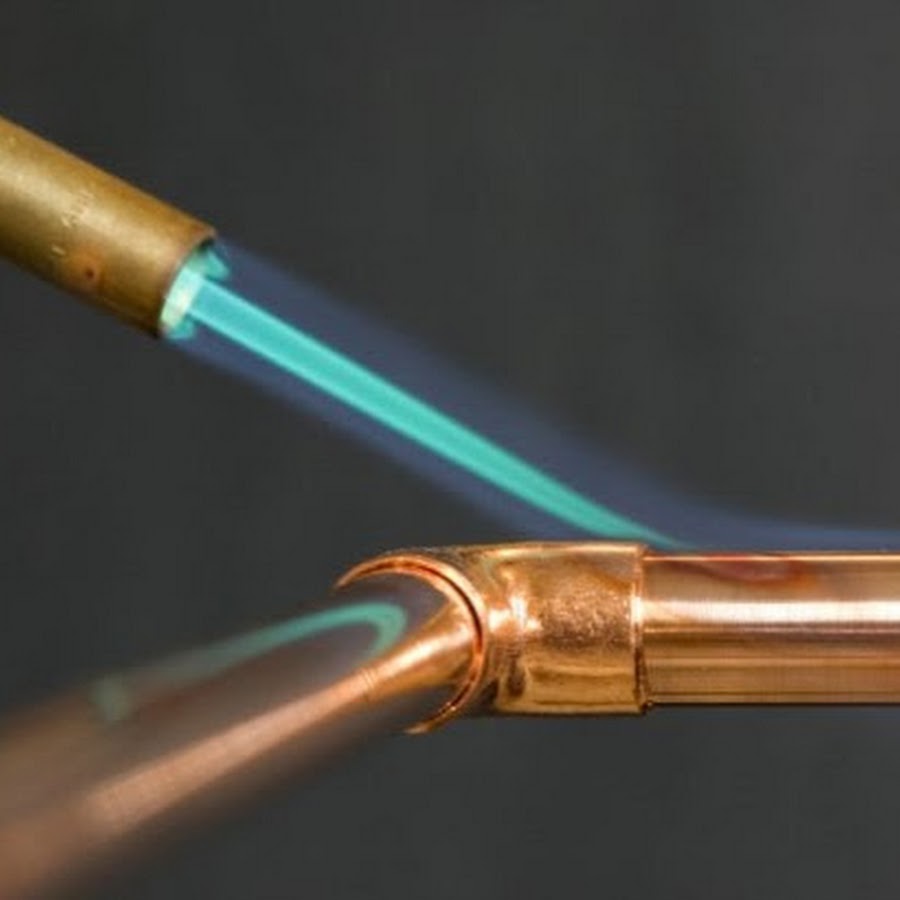 [Хендрик, стр. 467] Нет записей в
индекс для пайки или пайки.
[Хендрик, стр. 467] Нет записей в
индекс для пайки или пайки. Пайка
определяется как метод соединения металлов, нагретых выше 430
°C (800 °F), а пайка ведется ниже этой точки.
Температурный режим работы имеет большое значение, т.
определяет давление паров металлов, которые нагреваются и
следовательно, концентрация паров металлов, воздействию которых подвергается оператор. . . . Пайка небольших партий работ, не требующих близкой температуры
контроль обычно осуществляется с помощью факела. Более важные, высокопроизводительные
операции выполняются методом погружения в расплавленную ванну, в
паяльных печах с использованием атмосферы аммиака или водорода или
индукционный нагрев. . . . Воздействие свежих паров кадмия во время
пайка низколегированных сталей, нержавеющих сталей и никелевых сплавов.
привело к документально подтвержденным случаям профессионального заболевания и представляет собой
большую опасность от этих операций.»[стр.
Пайка
определяется как метод соединения металлов, нагретых выше 430
°C (800 °F), а пайка ведется ниже этой точки.
Температурный режим работы имеет большое значение, т.
определяет давление паров металлов, которые нагреваются и
следовательно, концентрация паров металлов, воздействию которых подвергается оператор. . . . Пайка небольших партий работ, не требующих близкой температуры
контроль обычно осуществляется с помощью факела. Более важные, высокопроизводительные
операции выполняются методом погружения в расплавленную ванну, в
паяльных печах с использованием атмосферы аммиака или водорода или
индукционный нагрев. . . . Воздействие свежих паров кадмия во время
пайка низколегированных сталей, нержавеющих сталей и никелевых сплавов.
