Сварка потолочных швов. Последовательность выполнения работ.
Екатерина
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Содержание статьи
- Особенности техники потолочного шва
- Как сварить потолочный шов правильно. Рекомендации для начинающих
- Способы сварки
- Этапы выполнения работ
- Рекомендации по технике безопасности
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей.
Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.
Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С).
 В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродовКак сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
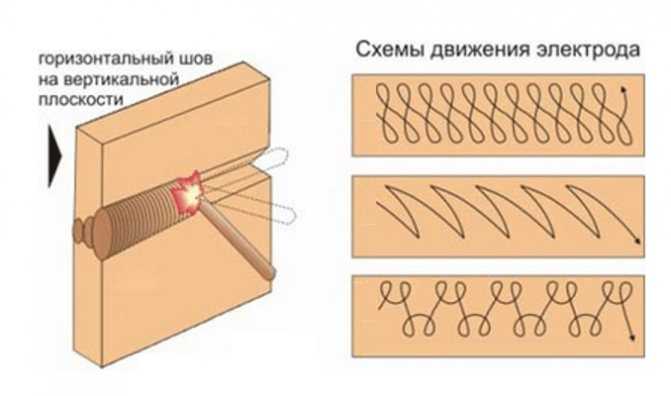
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
 В данном случае электрод необходимо постоянно возвращать на застывший шов.
В данном случае электрод необходимо постоянно возвращать на застывший шов.Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Похожие публикации
Сварка потолочных швов
Главная » Статьи » Сварка потолочных швов
Как варить потолочный шов электросваркой
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.

При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
 При необходимости этот слой также может быть выполнен в несколько проходов.
При необходимости этот слой также может быть выполнен в несколько проходов.В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.

Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
kakpravilnosdelat.ru
Как правильно сварить потолочный шов
Иногда при ремонте и монтаже металлических конструкций предусматривается использование сварочного аппарата. Хорошо, если такие манипуляции можно осуществить отдельно в удобном положении, а затем прикрепить готовую деталь. Порой действовать приходится сразу и в довольно-таки экстремальных условиях, например, при сварке потолочных швов. В таких случаях важно знать технику безопасности и основные правила работы с электросваркой.
Работа с электросваркой и техника безопасности
Потолочный шов – один из самых сложных видов сварки, объясняется это неудобным положением деталей. В промышленности им почти не пользуются, зато в судостроении, при строительно-монтажных и трубопроводных работах он очень популярен. В быту выполнение такого сварочного шва пригодится при строительстве, ремонте, установке металлических изделий в гараже и на даче.
В быту выполнение такого сварочного шва пригодится при строительстве, ремонте, установке металлических изделий в гараже и на даче.
Потолочный шов – самый неудобный для сварщика
Выполнение сварки потолочных швов требует внимательности и хороших навыков работы со сварочным аппаратом. Немаловажным будет позаботиться о технике безопасности.
- Убедитесь, что все инструменты исправны, а провода – изолированы. Отключайте приборы от сети после использования.
- Защитите кожу, глаза и органы дыхания от попадания шлака, пыли и раскаленного металла. Пользуйтесь спецодеждой, маской и очками.
- Не работайте в плохо вентилируемых помещениях с высокой влажностью, а также на открытом воздухе в дождь, снег и т.д.
- Соблюдайте пожаро- и взрывобезопасность.
Правильная экипировка для выполнения сварочных работ – залог вашей безопасности
Не каждый специалист может похвастаться безукоризненной техникой выполнения сварки потолочного шва. Изучите подходящую литературу, советы и обязательно потренируйтесь, прежде чем приступать к работе.
Изучите подходящую литературу, советы и обязательно потренируйтесь, прежде чем приступать к работе.
Отличительной особенностью этого вида сварки является то, что сварочная ванна находится в перевернутом положении, а раскаленный металл удерживается силой поверхностного натяжения. Поэтому необходимо поддерживать минимальный размер ванны и периодически отводить электрод в сторону, чуть задерживая на кромках, чтобы металл остывал и схватывался и не образовывались трещины. Сварку следует выполнять на себя, чтобы хорошо видеть и контролировать процесс.
Для использования подходят электроды диаметром 3-4 мм. Они должны быть сухими, чтобы в металл не попадали газы и не снижали качество шва. Сила тока подбирается опытным путем от минимальной до средней.
Способы сварки
Сварку потолочных швов можно выполнять несколькими способами.
- Полумесяцем. Электрод располагается под углом 90-130 градусов к поверхности и колебательными движениями по дуге перемещается от кромки к кромке.
- Лесенкой. Расположение электрода аналогичное. Его отводят в сторону от раскаленного металла и возвращают назад, перекрывая затвердевшую поверхность наполовину.
- Обратно-поступательный способ. Электрод следует постоянно возвращать на застывший шов по мере продвижения.
Способы сварки: I – полумесяцем, II – лесенкой, III – обратно-поступательный
Первый способ является самым простым и подходит для использования начинающим сварщикам. Остальные варианты более трудоемки, но обеспечивают самое прочное соединение.
Этапы выполнения работ
Прежде всего свариваемую поверхность нужно подготовить и тщательно обработать края на стыке. Для их зачистки используется болгарка или металлическая щетка. Затем приступают к проварке корня шва электродом меньшего диаметра (3 мм). Им формируют валик из расплавленного металла, выполняя колебательные движения от кромки к кромке. Если необходимо, чтобы он формировался и с обратной стороны, электрод короткими рывками помещают внутрь зазора. Важно следить, чтобы дуга равномерно горела, тогда металл будет наплавляться в форме фонтана.
Важно следить, чтобы дуга равномерно горела, тогда металл будет наплавляться в форме фонтана.
Полученный валик обязательно освобождают от шлака. А если он получился слишком выпуклым, необходимо провести выборку до чистого металла. Затем манипуляции повторяют, формируют валики поверх. Для наложения 4-5 и последующих слоев можно использовать электрод большего диаметра (4).
Сварка стыков потолочных швов наплавкой и соединением валиков
Чем толще исходный материал, тем больше слоев и подходов вам понадобится. Для качественного соединения следите за скоростью движения электрода, чтобы металл успевал хорошо плавиться. При необходимости меняйте угол его наклона, величину шага.
Сварка потолочных швов – процесс достаточно трудный. Если у вас недостаточно знаний или опыта, не стоит переоценивать свои возможности, в этом случае лучше довериться профессионалам.
Видео: сварка потолочных швов
https://www.youtube.com/watch?v=JWYvM-EdxG0
toppotolok. su
su
Как варить правильно потолочный шов электросваркой
Комментариев:
Рейтинг: 70
Оглавление: [скрыть]
- Некоторые характеристики
- Варианты рабочего процесса
- Особенности процесса варки потолочного шва
- Как приобрести «правильное» оборудование
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Схема сварки потолочного шва.
Далее можно получить всю необходимую информацию о том, как выполнять этот вид работ.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера;
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности;
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону;
- размер электрода около 0,4 см;
- изготавливаемые валики должны быть меньше электрода в 2 раза;
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы;
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей;
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.

Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Вернуться к оглавлению
Сварка потолочного шва бывает нескольких видов.
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.
- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.
 Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.Вернуться к оглавлению
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
 Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;Вернуться к оглавлению
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования — важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
 Но у него отличные технические свойства и повышенная производимость.
Но у него отличные технические свойства и повышенная производимость.https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
moyakovka.ru
Сварка потолочного шва своими руками: фото, видео инструкция-обучение сварочному потолочному шву
Сварка потолочного шва является особенно трудной, потому что сварочная ванна перевернута и при работе на сварщика может капать шлак или даже стекать раскаленный металл. Чтобы этого избежать, нужно выполнять требования безопасности при работе со сваркой:
- работать в спецодежде,
- не работать в дождь и снег.
Сварка потолочного шва часто бывает необходима при строительно-монтажных работах, при строительстве трубопроводов, в судостроении и пр.
Потолочный шов.
Что такое сварочная ванна
Когда расплавляются кромки основного металла, они образуют сварочную ванну. Сварочная ванна наблюдается в маску: она выглядит как блестящая поверхность около электрода. Сварочная ванна должна быть плоской и растекаться по кромкам. Если ванна выглядит как ляпка, нужно добавить ток, если ванна увеличивается, а металл прожигается — значит, ток нужно убавить. Дуга для сварки потолочного шва должна быть короткой, а электрод должен опираться на металл.
Сварочная ванна наблюдается в маску: она выглядит как блестящая поверхность около электрода. Сварочная ванна должна быть плоской и растекаться по кромкам. Если ванна выглядит как ляпка, нужно добавить ток, если ванна увеличивается, а металл прожигается — значит, ток нужно убавить. Дуга для сварки потолочного шва должна быть короткой, а электрод должен опираться на металл.