привело к документально подтвержденным случаям профессионального заболевания и представляет собой
большую опасность от этих операций.»[стр.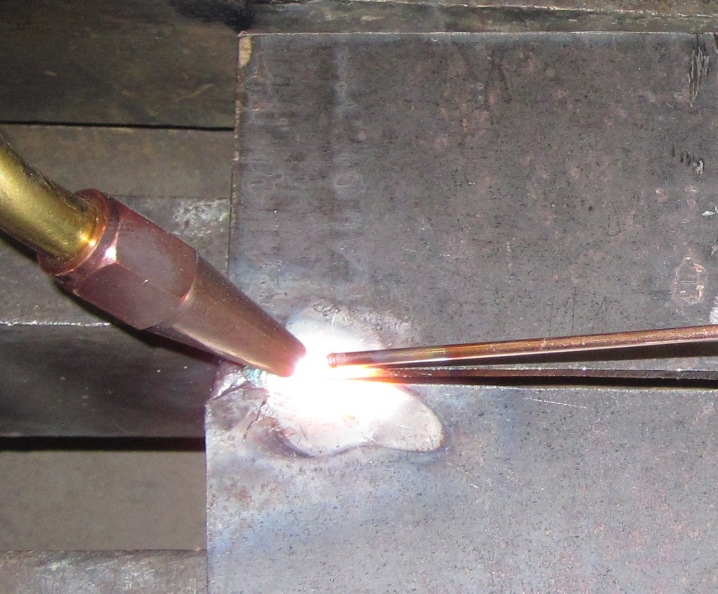 189-90] Автор говорит о
стр. 186, «Основная опасность при газовой сварке в замкнутом пространстве»
происходит из-за образования двуокиси азота». «Впаивание в
Электроника» рассматривается в главе 22. «Поскольку пайка мягким припоем
проводится при низкой температуре, опасность значительного
воздействия свинца. . . . Обращение с окалиной припоя во время очистки и
техническое обслуживание может привести к воздействию свинцовой пыли». [стр. 382]
189-90] Автор говорит о
стр. 186, «Основная опасность при газовой сварке в замкнутом пространстве»
происходит из-за образования двуокиси азота». «Впаивание в
Электроника» рассматривается в главе 22. «Поскольку пайка мягким припоем
проводится при низкой температуре, опасность значительного
воздействия свинца. . . . Обращение с окалиной припоя во время очистки и
техническое обслуживание может привести к воздействию свинцовой пыли». [стр. 382] Пайка
против.Сварка. Пайка работает при более низких температурах, чем сварка.
Пайка
против.Сварка. Пайка работает при более низких температурах, чем сварка. 9
9 000021 мм рт.ст. с кадмием
концентрация 0,12 мг/м3. При температуре 738 градусов по Фаренгейту давление пара равно 1,0, а
концентрация кадмия 5900 мг/м3. [Берджесс,
п. 190] ИДН паров кадмия составляет 9 мг/м3. [НИОСХ]
000021 мм рт.ст. с кадмием
концентрация 0,12 мг/м3. При температуре 738 градусов по Фаренгейту давление пара равно 1,0, а
концентрация кадмия 5900 мг/м3. [Берджесс,
п. 190] ИДН паров кадмия составляет 9 мг/м3. [НИОСХ]Разница между пайкой и пайкой при помощи сварки [Полное руководство]
У вас возникла ситуация, когда нужно соединить два материала, в некоторых случаях можно использовать клей и цемент. Заклепки, скобы и даже гвозди могут создать довольно надежное соединение. Однако ситуация будет иной, если вам нужно соединить два металла.
Позвольте мне объяснить разницу между пайкой и пайкой со сваркой .
Нам нужны такие методы, как пайка, пайка твердым припоем и сварка, принципом которых является нагрев металла. Эти три метода смешиваются и сбивают с толку пользователей.
Они имеют много одинаковых характеристик, но служат для разных металлов и их применений. Каждый процесс требует различного оборудования, навыков и механизмов.
Сравнение сварки, пайки и пайки.| Сл.№. | Сварка | Пайка | Пайка |
| 1 | Эти соединения выдерживают самые высокие нагрузки.Прочность сварного соединения может превышать прочность основного металла. | Это самое слабое соединение из трех. Не нести тяжести. Как правило, используется для создания электрических контактов. | Прочнее пайки, но и слабее сварки. Его можно использовать, чтобы нести некоторую нагрузку. |
| 2 | Температура желаемой зоны сварки до 3800 ° C. | Требуемая температура до 450 ° C. | Может достигать 6005 ° C при пайке. |
| 3 | Для соединения заготовку необходимо нагреть до точки плавления. | Заготовки не нужно нагревать. | Заготовка нагревается, но ниже температуры плавления. |
| 4 | Механические свойства основного металла могут изменяться в месте соединения из-за нагрева и охлаждения. | Механические свойства после соединения не изменяются. | Механические свойства соединения могут измениться, но практически не заметно. |
| 5 | Включая потребление тепла, требуются навыки высокого уровня. | Требуемые затраты и навыки очень низкие. | Затраты и необходимые навыки находятся между двумя другими. |
| 6 | Термическая обработка обычно требуется для устранения нежелательных последствий сварки. | Термическая обработка не требуется. | После пайки термическая обработка не требуется. |
| 7 | Так как она выполняется при высокой температуре, нет необходимости в предварительном подогреве изделия перед сваркой. | Предварительный нагрев заготовки перед пайкой способствует получению качественных соединений. | Предварительный нагрев полезен для формирования прочного соединения, поскольку пайка выполняется при относительно низких температурах. |
Соединение металлов требует пайки, пайки и сварки. Каждый из этих методов отличается, но имеет много общего.
Очистка – Наиболее важной является очистка металлических деталей, каким бы ни был процесс. Выполнение пайки, пайки и сварки нечистых металлических деталей приводит к течению газа или жидкости и структурным дефектам.