Сварочная ванна.
Очень важно при сварке потолочного шва контролировать объем сварочной ванны, в противном случае на сварщика может упасть порция расплавленного металла. Кромки перед сваркой обязательно нужно зачищать, чтобы было меньше искр в закрытом пространстве.
Техника сварки
Скорость движения электрода должна быть, чтобы расплавленного металла было достаточно для формирования шва. Если металла будет мало, будут оставаться подрезы. Если скорость сварки будет чересчур высока, дуга не успеет до конца прогреть металл и шов ляжет наверху. Если скорость будет низкой, материал перегреется и ванна растечется.
Техника сварки: траектории движения электрода.
Взаимосвязаны скорость движения электрода и сила тока. Большой ток усиливает проплавление, позволяя электроду двигаться быстрее. Чем выше ток, тем быстрее нужно вести электрод. Когда скорость электрода соответствует силе тока, то края шва будут выглядеть эстетично, прочно и красиво.
Потолочный шов
Потолочный шов является самым сложным из всех видов швов. Во время сварки металл удерживается на шве только силой поверхностного натяжения. Поэтому придется уменьшить размер сварочной ванны. Чтобы добиться качественного шва нужно периодически убирать электрод в сторону: металл должен успеть немного затвердеть. Сварку нужно производить очень короткой дугой с поперечными колебаниями электрода. Сварку сверху удобнее проводить движением на себя, благодаря этому весь процесс будет под контролем.
Аккуратность приходит с опытом.
Уменьшается ширина валиков при таком способе до 2-3 диаметров электродов. Для потолочного шва берутся более тонкие специально предназначенные для вертикального и потолочного шва электроды диаметром до 4 мм и применяется на 10-30% пониженный ток. Если свариваемая сталь тонкая удобнее сразу варить газом или ТИГом. Если во время удаления дуги образуются подрезы (канавка по краю шва) нужно немного задерживать электрод на кромках. Тогда эта проблема исчезнет. При такой сварке уменьшаются испарения газов и шлаков из металла и поэтому потолочные швы более низкого качества, чем обычные вертикальные и горизонтальные. Чтобы улучшить качество шва нужно варить только сухими электродами.
Для потолочного шва берутся более тонкие специально предназначенные для вертикального и потолочного шва электроды диаметром до 4 мм и применяется на 10-30% пониженный ток. Если свариваемая сталь тонкая удобнее сразу варить газом или ТИГом. Если во время удаления дуги образуются подрезы (канавка по краю шва) нужно немного задерживать электрод на кромках. Тогда эта проблема исчезнет. При такой сварке уменьшаются испарения газов и шлаков из металла и поэтому потолочные швы более низкого качества, чем обычные вертикальные и горизонтальные. Чтобы улучшить качество шва нужно варить только сухими электродами.
Электроды для сварки потолочного шва.
Более толстые материалы толще 8 мм нужно варить в несколько проходов. Если длина деталей превышает 1 м, лучше варить участками для избежания коробления (может повести детали). Электрод в 3 мм понадобится для выполнения корневого шва, для последующих проходов толщину электрода нужно увеличить. После каждого прохода шов нужно чистить от шлака.
Что необходимо сварщику.
Как варится потолочный шов
Есть несколько методов сварки потолочного шва:
- Электрод к свариваемой поверхности должен располагаться под углом 90-130°. Этот метод носит название полумесяца: он довольно прост и его может освоить новичок. Электрод выполняет движение зигзагами. Метод требует нескольких проходов.
- Профессиональный метод сварки под названием Лесенка трудоемкий и сложный, но шов получается очень прочным. Электрод держится под углом 90-130°. Когда металл будет расплавляться, нужно отводить электрод на 5-10 мм, затем возвращать обратно, перекрывая остывший металл наполовину. Таким образом шов удлиняется.
Виды сварки потолочных швов.
- Обратно-поступательный метод выполняется в несколько этапов.
Корень шва
- Для проварки корня шва понадобится электрод диаметром 3 мм и минимальная или средняя сила тока.
- есто сварки нужно тщательно зачистить болгаркой с металлической щеткой.
- Такую сварку тоже можно производить несколькими методами:
- Если будет доступ к обратной стороне, то можно попробовать формировать валик снизу. Нужно варить без нависаний и подрезов. Шов выполняется колебательными движениями с задержкой на кромках. В этом случае не нужна дополнительная выборка, а после очистки соединения можно сразу накладывать второй валик.
- Если валик нужно формировать с обратной стороны, потребуется совершать поступательные движения электрода внутрь зазора на самой короткой дуге. Когда дуга будет гореть с обратной стороны: металл будет схватываться в форме зонтика. Скорость сварки будет зависеть от формирования нижнего валика, чтобы не появлялась выпуклость. В противном случае понадобится выборка вплоть до чистого металла.
Заполнение разделки
Сварка второго и третьего валика происходит 3 мм овым электродом на среднем или максимальном токе или 4 ммовым на среднем токе. Чтобы выпуклости не образовалось, нужно задерживаться на краях, потом постепенно уводить дугу по кромке, переходя лесенкой на вторую кромку. Для изменения формы валика во время сварки нужно:
Четвертый и пятый слой зависят от предыдущих валиков. Следующие слои варятся как наплавка без колебательных движений. Когда электрод будет приближаться к кромке, нужно оставить между предпоследним валиком и кромкой расстояние диаметром электрода.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Сварка потолочного шва — довольно сложная работа, приступать к которой без необходимого опыта не рекомендуется. В крайнем случае, если необходимо сделать шов на своем дачном участке нужно предварительно потренироваться на обрезках металла.
Чтобы качественно сделать потолочный шов нужно потренироваться.
potolkipro.com
Потолочная сварка: особенности выполнения, швы, технология
Содержание:
- Особенности выполнения
- Оборудование
- Рекомендации
- Технология
- Сварка полуавтоматом
- Безопасность
- Интересное видео
Среди существующих видов расположения швов потолочный сварочный шов занимает особое положение. Такое внимание к нему объясняется в первую очередь неудобным положением сварщика при этом процессе. Полезные советы, как решить эту и другие проблемы, интересуют не только осваивающих эту нелегкую работу, но и профессионалов.
Потолочная сварка является своеобразным экзаменом. Сварщик, овладевший таким методом, автоматически повышает свою квалификацию и становится более востребованным. Сферой, где приходится прибегать к потолочной сварке, может быть и прокладка трубопроводов, и строительные площадки, и укрепление беседки на дачном участке.
Особенности выполнения
При сварке потолочного шва капли расплавленного металла под действием силы своей тяжести стремятся упасть вниз. Частично удерживает их от падения поверхностное натяжение. При сваривании горизонтального шва внизу подобной проблемы не существует. Сварочная ванна в этом случае растекается вдоль соединения. Задача сварщика достаточно проста — следить за тем, чтобы шлак не попадал впереди ванны. Иная картина наблюдается, когда потолочная сварка происходит наверху.
Сварочная ванна получается только на одной кромке. Правильно сваривать шов мешают не только брызги и капли раскаленного металла, но и стекание шлака, находящегося в жидком состоянии.
Сварщик с запрокинутой вверх головой и поднятой рукой с электродом быстро устает, что не способствует качеству выполняемой работы. Поэтому частые перерывы становятся производственной необходимостью.
Оборудование
Потолочные швы методом сварки выполняются с помощью обычного трансформатора или инвертора. Отличием инвертора, дающим ему преимущество, является наличие стабилизатора, выпрямителя низкой и высокой частоты, блока управления, рабочего шунта, датчика тока. С помощью электронного регулятора имеется возможность регулировать силу тока в большом диапазоне. Наличие двойной изоляции является защитой от поражения током. Достоинством является компактность устройства и его небольшой вес.
Существует три типа сварочных инверторов:
- Бытовой. Применяют для металлов, имеющих толщину не более 3 мм.
- Полупрофессиональный. Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения.
- Профессиональный. Может работать без перерыва 6-8 часов.
Электроды выбирают в зависимости от свариваемого материала. Сварка потолочного шва электродами предполагает их диаметр — 3-4 мм. Чтобы уменьшить количество брызг, перед началом сварки они должны быть хорошо высушены.
Рекомендации
Потолочный шов при сварке получится более качественным, если соблюдать приемы, проверенные временем и практикой:
- при работе использовать короткую дугу, что повысит точность;
- электроды держать, отводя их незначительно вбок, для снижения растекания металла;
- ширина сварного шва не должна превышать диаметр электрода;
- вести шов на «себя», что даст возможность его контроля;
- выбрать комфортный темп работы.
Применение этих рекомендаций упростят процесс и повысят качество шва.
Технология
Сварка потолочных швов предполагает применение различных методик. При всех способах необходимо выполнение общих требований:
- Если толщина свариваемой детали превышает 5 мм, то формируют скос в форме буквы «V».
- Перед началом процесса сваривания детали следует прижать друг к другу как можно плотно, с минимальным зазором. При выполнении этого требования первый проход можно формировать, не совершая электродом колебательных движений.
- Поднося электрод к месту сварки, выдерживают угол 45 градусов.
- Для повышения точности новички могут использовать половинки электродов.
- Работа прерывистыми короткими дугами даст возможность расплавленным каплям быстро остывать. В результате они не будут падать вниз, а прочно сцепятся с местом соединения.
Выполнение требований того, как варить дуговой сваркой потолочный шов обеспечит его прочность и хороший внешний вид сварного шва.
Полумесяц
Такой метод наименее сложен и может быть использован, как потолочная сварка для начинающих.
Положение электрода относительно верхней поверхности — 90-130 градусов. Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Обратно-поступательный
Способ предполагает сварку шва за несколько проходов.
Вначале выполняют корневой шов с помощью электрода, обладающего диаметром 3 мм. Ток при этом не должен быть слишком большой.
Лесенка
Как и при способе полумесяцем положение электрода по отношению к верхней поверхности составляет угол 90-130°С.
Способ лесенкой удобен при выполнении длинного сварного шва. Главная особенность — периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Сварка полуавтоматом
При выполнении потолочного шва применяется сварка полуавтоматом. Метод распространен для сваривания металлов различной толщины. Для этого способа используется полуавтоматический сварочный аппарат. Сваривание происходит при подаче медной или алюминиевой проволоки. Применение метода ускоряет процесс сварки, снижается потребление электроэнергии. Шов получается качественным.
Безопасность
Поскольку при сваривании шва, находящегося наверху, существует опасность попадания раскаленных капель на исполнителя, его защита приобретает особое значение. Костюм сварщика выполняют из плотного огнестойкого материала. Рукавицы должны перекрывать края рукавов. Голову и лицо защищает маска. Рядом с производством работ не должны находиться легковоспламеняющиеся материалы и предметы.
Интересное видео
Сварка потолочных швов: особенности технологии
Главная » Сварка
Сварка
Автор admin На чтение 4 мин. Просмотров 2.7k. Опубликовано
Сварка потолочных швов – это достаточно серьезное испытание даже для опытных сварщиков. Не зря же большинство специалистов предпочитаю варить либо горизонтальным (нижним), либо вертикальным швом. Однако в процессе ремонтных работ или во время сборки крупных металлоконструкций выбирать тип шва не приходится.
Поэтому, как бы мы этого не хотели, необходимость сформировать потолочный шов встречается в рабочей практике каждого сварщика. И в этой статье мы расскажем вам, как выполнить эту сложную работу. Следуя нашим инструкциям, вы сможете облегчить и ускорить реализацию данной технологической задачи.
Содержание
- Технология сварки потолочного шва
- Сварка швов в потолочном положении: характеристики и рекомендации
- Сварка встык — процесс формирования потолочного шва
Сварка потолочного шва отличается от сварки нижнего стыка положением поперечной оси электрода. В потолочном шве ось направлена вниз, а в нижнем – вверх. Отсюда и все проблемы: шлак стекает сверху вниз, устремляясь от шва к полу, газовая составляющая флюса стремится туда же.
К тому же, расплавленный присадочный металл норовит «капнуть» сварщику за шиворот, а пузырьки газа «простреливают» всю зону шва, понимаясь от места кипения шлака к корневой границе раздела.
В итоге, сварка потолочного шва превращается из технической операции в сложнейший трюк на стыке технологии и акробатики. Причем шов варят на «короткой» дуге, рискуя ее обрывом или «залипанием» электрода в разделе.
К тому же, горизонтальный потолочный шов варят только ручными аппаратами, а полупотолочный шов, отклоняющийся от вертикали на угол до 80 градусов, можно варить, как вручную, так и полуавтоматами.
Сварка швов в потолочном положении: характеристики и рекомендации
Качество ординарного (напольного) шва зависит от множества характеристик сварочного процесса. А в случае формирования потолочного шва эта зависимость вырастает на несколько порядков. Поэтому далее по тексту мы рассмотрим характеристики сварочного процесса, оказывающие максимальное влияние на процесс образования потолочного шва и его качество.
В число таких характеристик можно причислить следующие параметры:
- Силу сварочного тока – ее следует подбирать очень осторожно – она должна быть меньше параметра, используемого при формировании нижнего шва и больше параметра, используемого при формировании вертикального шва.
- Диаметр электродов – он не должен быть больше четырех миллиметров. Причем оптимальное значение этого параметра – 3-4 миллиметра.
- Расположение электрода — относительно оси валика наплавки пруток следует расположить под углом 80-90 градусов. При этом проекция оси электрода должна совпадать с осью валика наплавки. А для получения вогнутой поверхности наплавки электрод должен располагаться углом вперед.
- Направление движения электрода – должно осуществляться вдоль шва, без поперечных смещений, по направлению «к себе». Такая схема перемещения облегчает контроль длины дуги.
- Ширину шва – она не должна превышать 2-3 диаметра электрода. Иначе возрастет риск появления потеков, а на профиле шва появятся выпуклости.
Сварка встык — процесс формирования потолочного шва
Сварка потолочного шва труб или балок предполагает сопряжение заготовок не только вдоль осевой линии, но и встык (торец к торцу).
Причем такое соединение варится по особой технике, предполагающей следующую последовательность действий:
- Во-первых, детали прихватываются друг к другу корневым валиком, формируемым трехмиллиметровым электродом на силе тока большей минимально допустимого, но меньше среднего значения.
- Во-вторых, второй валик шва накладывается лестницей (от края к кромке и до следующего края), с помощью трехмиллиметрового электрода, на токе выше средней и ниже максимально допустимой силы.
- В-третьих, последующие валики шва накладываются той же лестницей, с помощью четырехмиллиметрового электрода, на токе средней силы.
Количество последующих валиков должно уменьшить зазор в разделке до 1-1,5 миллиметров, которые заполняются лицевой наплавкой, двухмиллиметровым электродом, с помощью техники «дуга вперед», за один проход. При ширине «лицевого» раздела он заполняется «лестницей» за несколько проходов.
Такая техника гарантирует максимальную прочность и внешнюю красоту потолочного шва.
Как варить потолочный шов электросваркой?
Опубликовано: 04.07.2017
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что сварочная ванна в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Оглавление:
- Техники сваривания потолочных швов
- Полумесяцем
- Обратно-поступательная
- Лесенка
- Правила выполнения сварочных потолочных соединений
- Техника безопасности
Техники сваривания потолочных швов
Полумесяцем
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Сергей Одинцов
tweet
Как варить потолочный шов электросваркой
Домой Крыша Как варить потолочный шов электросваркой
Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Правила техники безопасности
Средства защиты
- При сварке особое внимание нужно уделить исключению возможности попасть под удар током. Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
- Запрещается работать при выпадении осадков и даже в помещениях с повышенной влажностью. Степень влажности чаще всего не могут определить неопытные сварщики.
- Обязательна спецодежда, которая при необходимости должна полностью закрывать все тело. Все ее элементы должны быть надежно заправлены. Особое внимание нужно уделить наличию защитных очков и маски для сварки.
- Запрещено выполнять действия, которые могут привести к возникновению пожара и взрыва.
Рекомендации
Потолочный шов
При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64. После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
Варианты варки
Сварка на полукруглой поверхности
- При варке лесенкой рабочий элемент находится вертикально к потолку или с отклонением в 40º от себя. Электрод поднимается к потолочной поверхности и зажигается. Когда металл начинает плавиться, рабочий элемент отодвигается приблизительно на 8 мм, затем процесс повторяется с перекрытием затвердевшего металла на треть от его размера по длине.
- При варке полумесяцем рабочий элемент должен находиться в таком же положении, как при предыдущем варианте. Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
- Самой надежной, но трудной, считается обратно-поступательный метод сварки. Конец рабочего элемента постоянно двигается вперед-назад, зацепляя при этом застывшую металлическую часть и увеличивая шов по длине.
Процесс
Крепкий шов
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Сила тока не должна превосходить среднее значение. Существующие условия, которые определяют, как заделать потолочные швы методом сварки.