Выполнение пайки, пайки и сварки нечистых металлических деталей приводит к течению газа или жидкости и структурным дефектам.
Нагрев материала – Все три метода требуют нагрева присадочного материала, соединяемых металлических частей или того и другого. Требуется достаточно тепла, чтобы создать прочное соединение, пригодное для практического применения.
Надлежащие принадлежности – При пайке и сварке операторы должны использовать защитные перчатки, защитную одежду, каски для защиты от огня, снарядов, шлака, УФ-излучения.Операторы должны закрывать кожу, глаза и другие части в качестве мер безопасности.
Определение пайки и ее оборудования Определение – Процесс пайки соединяет два металла вместе, когда припой наносится на металлические секции труб. Припой, присадочный металл, расплавляется паяльником при низкой температуре до 450 градусов по Цельсию. Припой может быть твердым в виде проволоки, пастообразной формы в виде флюса, нанесенным непосредственно на соединяемые материалы. Я делаю нагрев здесь, чтобы припаять только не заготовки.Разница между пайкой и пайкой заключается только в количестве выделяемого тепла.
Я делаю нагрев здесь, чтобы припаять только не заготовки.Разница между пайкой и пайкой заключается только в количестве выделяемого тепла.
Наиболее распространенное применение пайки — в основном электрические контакты, но применяется в сантехнике и металлоконструкциях при низких температурах. Мы применяем метод для металлов, таких как железо, золото, серебро, медь и латунь.
Комплект паяльника- Паяльник
- Припоя и Flux
- Проводной резак
- Припоя Присоска
- Saker Subling
- Стенд для пайки
- Защитные очки
- Техника пайки
Пайка железа — это самый простой и самый старый известный метод, при котором паяльник с медным наконечником накапливает и отводит тепло к стыку/шву.Пайка включает в себя подготовку металла, нагрев концов, заливку припоем в соединение/шов, охлаждение и очистку металла.
Производство электронных компонентов и печатных плат требует использования пайки волной припоя.
Волна припоя непрерывно движется в контакте с металлическими соединениями и швами.Скорость процесса очень высока и для ее поддержания мы используем автоматическую паяльную машину. Эта машина может предварительно нагревать припой/флюс и может непрерывно удалять остаточный флюс.Пайка — сравнительно простой процесс с умеренным уровнем сложности.
Плюсы пайки1. Нет необходимости плавить основной металл
2. Удобное соединение тонкостенных деталей и разнородных материалов
3. Низкотемпературный процесс
4. Малозатратный метод
5. Легко освоить это искусство
Минусы пайки1. Не подходит для плавки больших секций
2.Непригоден для применения при высоких температурах
3. Швы и стыки малопрочные
4. Припой содержит токсичные компоненты
Определение пайки и ее оборудования ПайкаПринцип пайки такой же, как и при пайке, где сочетание тепла, присадочного материала и флюса соединяет металлы вместе.
Но при пайке для соединения при нагреве используется раствор флюса между присадочным металлом и основным металлом.Разница между пайкой и пайкой заключается в температуре 450 градусов по Цельсию, используемой при пайке, что намного выше, чем температура пайки. В отличие от сварки, как при пайке, так и при пайке припой нагревает присадочный металл, предохраняя основной металл от плавления, и соединяет два металла вместе.
Пайкаподходит для очень тонкого металла, такого как алюминий. Более высокие температуры могут повредить эти металлы. Это также удобный инструмент для соединений, которые труднодоступны при пайке.Большинство карбидов, черных металлов и кермета можно сплавить пайкой.
Оборудование для пайки1. Печь, горелка, индукционная катушка, нагреватель химической ванны для плавки присадочного материала.
2. Присадочный материал или раствор флюса, самые распространенные припои при пайке включают хлориды, фториды, бораты, щелочи и фторбораты.
3. Средства защиты при пайке включают толстые хлопчатобумажные перчатки, защитные костюмы и защитные очки.
4.Однофазное надежное электроснабжение.
Метод пайкиГазовая горелка для пайки также использует кислородный газ, такой как пропан, ацетилен и сжиженный нефтяной газ. Пришло время поместить задействованные детали с предварительно загруженными присадочными металлами и флюсом в печь для пайки. Процесс обычно ставится на автоматизацию в промышленности.
Нагретая химическая ванна с флюсом и источником тепла называется пайкой погружением. Погружение предварительно собранных деталей и предварительно отвержденного присадочного металла происходит в ванне для пайки.Вполне подходит техника к алюминиевым сборкам.
Начните индукционную пайку с помощью зажимов, удерживающих припаиваемый металл к катушкам индуктора. Он создает электрический ток вокруг заданного потока, предварительно собранного и предварительно загруженного присадочным металлом.
Пайка — полезный процесс, при котором на сборку может отрицательно повлиять чрезмерное нагревание, но в данном случае возможен выборочный нагрев. Для пайки достаточно умеренного мастерства.
Плюсы пайки1.Основной металл избавлен от плавления.
2. Аккуратные и чистые соединения без очистки.
3. Может соединять разнородные металлы и даже неметаллы.