- Если существует доступ для подварки и выборки с наружной стороны, то при проведении работы нужно старательно следить за образованием валика снизу. Подрезы и нависания должны быть исключены. Практичней всего данный шов производить зигзагообразными шагами меду кромками с фиксацией на них. Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
- Если необходимо образовывать валик с наружной стороны, поступательные шаги нужно проделывать в середине зазора на коротком расстоянии. Если сварочная дуга будет выходить с другой стороны, то наварка будет образовываться в полукруглой форме.
При такой работе нужно сосредоточиться на валике с обратной стороны. В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
Разделочное заполнение
Способ сварки
Последующие 2 валика выполняется электродом Ø 3 мм при токе с показателем выше среднего или Ø 4 мм при среднем значении. Выбор проходки зависит от размера по ширине начального валика. Для того чтобы избежать бугристости, необходимо фиксироваться на краях поверхностей. После этого дуга постепенно переводится по кромке и способом лесенки производится переход на противоположную кромку. При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
Обратите внимание! При проведении сварочных работ нужно учитывать, что при создании большой ширины валика, раскаленный металл будет подтекать и капать.
Следующие 2 слоя зависят от размера по ширине предыдущих 3-х валиков и делаются по всей ширине или в количестве 2-х валиков. Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.
Слой на лицевой стороне
Для слоя на лицевой стороне нужна впадина размером до 2 мм. Количество проходок будет считаться исходя из размеров последнего слоя и металлической основы. Если впадина предпоследнего слоя размером до 1 мм производится 1-на проходка и делается она дугой вперед. Шаг сварки подбирается исходя из конфигурации валика. Если впадина размером до 2 мм, применяется способ лесенки. Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Как уже стало понятно, заниматься потолочной сваркой нужно с необходимым багажом опыта. Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Видео
В этом видео показано как варится вертикальный и потолочный шов:
Предыдущая статьяКак перекрыть крышу гаража
Следующая статьяВерстаки для гаража своими руками
Это Вам пригодится
Где можно оформить кредит только по паспорту
0
Оформить кредит в банке совсем не просто. Требуется собрать большое количество документов и подтвердить свой доход. Но подобную неприятную и затратную по времени процедуру…
Основные типы современных входных дверей
0
Современные двери делятся на несколько типов. Все зависит от того, какие из материалов применяются для их производства. Как правило, используются такие материалы, как сталь,…
Эстакада в гараже своими руками
0
Мы хотим во всем уметь разбираться и ремонтировать, чтобы не привлекать посторонних и не платить за это средства, которые сейчас достаются не так просто….
Силикатный кирпич
0
Кирпич, произведенный из силиката – экологически чистый материал для строительства, который не наносит вред ни людям, ни животным. Используют его для строительства заборов, стен и облицовки…
Виды оборудования для нанесения маркировки
0
Специальное маркировочное оборудование требуется для нанесения необходимой маркировки на металлические изделия. В большинстве случаев выпуск товара без маркировки не допускается, и поэтому это совершенно…
Это популярно!
Монолитный поликарбонат
0
Каждый день человечество делает новые открытия, которые помогают нам выполнять различные задачи более качественно. Теперь можно не только повысить технические характеристики здание, но и…
Как выбрать винтовые сваи
0
Винтовые сваи являются на сегодняшний день наиболее распространенным способом устройства фундаментов для зданий и сооружений. Они идеально подходят для современного строительства домов, коттеджей и…
Дом под ключ с индивидуальным проектом
0
Частный дом – это всегда роскошь. А если дом создан именно для вас и именно по вашему индивидуальному проекту, то – роскошь в квадрате….
Алмазное бурение бетона
0
Очень часто в строительстве требуется качественная, но точечная обработка кирпича, а также бетона. Алмазное бурение бетона на все 100% справится с поставленными задачами. Самостоятельно…
Как выбрать кварцвиниловую плитку
0
Немногие знают, что такое кварцвиниловая плитка. Обратим ваше внимание на то, что это, в первую очередь, виниловый ламинат, который обладает превосходными износостойкими качествами. Как…
Конечные продукты — Forsstrom High Frequency AB
Ниже представлен набор продуктов, которые можно сваривать на наших машинах.
Фотографии предоставлены некоторыми из наших клиентов со всего мира. Если вы хотите быть представлены в этом разделе, пожалуйста, свяжитесь с нами, [email protected]
Рекламные щиты и вывески
Перенесите сообщение на рекламный щит! ВЧ-сварочные аппараты Forsstom прекрасно справляются со сваркой баннерных и сетчатых материалов из ПВХ. Это предоставляет уникальные возможности для широкоформатной рекламы, требующей надежного решения. ВЧ-сварные швы долговечны, ровны и имеют очень хорошую отделку.
Машины, которые мы рекомендуем для производства печатной и рекламной продукции: TDW, TD и TX.
Чехлы и брезент
Чехлы могут быть разных размеров и для разных целей, но все они имеют одну общую черту – они должны быть прочными и долговечными. Брезент и покрытия из ПВХ должны защищать их нагрузку и выдерживать высокое усилие на разрыв. Выбор сварного брезента или покрытия HF означает выбор прочного и устойчивого продукта.
Прочный ПВХ и аппарат для высокочастотной сварки Forsstrom — идеальное сочетание для покрытия, способного противостоять силам природы и повседневному износу.
Для изготовления чехлов и тентов мы рекомендуем станки TX, TDW, TDW-Mega, TDO-XS, TG-90 Mega и TDO-XY Gantry.
Скоростные и промышленные двери
Тысячи открываний и закрываний каждый год требуют превосходного качества. Производство высокоэффективных скоростных дверей из ПВХ требует высокопроизводительных аппаратов для высокочастотной сварки, способных работать с толстым ПВХ-материалом. Скоростные ворота используются как в качестве промышленных ворот, так и в больницах и т. д. Скоростные ворота используются как снаружи, так и внутри помещений и могут выполнять множество функций помимо открывания и закрывания. Скоростная дверь
может быть аварийным выходом, его можно открыть очень быстро, его можно изолировать и при необходимости можно открыть частично.
Для изготовления скоростных и промышленных ворот мы рекомендуем станки TDW, TDW-Mega, TG-Flex и TX-Mega.
Биогаз
Контейнеры для биогаза, изготовленные из ПВХ, сваренного высокочастотной сваркой, имеют преимущество в том, что они водонепроницаемы и газонепроницаемы, долговечны и прочны. Forsstrom имеет несколько сварочных аппаратов и оборудования для высокочастотной сварки для производства хранилищ и куполов, подходящих для биогаза. ВЧ-сварка — это передовая технология, используемая при производстве изделий из ПВХ для хранения биогаза, а поскольку швы, сваренные ВЧ-сваркой, долговечны, это также является экологически безопасным вариантом.
Машины, которые мы рекомендуем для производства контейнеров для биогаза: TDW, TDW-Mega, MG-Flex и TDO.
Надувные изделия
Безопасное развлечение с прыгающими замками, горками и надувными лодками требует качественных и надежных изделий. При сварке надувных изделий из ПВХ на ВЧ-сварочном аппарате Forsstrom получаются устойчивые и прочные швы, надежные для надувных палаток, военных катеров, на детских площадках и т. д. Надувные изделия часто подвергаются воздействию сильных внешних сил и требуют как материала, а сварной шов должен быть очень прочным и устойчивым.
Машины, которые мы рекомендуем для производства надувных изделий: TDW, TX-Mega, TX и XP.
Легкие конструкции
Постоянные легкие конструкции требуют качественной ВЧ-сварки. ВЧ-сварные швы долговечны и прочны, при правильном выполнении не уступают по прочности окружающему материалу. ВЧ-сварные швы долговечны, поэтому также являются экологически чистым вариантом и наиболее оптимальным решением для производства неразъемных легких конструкций из ПВХ.
Для изготовления легких конструкций мы рекомендуем станки TDW, TDW-Mega, TDO-XS, TG-90 Mega, MG-Flex, DR и TDO-XY Gantry.
Резервуары для жидкости
Чистая вода является роскошью во многих частях мира. Мягкие резервуары для жидкостей — хорошее решение для хранения и транспортировки воды. Резервуары для жидкостей, изготовленные из ПВХ или полиуретана, сваренных методом высокочастотной сварки, имеют то преимущество, что они водонепроницаемы, воздухо- и газонепроницаемы, долговечны и прочны. ВЧ-сварные швы долговечны, поэтому это экологически чистый вариант. Гибкие резервуары из ПВХ/ПУ также можно использовать для хранения жидких удобрений и масла.
Для изготовления резервуаров для жидкости мы рекомендуем станки TDW, TDW-Mega, TX, TX-Mega, TG-Flex, TDP и TDO-XY Gantry.
Нефтяные боны
Профессионалы нуждаются в надежном оборудовании, когда случаются такие бедствия, как разлив нефти. Forsstrom имеет многолетний опыт тесного сотрудничества и разработки оборудования для ведущих мировых производителей в области ликвидации разливов нефти. Нефтяные боновые заграждения, изготовленные из ПВХ/полиуретана методом высокочастотной сварки, обладают преимуществом устойчивости и прочности. ВЧ-сварные швы долговечны, поэтому это экологически чистый вариант. ВЧ-сварка — это передовая технология, используемая при производстве изделий из ПВХ/ПУ для работы в суровых условиях.
Для изготовления нефтяных бонов мы рекомендуем станки TDW, TDW-Mega, TX, TX-Mega, TDO-XS, TG-90 Mega, TG-Flex, TDO и TDO-XY Gantry.
Палатки
Вечеринка, цирк, исследование, военная служба или больница? Палатка может быть полезна во многих случаях, и это лишь некоторые примеры. Forsstrom обладает глубокими знаниями в области разработки и производства ВЧ-сварочных машин и оборудования для изготовления тентов из ПВХ. Используя современные технологии производства, вы можете предъявлять высокие требования к устойчивости палаток. Преимущество палаток из ПВХ, сваренного методом высокочастотной сварки, в том, что они устойчивы и прочны. ВЧ-сварные швы долговечны, поэтому это экологически чистый вариант.
Для изготовления палаток мы рекомендуем станки TDW, TDW-Mega, TDW-Ultra, TX, TX-Mega, TDO-XS, TG-90 Mega, TG-Flex, TDO и TDO-XY Gantry.
Маркизы / Защита от солнца
Эффективная текстильная защита от солнца не только обеспечивает хорошее самочувствие, но и защищает ценные вещи. Это достигается с помощью систем затенения, которые могут быть установлены как в помещении, так и на улице. Они могут варьироваться от классического солнцезащитного паруса, навеса от солнца или оранжереи до солнцезащитных штор или панельных жалюзи. Привлекательный тент может быть частью каравана, который вместе с ним создает дополнительное пространство и защиту от непогоды.
Машины, которые мы рекомендуем для производства красивой защиты от солнца и навесов, это TD и TX.
Пленка для бассейна
Пленка для бассейна покрывает стены и пол бассейна, создавая непроницаемую поверхность. Основная цель вкладыша для бассейна — удерживать воду внутри бассейна, и это продукт, который обычно используется в течение длительного времени. Красиво выглядящая пленка для бассейна придает бассейну привлекательный вид.
Сваривая покрытие бассейна ВЧ, вы гарантируете, что сварной шов будет прочным и долговечным.
Машины, которые мы рекомендуем для производства пленок для бассейнов, это TDW и DR.
Залы
Мобильные залы из тентовой мембраны являются экономичной альтернативой стационарным конструкциям. Их быстро ставят и так же быстро сносят. Они экономичны, энергосберегающие и долговечны.
Благодаря легкой конструкции конструкции из тентовых мембран могут быть установлены для покрытия больших площадей или больших высот, например, для многоярусных складов, сборочных цехов или авиационных ангаров. ВЧ-сварка является наиболее оптимальным методом производства, особенно когда требуются длинные и прямые швы.
Для производственных цехов мы рекомендуем машины TDW, TDW-Mega и TDW-Ultra.
Вентиляционные каналы
Вентиляционные каналы могут использоваться, например, в шахтах, туннелях и подземных работах. Вентиляционные воздуховоды подвергаются воздействию суровых условий окружающей среды и должны служить в течение длительного времени. Вентиляционные каналы, сваренные методом ВЧ, герметичны как для воды, так и для воздуха.
Покрытие ПВХ делает вентиляционный канал воздухонепроницаемым и водонепроницаемым, защищает трубу от УФ-излучения, химически и огнестойко. Очень важно, чтобы в местах соединения не было протечек, а швы были прочными и долговечными.
Для изготовления вентиляционных каналов мы рекомендуем станок TDW.
Натяжные потолки
Качественный натяжной потолок требует высокой точности как в отношении прямолинейности, так и качества сварного шва. Важно использовать высококачественный материал, специально предназначенный для этой цели, и машину, способную выполнять прямую и точную сварку.
Компания Forsstrom разработала машину TD-Ceiling, специально предназначенную для производства натяжных потолков.
Сельское хозяйство
Эффективная защита необходима как в сельском хозяйстве, так и в животноводстве. Удобная альтернатива – сварные барьеры или заборы из ПВХ. Швы, сваренные ВЧ-сваркой, долговечны и прочны, при правильном выполнении так же прочны, как и окружающий материал. ВЧ-сварные швы устойчивы к солнцу, воде и ветру, поэтому это также долговечный и экологически чистый вариант для сельскохозяйственного сегмента.
Для производства сельскохозяйственной продукции мы рекомендуем машины TDW, TDO-XS и TX.
Геомембраны
Геомембраны требуют качественной ВЧ-сварки. Геомембраны используются во многих различных областях, таких как футеровка для воды, базовая система футеровки свалки, контроль обширных почв и т. Д. Во многих случаях геомембраны имеют большие размеры и должны быть водонепроницаемыми и долговечными в течение длительного времени.
Для изготовления геомембран мы рекомендуем станки TDW и TX.
Киноэкраны
Как и натяжной потолок, высококачественный киноэкран требует прямых незаметных швов. Важно использовать материал, предназначенный для этой конкретной цели, и машину с возможностью точной сварки, чтобы с точностью создавать невидимые швы.
Forsstrom имеет специально разработанные для этой цели машины, стационарные и передвижные. Это наши модели TX и TD с двойной мощностью 5 и 10 кВт, оснащенные высококачественным станком. Машина TD имеет специально разработанную систему направляющих, в которой каждая ножка стола может быть индивидуально отрегулирована по отношению к рельсу, что гарантирует идеально прямые сварные швы.
Спорт и отдых
Спортивное оборудование и спортивный инвентарь должны быть не только функциональными, но также безопасными и прочными. Качественные материалы и высокочастотная сварка – вот решение. Профессиональные спортсмены, как и дети, должны чувствовать себя в безопасности, когда занимаются спортом, как для удовольствия, так и на профессиональном уровне.
Для производства товаров для спорта и отдыха мы рекомендуем станки TDW, TX и XP.
ШВОВАЯ СВАРКА — ISG TECHNOLOGIES, INC.
Эта заявка претендует на преимущество приоритета предварительной заявки США Сер. № 601991,044, поданной 29 ноября 2007 г., полное раскрытие которой включено в настоящий документ посредством ссылки.
Настоящее изобретение относится к многопроходной операции шовной сварки стальных листов, особенно высокопрочных стальных листов.
Листовая сталь непрерывно обрабатывается на линиях непрерывного цинкования, непрерывного отжига и лужения сталеплавильных цехов холодной прокатки. Чтобы оптимизировать эффективность мельниц, стальные листы соединяются встык с помощью сварки внахлестку. В частности, хвостовой или задний конец предшествующего (первого) рулона и головной конец входящего (второго) рулона соединяются вместе на входном конце стана, тем самым создавая непрерывный соединенный лист, который может непрерывно обрабатываться на стане. с гораздо более высокой эффективностью, чем если бы листы обрабатывались по отдельности. Для сварки низкоуглеродистой и высокопрочной низколегированной стали (HSLA) можно эффективно использовать обычную сварочную машину для сварки внахлестку или внахлестку. Сварной шов формируется за один проход, при котором сварочное устройство, такое как пара противоположных электродов, установленных на каретке, перемещается по перекрывающимся участкам стали марки HSLA, образуя сварной шов, прежде чем вернуться в исходное положение в режиме ожидания. .
В последнее время наблюдается повышенный спрос на усовершенствованные высокопрочные стали (AHSS), обычно имеющие предел прочности при растяжении выше, чем у стали марки HSLA. AHSS характеризуются высоким углеродным эквивалентом, высокой прочностью на растяжение и высоким удельным электрическим сопротивлением. В автомобильной промышленности, например, использование AHSS и их повышенной прочности на растяжение в раме транспортного средства позволяет производить автомобильные компоненты с уменьшенным весом и сопутствующими улучшениями топливной экономичности без неблагоприятного влияния на безопасность транспортного средства.