4. Экономичный способ сплавления материала с многокомпонентными сборками.
5. Техника проста.
Минусы пайки1. Невозможно соединить большие секции.
2. Прочность соединения не такая высокая, как при сварке.
3.Высокая температура может повредить паяное/шовное соединение
4. Цвет шва/стыка отличается от основного металла.
5. Наполнитель может содержать токсичные элементы.
Определение сварки и ее оборудования Что такое сварка ?Высокая температура нагревает присадочный материал и кромки основного металла для создания прочного сварного шва между заготовками из металлов.
Температура свыше 450 градусов по Цельсию предполагает сварку, которая намного выше, чем пайка и пайка.В отличие от пайки и пайки, при этом основной металл плавится, образуя прочную связь.
Сварочный процесс, обычно используемый в промышленности и повседневной жизни. Приложения включают в себя строительство, строительство, автомобилестроение, судостроение, авиастроение, трубопроводы, резервуары, суда, тяжелую строительную технику, возведение мостов и железных дорог. В одной процедуре используются тысячи сварных швов.
Существует несколько методов сварки, таких как сварка TIG, сварка MIG, дуговая/стержневая сварка, газовая сварка, лазерная сварка и подводная сварка в морских условиях.
Что такое сварка TIG?1. Баллон с топливным газом
2. Сварочная горелка
3. Кислородный баллон
4.
Источник электроэнергии5. Горелка для сварки MIG/TIG/дуговой сварки
6. Наполнитель
7. Катушка с присадочной проволокой
8. Защитные приспособления
9 Защитный газ
Техника сваркиНагретый электрод или пламя прикладывают к краям основных металлов, края плавятся, что при охлаждении образует прочное соединение.Для заполнения зазора можно использовать наполнитель. Защитный газ является частью процессов дуговой сварки.
Мы считаем, что это сложнее, чем пайка и пайка. Процесс имеет сложную процедуру овладения навыком. Экстремально высокие температуры требуют дополнительных мер предосторожности.
Пожалуйста, дайте мне знать, если вы также ищете детали сварочного аппарата.
Плюсы сварки- Также можно сваривать различные материалы.
- Прочные и надежные соединения и швы.
- Сварку можно выполнять где угодно.
- Экономический прием.
- Обычно чистый, без остатка.
- Соединение больших секций.
- Вредные эффекты, такие как радиация, токсичность, жжение, слепящий свет.
- Иногда дорого.
- Обычно не подходит для тонких металлов, за исключением сварки ВИГ.
- Деформация недрагоценного металла и изменение символов.
Вам также может понравиться…
12 различных типов сварочных процессов [Полное руководство]
Термитная сварка: операция и этапы [со схемой настройки]
Понимание символов сварки [поясняется схемами]
Процедура сварки чугуна [Пошаговое руководство]
Часто задаваемые вопросы Пайка или пайка что прочнее?При правильном выполнении пайка может быть прочнее соединяемых деталей, но не так прочна, как сварное соединение.Пайка не влияет на основные металлы.
Пайка или сварка, что прочнее ? Пайка является самым низкотемпературным методом сплавления материалов. Паять можно с такими металлами, как серебро, золото, латунь. и железо.Надлежащие паяные и паяные соединения могут быть прочнее, чем детали из основного металла, но не такими прочными сварными соединениями. Пайка является низкотемпературным аналогом пайки, но не прочнее сварки.
Пайка и пайка, различия между пайкой и пайкой.Пайка прочнее пайки, но пайка не оказывает влияния на основной материал. Самая низкая температура, используемая для пайки и пайки. Пайка требует припоя при высокой температуре для соединения деталей.
Почему пайка лучше сварки?Различие между сваркой и пайкой заключается в том, что сварка может изменить структуру основного металла и его состав, в то время как пайка не влияет на основной материал.Правильно выполненная пайка обеспечивает прочное соединение, как и сварка.
Почему велосипедные рамы паяют, а не сваривают? Пайка является весьма удобным инструментом для тонкой металлической конструкции.Более тонкий металл велосипедных рам требует пайки, а не сварки. Чтобы сохранить основной металл в надлежащей форме, пайка является выбором вместо сварки. При пайке больше контроля над соединениями .
ЗаключениеЧтобы выбрать процесс, будь то пайка, пайка или сварка, тщательно изучите область применения.Тип металлических или неметаллических материалов, назначение и конструкция соединения, размер конструкции определяют тип процесса. Ключевое различие между процессами заключается в количестве используемого тепла, которое зависит от применения.
Спасибо, что уделили время на прочтение этой статьи, а теперь оставьте свое мнение в поле для комментариев, чтобы помочь нам в дальнейшем.
Выберите лучшие источники
https://www.
twi-global.com/technical-knowledge/faqs/welding-brazing-and-пайкаhttps://www.quora.com/В чем разница между пайкой и пайкой
Aufhauser — Техническое руководство — Процедуры сварки ацетиленовой пайкой
Введение Aufhauser Оксиацетиленовая пайка Сварка медных сплавов особенно полезна для стали и чугуна. Но они могут соединяться и со многими другими металлами.
Пайка сварка аналогична пайке горелкой пайки , за исключением того, что стыковые отверстия могут быть шире, а распределение присадочного металла происходит путем осаждения, а не капиллярным потоком.
При пайке черных металлов основной металл не расплавляется. Соединение наполнителя с основным металлом такое же, как и при пайке горелкой. Флюс наносится на поверхности стыка, которые вместе с окружающей областью предварительно нагреваются до такой степени, что присадочный металл будет смачивать или «лудить» эти поверхности.
Во время сварки лужение предшествует сварочной ванне.Изделия для сварки Aufhauser Braze:
- Производство разделочных, угловых, пробочных или щелевых сварных швов в различных металлах, от тонколистового до тяжелого литья
- Допускается налипание, как при газовой сварке
- Предлагаем низкотемпературный заменитель газовой сварки
- Недорогой заменитель пайки серебряными сплавами
Сварка пайкой напоминает пайку в двух отношениях: (а) используются цветные присадочные металлы и (б) соединение достигается без плавления основного металла.С другой стороны, сварка пайкой напоминает сварку, потому что ее можно использовать для заполнения канавок и наращивания галтелей по мере необходимости.
Основные преимущества
- Соединения выполняются при более низкой температуре, чем при газовой или дуговой сварке
- Минимальные тепловые напряжения и деформации
- Меньшая склонность к растрескиванию
- Мягкие и пластичные наплавки
- Легкая обрабатываемость
- Низкое остаточное напряжение
- Высокопрочные галтели
- Простота: мобильное оборудование просто для ремонта на месте
Недостатки процесса сварки пайкой
- Цвета сварного шва и основного металла не соответствуют
- Прочность сварного шва, хотя обычно она достаточна, ограничена прочностью используемого медного сплава
- Работа при температуре ниже 500°F
- Соединения могут подвергаться гальванической коррозии и дифференциальным химическим реакциям
- Многие из этих недостатков преодолены при пайке серебряным припоем этих сплавов
Использование
- Производственные соединения
- Ремонт сломанных или дефектных стальных и чугунных деталей
- Ремонт чугунных отливок в литейном цехе (с несоответствием цвета)
- Исправление ошибок обработки или изменение обрабатываемых деталей
- Инструменты и оборудование для ремонта
- Мобильные ремонтные части (зерноуборочные бригады, судоремонтные)
Регулировка пламени
- Углеродистая сталь: отрегулировать пламя до нейтрального состояния Чугуны
- : настроить на слегка окислительные условия (больше кислорода или меньше ацетилена), уменьшая ацетиленовое «перо». (Когда перо исчезает, внутренний конус становится «горлышком». Такое окислительное пламя удаляет графит с чугунных поверхностей.)
- Прочность на растяжение всех сварных швов из этих сплавов находится в диапазоне приблизительно от 50 000 до 70 000 фунтов на квадратный дюйм.Температуры плавления этих сплавов колеблются от 1600 до 1800°F.
- Стержни из малодымящей бронзы Aufhauser (RCuZn-C) представляют собой стержни из малодымящей бронзы и очень похожи на (RCuZn-B), за исключением никеля. RCuZn-C обладают лучшими механическими свойствами после сварки и широко используются в качестве стержней общего назначения для сварки твердым припоем как стали, так и чугуна .
- Стержни из никель-серебряного сплава Aufhauser (RBCuZn-D) имеют более низкое содержание меди и более высокое содержание никеля.Осадок от стержня RBCuZn-D белее и дает близкую цветовую гамму со сталью и чугуном. RBCuZn-D обеспечивает самую высокую прочность после сварки среди обычных припоев для пайки твердым припоем.
- Aufhauser Naval Bronze (RBCuZn-A) содержит до 1% олова, что повышает прочность и коррозионную стойкость. Эти стержни из присадочного металла особенно подходят для использования с оксиацетиленом и считаются стержнями общего назначения для сварки твердым припоем стали и различных сортов графитового чугуна. Соединения
- , сваренные припоем с одним из присадочных металлов RCuZn, имеют предел прочности при растяжении при комнатной температуре, который обычно составляет от 40 000 до 60 000 фунтов на квадратный дюйм, в зависимости от используемого присадочного металла. Прочность соединения очень быстро падает при температуре выше 500°F. Совпадение цвета с основным металлом обычно не достигается, но , где важен цвет, используется стержень RBCuZn-D (нейзильбер). Биметаллическое соединение подвержено гальванической коррозии и менее устойчиво к щелочным растворам, чем основной металл.
Никель-серебро Aufhauser (RBCuZn-D) часто является лучшим выбором, потому что:
Флюсы- Присадочный металл менее восприимчив к коррозии во время очистки
- Уменьшаются пустоты и шероховатости
- Время очистки менее критично, что дает оператору больше свободы действий при удалении шлака
- Присадочный металл более твердый и с меньшей вероятностью распушается во время шлифования
- Значительно снижается шероховатость, возникающая в результате налипания никеля
- Улучшено соответствие цветов, что делает стык менее заметным
- Прочность соединения выше
Флюсы для пайки пайкой отличаются от флюсов, используемых для капиллярной пайки.