Особенно выгодна и эффективна непрерывная обработка AHSS для выполнения таких операций, как непрерывное травление и непрерывное цинкование, чтобы удовлетворить требования клиентов автомобильной промышленности. Однако применение обычных сварочных аппаратов и операций, таких как процесс однопроходной сварки внахлестку, к гальванизированной AHSS марки TRIP, вызывающей пластичность, приводит к хрупкому и слабому сварному шву из-за образования мартенсита и оксида. Кроме того, очень высокое содержание легирующих элементов (высокий углеродный эквивалент) и высокое удельное сопротивление стали AHSS делают эти марки сверхчувствительными к параметрам сварки. Исследования микроструктуры показали, что сварные швы из стали AHSS часто подвергаются чрезмерному нагреву поверхности (выталкиванию) и образованию горячих микротрещин, пористости и неадекватному сплавлению при выполнении одного прохода, используемого для HSLA. Критерии производительности, необходимые для безопасной и надежной обработки на заводе, как правило, не удовлетворяются хрупкими сварными швами, создаваемыми обычными методами однопроходной сварки внахлестку. Разрушение сварного шва во время заводской обработки может привести к остановке линии на относительно короткие (например, 1 час) или продолжительные (например, 1 день) периоды, в зависимости от местоположения и серьезности разрыва сварного шва.
Чтобы решить эту проблему, было предложено решение, в котором рулон «стрингера» из низкоуглеродистой стали марки HSLA помещается между двумя рулонами из AHSS (например, TRIP), так что сварной шов TRIP-to-TRIP заменяется более прочным и более надежные сварные швы HSLA-TRIP и TRIP-HSLA для непрямого соединения рулонов AHSS. В частности, хвостовой конец предыдущей катушки HSLA соединяется с головным концом катушки TRIP, а задний конец катушки TRIP соединяется с головным концом другой вставной катушки HSLA. Дополнительные трудозатраты и материалы, необходимые для реализации этого средства, снижают общую производительность и увеличивают расходы. Кроме того, такая процедура требует планирования и хранения запасов необходимых вставных катушек HSLA. Другие затраты включают дефекты качества из-за нестабильных условий обработки и повышенный износ оборудования.
Другим предлагаемым средством защиты от сварки AHSS является применение индукционного нагрева после сварки. Это альтернативное решение требует установки блока индукционного нагрева или отдельной станции, требующей капитальных вложений и значительного дополнительного времени на охлаждение сварного шва.
В соответствии с первым аспектом изобретения предложен способ шовной сварки листов усовершенствованной высокопрочной стали вместе. Соответствующие концевые части первого и второго листов из усовершенствованной высокопрочной стали размещены в перекрывающемся контакте друг с другом. Перекрывающиеся контактные концевые участки подвергаются первому проходу шовной сварки, включающей в себя сварочные электроды, работающие при приложенном токе первого прохода и давлении первого прохода и перемещающиеся относительно перекрывающихся концевых участков со скоростью каретки первого прохода. Первый проход сварки создает сварной шов, содержащий сварной шов, имеющий мартенситную фазу. Сварной шов подвергается второму проходу сварочного аппарата, при котором сварочные электроды работают при втором проходе, приложенном токе и втором проходе, и перемещаются относительно сварного шва с выбранной скоростью каретки второго прохода. для сплавления микротрещин, отверстий внахлестку и пористости в сварном шве, снятия напряжения в соединении и отпуска мартенситной фазы наггетса сварного шва и, таким образом, создания надежного сварного соединения, пригодного для непрерывной обработки.
Согласно второму аспекту изобретения предложен способ шовной сварки стальных листов друг с другом. Соответствующие концевые части первого и второго стальных листов помещают в перекрывающийся контакт друг с другом и подвергают первому проходу шовной сварки, содержащему сварочные электроды, работающие при приложенном токе первого прохода и давлении первого прохода и перемещаемые относительно друг друга. к перекрывающимся концевым частям со скоростью каретки первого прохода, чтобы образовался сварной шов. Затем сварной шов подвергается второму проходу сварщика шва, при котором сварочные электроды работают при приложенном токе второго прохода, который ниже, чем приложенный ток первого прохода, и при давлении второго прохода, равном или превышающем чем давление первого прохода, и при котором сварочные электроды перемещаются относительно сварного шва со скоростью каретки второго прохода, превышающей скорость сварки первого прохода для образования сварного соединения.
Третий аспект изобретения обеспечивает сварной шов усовершенствованных высокопрочных стальных листов, причем сварной шов имеет способность поглощения энергии, измеренную с помощью испытания на продавливание шариком ASTM 643-84, равную по меньшей мере 50% несваренной части усовершенствованной стали. Листы из высокопрочной стали, испытанные в идентичных условиях.
Четвертый аспект изобретения заключается в способе непрерывной обработки соединенных усовершенствованных высокопрочных стальных листов. Способ включает размещение соответствующих концевых частей первого и второго листов из усовершенствованной высокопрочной стали в контакте внахлест друг с другом и воздействие на эти концевые части внахлест первого прохода сварочного аппарата для шовной сварки, включающего сварочные электроды, работающие на приложенном токе первого прохода. и давление первого прохода и перемещение относительно перекрывающихся концевых частей со скоростью каретки первого прохода. Первый проход сварки создает сварной шов, содержащий сварной шов, имеющий мартенситную фазу. Сварной шов подвергается второму проходу сварочного аппарата, при котором сварочные электроды работают при втором проходе, приложенном токе и втором проходе, и перемещаются относительно сварного шва с выбранной скоростью каретки второго прохода. для сплавления микротрещин, отверстий внахлестку и пористости в сварном шве, снятия напряжения в соединении и отпуска мартенситной фазы наггетса сварного шва и, таким образом, создания надежного сварного соединения, пригодного для непрерывной обработки. Затем соединенные стальные листы подвергают непрерывному этапу обработки.
Пятый аспект изобретения относится к способу непрерывной обработки соединенных стальных листов. Способ включает размещение соответствующих концевых частей первого и второго стальных листов в контакте внахлест друг с другом и воздействие на эти концевые части внахлест первого прохода шовной сварочной машины, включающей в себя сварочные электроды, работающие при приложенном токе первого прохода и первом проходе. -проходное давление и перемещение относительно перекрывающихся концевых частей со скоростью каретки первого прохода. Первый проход сварки создает сварной шов, содержащий сварной шов, имеющий мартенситную фазу. Сварной шов подвергается второму проходу шовной сварки, при котором сварочные электроды работают при приложенном токе второго прохода, который ниже, чем приложенный ток первого прохода, и при давлении второго прохода, равном или превышающем давление первого прохода и при котором сварочные электроды перемещаются относительно сварного шва со скоростью каретки второго прохода, превышающей скорость сварки первого прохода для образования сварного соединения. Условия второго прохода выбираются для сплавления микротрещин, отверстий внахлестку и пористости в сварном шве, снятия напряжения в соединении и отпуска мартенситной фазы наггетса сварного шва и, таким образом, создания надежного сварного соединения, подходящего для непрерывной обработки. Затем соединенные стальные листы подвергают непрерывному этапу обработки.
Другие аспекты изобретения станут более очевидными после рассмотрения подробного описания примерных вариантов осуществления и примерных способов изобретения, описанных ниже, и прилагаемых чертежей.
Прилагаемые чертежи включены в спецификацию и составляют ее часть. Чертежи вместе с приведенным выше общим описанием и приведенным ниже подробным описанием примерных вариантов осуществления и способов служат для пояснения принципов изобретения. В таком рисунке:
РИС. 1 представляет собой блок-схему процесса согласно варианту осуществления изобретения; и
РИС. 2 представляет собой схематическое изображение аппарата для сварки внахлестку, подходящего для использования с настоящим изобретением.
Теперь будет сделана подробная ссылка на приведенные в качестве примера варианты осуществления и способы изобретения, как показано на прилагаемом чертеже. Однако следует отметить, что изобретение в его более широких аспектах не ограничено конкретными деталями, репрезентативными устройствами и способами, а также иллюстративными примерами, показанными и описанными в этом разделе в связи с иллюстративными вариантами осуществления и способами. Изобретение в соответствии с его различными аспектами особенно указано и четко заявлено в прилагаемой формуле изобретения, прочитанной с учетом этого описания, и соответствующих эквивалентов.
Следует отметить, что, как используется в описании и прилагаемой формуле изобретения, формы единственного числа «a», «an» и «the» включают ссылки на множественное число, если контекст явно не требует иного.