Сварочные флюсы для припоя активны при гораздо более высоких температурах (около 1800°F) и могут дольше выдерживать повышенные температуры.Обычно используются три типа флюса :
- Флюс, облегчающий сварку припоем за счет очистки и лужения
- Пасты, очищающие, лужящие и подавляющие образование паров оксида цинка
- Флюс для лужения специально для пайки серого или высокопрочного чугуна
Первые два из вышеперечисленных флюсов обычно подходят для сварки припоем стали и ковкого чугуна.Второй тип иногда используется с медно-цинковыми припоями при капиллярной пайке. Третий тип содержит окись железа или двуокись марганца, каждая из которых соединяется с поверхностным углеродом серого и ковкого чугуна; следовательно, этот тип флюса предпочтителен для пайки этих чугунов. Использование покрытых флюсом присадочных стержней или флюсование газом исключает операцию флюсования и обеспечивает равномерное нанесение.
Подготовка швовВ основных металлах толщиной более 2 дюймов края стыковых соединений для сварки пайкой подготавливаются с V-образным пазом 90° или 120°, чтобы обеспечить широкую зону соединения.Угловые, пробковые и щелевые сварные швы представляют собой естественно открытые поверхности. Подготовка кромок в недрагоценных металлах толщиной менее 2 дюймов может быть необязательной; можно использовать либо квадратную канавку с корневым отверстием, сравнимым с толщиной, либо V-образную канавку. V-образная канавка позволяет оператору сварки пайкой видеть, правильно ли заполнен шов; это не всегда возможно при пайке горелкой.
В приложениях, включающих тонкие соединения с параллельными боковыми поверхностями соединения и относительно малыми зазорами, иногда бывает трудно определить, квалифицируется ли процесс соединения как пайка пайкой или сварка пайкой, поскольку имеет место некоторое капиллярное действие.
Очистка перед пайкойДля получения удовлетворительных результатов при сварке пайкой кромки соединения должны быть как можно более чистыми перед началом операции. Для достижения максимальной прочности соединения поверхности стыков должны быть блестящими и свободными от масла, ржавчины или других посторонних веществ.Кроме того, металл, окружающий края стыка, должен быть очищен как снизу, так и сверху.
Использование соляной ванны лучше всего подходит для очистки любого чугуна перед пайкой, как и при пайке. Однако, если соляная ванна недоступна, следующая процедура вполне удовлетворительна:
Если поверхность чугуна была отшлифована, графитовый налет можно удалить, быстро нагрев поверхность до тускло-красного цвета и после охлаждения пройдясь по поверхности проволочной щеткой.
Предварительный и последующий нагрев При шлифовке жирного или маслянистого чугуна часть смазки или масла может проникнуть на поверхность. В этом случае следует удалить образовавшуюся пленку, окрасив поверхность химически чистой соляной кислотой. Через 15 минут поверхность необходимо очистить металлической щеткой и холодной чистой водой.Хотя это не всегда необходимо, чугунные отливки можно предварительно нагреть перед сваркой пайкой, чтобы обеспечить успешное выполнение операции.Предварительный нагрев может быть локальным или общим, в зависимости от размера отливки. Большие отливки требуют значительного предварительного нагрева. Обычно подходит черный предварительный нагрев или слабый красный нагрев, видимый в темноте, хотя иногда лучше предварительно нагреть до 1650°F.
Однако нагрев выше 1000°F может окислить основной металл, что затруднит «смачивание».После сварки пайкой чугуна последующий нагрев не требуется. Однако охлаждение сварных узлов предпочтительно замедляют, оборачивая их асбестом или применяя столь же эффективные способы.
Сварка стали пайкойСварка стали пайкой пайкой выполняется быстрее, чем сварка газом, поскольку для сварки пайкой требуется меньше тепла. Следует избегать перегрева основного металла, чтобы присадочный металл не смачивал поверхности соединения. Низкоуглеродистые стали перед нанесением присадочного металла нагревают не выше 1350°F.Хотя припои, используемые при сварке твердым припоем, плавятся при температурах от 1600°F до 1800°F, единственное повышение температуры основного металла связано с осаждением.
Низкие пиковые температуры при сварке пайкой снижают вероятность деформации и устраняют проблему проплавления тонких металлов.
Производственная сварка металлической мебели и аналогичных изделий, подлежащих покрытию, требует соединений без поверхностного окисления, перегретого флюса и пленки копоти.В дополнение к травлению может потребоваться шлифовка, чистка, полировка и полировка соединения для удовлетворительного покрытия. Этих проблем можно избежать, используя Aufhauser Speed Flux (газовый флюс).
Сварка чугунных отливок пайкойВ отличие от других сварочных процессов, сварка припоем с медным сплавом Aufhauser эффективна для любого типа чугуна.Пиковые температуры основного металла при сварке пайкой могут быть достаточно низкими, чтобы избежать или, по крайней мере, вызвать очень небольшую трансформацию во время цикла нагрева.