Вариант осуществления настоящего изобретения обеспечивает технологию двухпроходной сварки внахлестку для сварки усовершенствованных высокопрочных сталей («AHSS»). AHSS — это многофазные стали, содержащие микроструктуры феррита, мартезита, бейнита и/или остаточного аустенита в количествах, достаточных для воздействия на механические свойства стали. AHSS обладают высокими свойствами деформационного упрочнения, что обеспечивает превосходное сочетание высокой прочности и высокой формуемости. AHSS также обладают эффектом прокаливания, то есть увеличением предела текучести в результате старения при повышенной температуре после предварительной деформации. AHSS обычно можно получить, добавляя марганец, кремний и алюминий и/или хром для повышения прокаливаемости, а также контролируя скорость охлаждения аустенита или фазы аустенита и феррита. Категории AHSS описаны в Разделе 1 Международного института чугуна и стали (AISI) «Руководство по применению усовершенствованной высокопрочной стали (AHSS)», версия 3, сентябрь 2006 г., раскрытие которого включено в настоящий документ посредством ссылки. Руководящие принципы обычно определяют различные категории AHSS следующим образом:
1. Двухфазная (ДФ) сталь содержит ферритную матрицу, содержащую твердую мартенситную вторую фазу в виде островков. Стали DP производятся путем контролируемого охлаждения из аустенитной фазы или из двухфазной фазы феррита и аустенита, чтобы преобразовать часть аустенита в феррит, прежде чем быстрое охлаждение превратит оставшийся аустенит в мартенсит. Углерод упрочняет мартенсит, как и кремний и фосфор. Марганец, хром, молибден, ванадий и никель можно добавлять по отдельности или в комбинации для повышения прокаливаемости. Как правило, стали DP имеют предел прочности при растяжении от примерно 500 МПа до примерно 1000 МПа.
2. Пластичность, вызванная трансформацией (TRIP) Сталь содержит аустенит, встроенный в первичную матрицу из феррита, а также мартенсит, бейнит и остаточный аустенит в различных количествах. TRIP-стали обычно требуют использования изотермической выдержки при промежуточной температуре, что приводит к образованию некоторого количества бейнита. . Кремний и/или алюминий обычно присутствуют для ускорения образования феррита/бейнита. Стали TRIP обычно имеют предел прочности при растяжении от примерно 600 МПа до примерно 800 МПа.
3. Стали с комплексной фазой (CP) содержат небольшое количество мартенсита, остаточного аустенита и перлита с ферритно-бейнитной матрицей. Микролегирующие элементы, такие как Ti и Cb, предпочтительны для измельчения зерна. CP стали обычно имеют предел прочности при растяжении около 800 МПа или выше, например, от около 800 до около 1000 МПа.
4. Мартенситные стали (МС) образуются во время закалки или охлаждения путем превращения аустенита в мартенсит. Стали MS характеризуются мартенситной матрицей, содержащей небольшое количество феррита и/или бейнита. Марганец, кремний, хром, молибден, бор, ванадий и никель могут использоваться в различных сочетаниях для повышения прокаливаемости. Стали MS обычно имеют предел прочности при растяжении от примерно 900 МПа до примерно 1700 МПа.
AHSS отличаются от обычных высокопрочных сталей (HSS) тем, что последние представляют собой однофазные ферритные стали. Категории обычных сталей: низкоуглеродистые (LC), прокаливаемые (BH), упрочненные твердым раствором (SSS) и высокопрочные низколегированные (HSLA) стали.
AHSS, для которого подходит настоящее изобретение, имеет большую прочность на растяжение, чем у HSS. Минимальная прочность на растяжение может составлять, например, 500 МПа. Примеры усовершенствованных высокопрочных сталей, для которых варианты осуществления изобретения были бы особенно полезным инструментом, раскрыты в публикации заявки на патент США № 2006/0124907 (заявка № 10/542,393) Takada et al. и публикации заявки на патент США № 2007/0071997 (заявка № 10/557,263) на имя Goto et al., полное раскрытие которых включено в настоящее описание посредством ссылки.
Как правило, процесс в соответствии с примерным вариантом осуществления изобретения включает размещение первой и второй концевых частей листа из AHSS в контакте внахлест друг с другом и выполнение операции многопроходной сварки этих концевых частей внахлест. Обращаясь, в частности, к фиг. 1, этот вариант осуществления включает подачу 10 первого листа AHSS в технологическую линию для размещения хвостового конца первого листа в сварочном аппарате. Затем разматывается второй лист AHSS 12 с рулона и подается на технологическую линию, а его передний конец 14 перекрывается задним концом первого листа. Термин «листы» охватывает различные подложки, включая полосы. ИНЖИР. 2 показан вид сбоку в разрезе первой и второй перекрывающихся концевых частей 30 , 32 первого и второго листов из стали марки AHSS, контактирующих друг с другом. Следует понимать, что впоследствии в непрерывный процесс могут быть введены дополнительные листы и последовательно соединены. Например, передний конец третьего листа AHSS может быть перекрыт и соединен с задним концом второго листа после соединения первого и второго листов и так далее. В случае, если второй лист лишь частично размотан перед соединением с первым листом, после сварки второй лист будет продолжать разматываться с рулона до тех пор, пока его задний конец не будет открыт для соединения с передним концом третьего листа. лист.
Участки поверхности первого и второго листов располагаются в прямом контакте поверхность к поверхности друг с другом для создания перекрывающихся концевых частей. Зажимы (не показаны) закрепляют заданную длину перекрывающихся концов полос, чтобы избежать взаимного перемещения и смещения стальных листов. Зажимы могут иметь, например, вставки из латуни или тефлона®, используемые для увеличения трения между зажимом и поверхностью полосы и обеспечения лучшего захвата. Как хорошо известно в данной области техники, листы AHSS могут быть снабжены петлями или провисанием на противоположных сторонах зажимов для уменьшения или устранения проскальзывания внахлестку.
Чтобы получить сварной шов, имеющий относительно однородную ширину, может быть желательно обеспечить компенсацию перекрытия, при этом из-за тепловых эффектов и проскальзывания во время обработки сварки конечная сторона может быть обеспечена с немного большим перекрытием, чем начальная сторона. Компенсация перекрытия известна в технике. Хотя это и не ограничивается особым образом, размер нахлеста для процесса сварки внахлестку составляет, например, более чем в 1-1,5 раза большую толщину листа, например, нахлест 3,0 мм для толщины стального листа 1,5 мм. Размер нахлеста при сварке внахлестку обычно меньше, чем при сварке внахлестку, например, в 1-1,5 раза больше толщины листа, например, 2,0 мм внахлест для стального листа толщиной 1,5 мм.
Перекрывающиеся концевые части первого и второго листов AHSS выравниваются 16 с помощью сварочного аппарата. Следует понимать, что при осуществлении настоящего изобретения может быть использован широкий выбор сварочных аппаратов, способных выполнять многопроходную, особенно двухпроходную операцию. Например, настоящее изобретение может применяться на сварочных аппаратах для сварки швов типа С, аппаратах для сварки внахлестку и аппаратах для сварки с узкими нахлестами. Примеры производителей подходящих сварочных аппаратов включают Taylor-Winfield Corp. (США), Hugo Miebach GmBH (Германия), Seimens VAI (Германия) и Mitsubishi Electric (Япония). Пример сварочного аппарата, адаптированного для использования в способе, воплощенном в настоящем документе, раскрыт в патенте США No. № 3 564 189, раскрытие которого включено в настоящее описание посредством ссылки. Сварочный аппарат может быть оснащен автоматизированной системой, например, программируемым логическим контроллером (ПЛК) для автоматического управления движением и синхронизацией сварочного аппарата.
Возвращаясь к фиг. 2, сварочный аппарат может содержать первый электрод 34 , выровненный, как правило, вертикально, с противоположным вторым электродом 36 для соответствующего зацепления противоположных сторон перекрывающихся концевых частей. Электроды 34 , 36 могут быть выполнены, например, в виде роликов или колес. Сварочные круги обычно имеют диаметры в диапазоне от примерно 6 дюймов до примерно 30 дюймов и ширину от примерно 1/8 дюйма до примерно 1 дюйма. Сварочные круги могут быть изготовлены из меди RWMA класса II или RWMA класса III и могут иметь окружной профиль, который может быть плоским или иметь форму усеченного конуса. Сварочные круги могут быть с водяным или воздушным охлаждением. Следует понимать, что изобретение не обязательно ограничивается такими размерами, материалами и вариантами осуществления. Электроды установлены на опорах 38 , 40 , такие как вертикально взаимные стержни. Опоры 38 , 40 установлены на тележке 42 , которая подвижна относительно перекрывающихся концевых частей для выполнения операции сварки. Как правило, каретка перемещает электроды относительно перекрывающихся концевых частей в направлении, поперечном направлению движения стальных листов. Электроды подключаются к противоположным клеммам источника питания 44 , например, обмотки сварочного трансформатора. Сварочный аппарат может работать в режиме переменного тока (AC) или в режиме постоянного тока средней частоты (MFDC).