Таким образом, продукты хрупкого превращения в околошовной зоне соединения могут быть в значительной степени предотвращены. Прочность металла шва находится в диапазоне прочности серого чугуна, ферритного ковкого чугуна и менее прочного ферритного ковкого чугуна. Испытания на растяжение паяных сварных соединений иногда показывали тревожно частые разрывы по линии соединения, но обычно это связано с неправильной очисткой, флюсованием или лужением, что подчеркивает необходимость осторожности и навыков.Низкотемпературные требования к сварке пайкой делают этот процесс особенно подходящим для соединения ковкого чугуна. Основной металл из чугуна редко требует предварительного нагрева до более чем 1000°F, и часто используются более низкие температуры. Фактически сам основной металл определяет правильную температуру предварительного нагрева; если слишком жарко или слишком холодно, присадочный металл не будет смачивать (или «лужить») соединение. Тепло, добавляемое во время сварки пайкой, обычно кратковременно.
Основными недостатками сварки припоем применительно к чугуну являются: (а) цвет присадочного металла из медного сплава не соответствует цвету железа; (b) коррозионная стойкость металла шва отличается от коррозионной стойкости основного металла, особенно низкой, когда металл шва подвергается воздействию сильных щелочей; (c) гальваническая коррозия из-за разнородных металлов может быть проблемой; и (d) прочность паяного шва быстро падает с повышением температуры, так что рабочая температура отливки ограничена макс. 500°F.
Сварка припоем используется для соединения чугуна с самим собой или с другими металлами для производственных сборок, а также для ремонта изношенных или сломанных отливок.
Основные преимущества перед газовой сваркой чугунными прутьями:
- Более низкая стоимость
- Низкие термические напряжения — для сведения к минимуму возможности растрескивания чугуна, который является хрупким материалом
- Низкие пиковые температуры — чтобы избежать образования продуктов хрупкого превращения, возникающих при других процессах соединения
- Металл сварного шва из медного сплава, обладающий достаточной пластичностью, чтобы выдерживать большую часть усадочных напряжений без образования трещин или разрывов в месте соединения
Разница между сваркой и пайкой
Сегодня мы поговорим о разнице между сваркой и пайкой. В моем последнем посте мы обсуждали сварку , пайку и пайку. Мы знаем, что оба эти процесса являются процессами соединения, но используются в разных условиях. Знание обоих процессов требуется для повышения эффективности соединения.Сварка и пайка обозначают общие процессы соединения, используемые в металлургической промышленности. Основное и основное различие между этими двумя процессами заключается в том, что сварка используется для соединения металла при температуре выше температуры плавления, а пайка используется для соединения металла при температуре ниже температуры плавления.Эти процессы можно дифференцировать в соответствии со следующим аспектом в табличной форме.
 Волна припоя непрерывно движется в контакте с металлическими соединениями и швами.
Волна припоя непрерывно движется в контакте с металлическими соединениями и швами. Но при пайке для соединения при нагреве используется раствор флюса между присадочным металлом и основным металлом.
Но при пайке для соединения при нагреве используется раствор флюса между присадочным металлом и основным металлом.


 Источник электроэнергии
Источник электроэнергии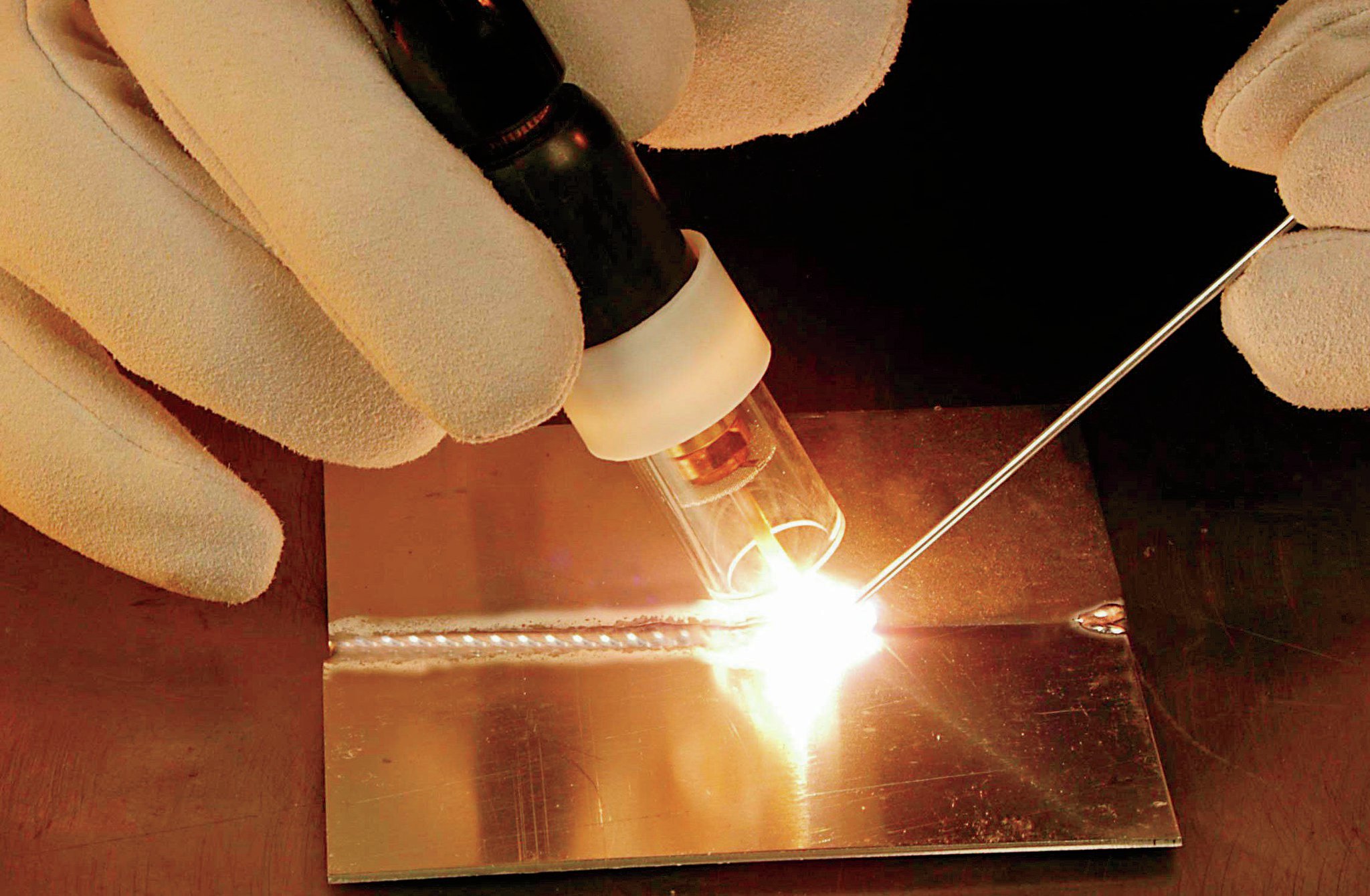
 Пайка является самым низкотемпературным методом сплавления материалов. Паять можно с такими металлами, как серебро, золото, латунь. и железо.
Пайка является самым низкотемпературным методом сплавления материалов. Паять можно с такими металлами, как серебро, золото, латунь. и железо. Пайка является весьма удобным инструментом для тонкой металлической конструкции.
Пайка является весьма удобным инструментом для тонкой металлической конструкции. twi-global.com/technical-knowledge/faqs/welding-brazing-and-пайка
twi-global.com/technical-knowledge/faqs/welding-brazing-and-пайка Во время сварки лужение предшествует сварочной ванне.
Во время сварки лужение предшествует сварочной ванне. (Когда перо исчезает, внутренний конус становится «горлышком». Такое окислительное пламя удаляет графит с чугунных поверхностей.)
(Когда перо исчезает, внутренний конус становится «горлышком». Такое окислительное пламя удаляет графит с чугунных поверхностей.)
 Прочность соединения очень быстро падает при температуре выше 500°F. Совпадение цвета с основным металлом обычно не достигается, но , где важен цвет, используется стержень RBCuZn-D (нейзильбер). Биметаллическое соединение подвержено гальванической коррозии и менее устойчиво к щелочным растворам, чем основной металл.
Прочность соединения очень быстро падает при температуре выше 500°F. Совпадение цвета с основным металлом обычно не достигается, но , где важен цвет, используется стержень RBCuZn-D (нейзильбер). Биметаллическое соединение подвержено гальванической коррозии и менее устойчиво к щелочным растворам, чем основной металл. Сварочные флюсы для припоя активны при гораздо более высоких температурах (около 1800°F) и могут дольше выдерживать повышенные температуры.
Сварочные флюсы для припоя активны при гораздо более высоких температурах (около 1800°F) и могут дольше выдерживать повышенные температуры.

 При шлифовке жирного или маслянистого чугуна часть смазки или масла может проникнуть на поверхность. В этом случае следует удалить образовавшуюся пленку, окрасив поверхность химически чистой соляной кислотой. Через 15 минут поверхность необходимо очистить металлической щеткой и холодной чистой водой.
При шлифовке жирного или маслянистого чугуна часть смазки или масла может проникнуть на поверхность. В этом случае следует удалить образовавшуюся пленку, окрасив поверхность химически чистой соляной кислотой. Через 15 минут поверхность необходимо очистить металлической щеткой и холодной чистой водой. Однако нагрев выше 1000°F может окислить основной металл, что затруднит «смачивание».
Однако нагрев выше 1000°F может окислить основной металл, что затруднит «смачивание».
 Таким образом, продукты хрупкого превращения в околошовной зоне соединения могут быть в значительной степени предотвращены. Прочность металла шва находится в диапазоне прочности серого чугуна, ферритного ковкого чугуна и менее прочного ферритного ковкого чугуна. Испытания на растяжение паяных сварных соединений иногда показывали тревожно частые разрывы по линии соединения, но обычно это связано с неправильной очисткой, флюсованием или лужением, что подчеркивает необходимость осторожности и навыков.
Таким образом, продукты хрупкого превращения в околошовной зоне соединения могут быть в значительной степени предотвращены. Прочность металла шва находится в диапазоне прочности серого чугуна, ферритного ковкого чугуна и менее прочного ферритного ковкого чугуна. Испытания на растяжение паяных сварных соединений иногда показывали тревожно частые разрывы по линии соединения, но обычно это связано с неправильной очисткой, флюсованием или лужением, что подчеркивает необходимость осторожности и навыков.