Предпочтительно, чтобы электроды или сварочные круги были чистыми и геометрически близкими к исходному профилю машины перед первым проходом сварки. Также перед первым проходом сварки оператор может выбрать вариант предварительной шлифовки или обжатия листов AHSS. Во время первого прохода сварочного аппарата 18 сварочные электроды работают при подаче тока первого прохода и давлении первого прохода. Сварочные электроды перемещаются относительно перекрывающихся концевых частей со скоростью каретки первого прохода. Прохождение электрического тока между электродами и через перекрывающийся металл сплавляет перекрывающиеся концевые части, образуя сварной шов, имеющий сварной шов, содержащий мартенситную фазу. Как упоминается в данном документе, термин «относительное» перемещение включает перемещение сварочных электродов при сохранении неподвижными перекрывающихся концевых частей (или сварного шва во втором проходе) или перемещение перекрывающихся концевых частей (или сварного шва во втором проходе). при удержании сварочных электродов в неподвижном состоянии или перемещении как сварочных электродов, так и перекрывающихся концевых частей (или сварного шва во втором проходе). Оба прохода сварки могут быть полностью автоматизированы.
Опционально этап пост-шлифовки 20 может выполняться одновременно с первым сварочным проходом или сразу после него. Рифленые ролики, установленные на каретке на одной линии с электродами, соответственно зацепляют сварной шов с противоположных сторон, оказывая давление на сварной шов. Последующая шлифовка после первого прохода может привести к улучшению гладкости и/или уменьшению толщины сварного шва для более точного приближения к толщине отдельных стальных листов. Последующее шлифование также снимает часть остаточного напряжения в соединении и заплавляет микротрещины в зоне сварки. Как правило, технология сварки внахлестку, включающая стадию последующей шлифовки, известна в данной области техники как технология сварки внахлестку. Толщина сварного шва может быть уменьшена, например, примерно до 110% от толщины отдельных листов. Уменьшение толщины сварного шва до толщины листов или равной ей позволяет равномерно распределить сварочный ток во втором проходе по сварному шву. Без последующей шлифовки сварочные круги могут давать задиры из-за искрения между электродами и поверхностью нешлифованного сварного шва. Давление после выравнивания может быть, например, в 1,2-2 раза больше, чем давление сварочного круга.
После первого прохода каретка возвращается 22 на начальную сторону сварного шва. Обратный путь идентичен первому проходу, хотя и противоположен по направлению. Каретка следует за сварным швом на обратном пути, но находится в режиме холостого хода и электроды не контактируют со сварным швом. Каретку можно вернуть в исходное (исходное) положение на максимальной скорости, чтобы сократить общее время сварки. Этап возврата является предпочтительным, поскольку температурный градиент от первого прохода таков, что исходный конец сварного шва, с которого начинается первый проход, относительно холоднее, чем противоположный конец сварного шва, на котором будет закончен первый проход. жарче. Было обнаружено, что качество сварного соединения улучшается, если второй проход начинать с исходного конца, чтобы иметь возможность поддерживать температурный профиль, созданный первым проходом. Однако в рамках изобретения можно исключить этап возврата и начать второй проход в конце сварного шва, на котором закончился первый проход сварки.
Затем сварной шов подвергается второму проходу с помощью устройства для сварки швов 24 , опять же с автоматическим управлением. Второй проход обычно дублирует путь первого прохода вдоль сварного шва. Зажимы остаются закрытыми в течение двух проходов сварки, чтобы гарантировать, что второй проход проходит над сварным швом, чтобы воспроизвести путь, пройденный во время первого прохода. Во время второго прохода сварочные электроды работают при приложенном токе второго прохода и давлении второго прохода, и сварочные электроды перемещаются относительно сварного шва со скоростью второго прохода. Режимы работы второго прохода могут быть выбраны для проплавления микротрещин, раскрытий внахлестку и пористости в шве, для снятия остаточных напряжений в соединении, для отпуска мартенситной фазы наплавки, образовавшейся в первом проходе, для снижения хрупкости. и снятие остаточных напряжений в соединении, а также сокращение времени цикла. По сравнению с первым проходом сварки параметры сварки для второго прохода предпочтительно характеризуются одним или несколькими из следующих признаков: снижение сварочного тока примерно на 20-80% (например, 50%), такое же или более высокое (например, до на 5 % выше) давление сварочной головки и около 100 % или более скорости каретки по отношению к скорости первого прохода.
Необязательно, второму проходу предшествует этап предварительного полирования и/или за ним следует этап постшлифования 26 , который может быть выполнен, как описано выше в отношении этапа 20 .
Преимущество выполнения операции многопроходной сварки, как описано здесь, заключается в том, что общее распределение микротвердости по сварному соединению является более равномерным от основного материала, через зону термического влияния и до сварного шва. Плавный переход микротвердости в шве повышает работоспособность соединения за счет устранения слабых мест поперек шва и равномерного распределения нагрузки в соединении. Кроме того, прочность сварного шва повышается за счет отпуска мартенсита, образовавшегося при первом проходе.
Соединенные листы AHSS могут быть обработаны на линии и свернуты на этапе 28 . Типичная длина рулона варьируется от 3000 футов до 7000 футов, в зависимости от его толщины. Описанные здесь операции процесса шовной сварки могут использоваться на различных сварочных машинах для сварки внахлестку, внахлестку, внахлестку и в узкую нахлестку от различных производителей. Непрерывная производственная линия, на которой обрабатываются соединенные листы из стали AHSS, может включать, например, горячее цинкование погружением, электроцинкование, цинкование, непрерывный отжиг, лужение, навивку рулонов, подготовку и контроль, обрезку боковых сторон, хромирование. гальваническое покрытие и другие операции по нанесению покрытий или непрерывная обработка. Метод двухпроходной шовной сварки может применяться в различных отраслях промышленности, включая, помимо прочего, производство стали, автомобилестроение, металлообработку, производство листового металла, строительство и т. д.
Желательно, чтобы полученный сварной шов имел способность поглощения энергии, измеренную на готовом шве с помощью испытания на продавливание шариком ASTM 643-84, по меньшей мере 50% способности поглощения энергии тела (то есть несваренная часть ) из передового высокопрочного стального листа. Способность поглощать энергию может составлять по меньшей мере 70% или достигать 80% или более, чем способность поглощать энергию несваренной части усовершенствованных высокопрочных стальных листов, испытанных в идентичных условиях. Сравнительные испытания могут быть проведены на исходном листе из нержавеющей стали, то есть либо на стальном листе до его введения в процесс сварки, либо на листе из нержавеющей стали той же марки и толщины, который не подвергался сварному соединению.
Возвращаясь к первому проходу сварки этапа 18 , подаваемый ток, давление сварочной головки и выбранная скорость каретки зависят от толщины и состава листа AHSS и взаимозависимы друг от друга. Ниже в Таблице I приведены примеры подходящих параметров процесса для ТРИП-стали различной толщины. Как правило, первый проход, выполняемый на перекрывающихся концевых участках листов AHSS заданной толщины, требует более низкого сварочного тока, большего давления на сварочную головку и меньшей скорости каретки, чем требуется для получения сравнимой способности поглощения энергии для стального листа HSLA одинаковой толщины, сваренного с использованием обычный однопроходный процесс. Как указано здесь, сравнимая способность к поглощению энергии измеряется с использованием вышеупомянутого теста на удар шаром ASTM 643-84. Например, для достижения поглощения энергии (измеряемого с помощью испытания на продавливание шариком ASTM 643-84) в сварном соединении перекрывающихся листов из AHSS толщиной 1 мм, которое составляет не менее 50 % от способности поглощения энергии корпусом листа из AHSS, первый проход сварки должен выполняться при более низком приложенном токе, большем давлении на сварочную головку и меньшей скорости каретки, чем требуется в однопроходном обычном процессе для достижения поглощения энергии в сварном шве перекрывающихся листов HSLA толщиной 1 мм. это составляет не менее 50% способности поглощения энергии листового тела HSLA.
Описанный здесь процесс улучшает качество стали, обрабатываемой на линии, за счет обеспечения непрерывных и стабильных условий обработки. Кроме того, реализованный процесс также повышает производительность линии за счет отказа от вставных змеевиков с низким содержанием углерода для соединения змеевиков из AHSS. Другие преимущества иллюстративных вариантов осуществления настоящего изобретения включают в себя снижение затрат на транспортировку рулонов, уменьшение складских запасов рулонов, увеличение доступности линии, высокую эффективность последующей обработки и гибкое планирование рулонов. Кроме того, существующие производственные линии могут быть модифицированы для применения примерного варианта осуществления с небольшими капитальными вложениями или без них.
Следует понимать, что, хотя рулоны с низким содержанием углерода могут быть исключены, в объем изобретения входит сварка рулонов из AHSS разного калибра друг с другом. Например, толщина стальных листов может быть одинаковой или отличаться друг от друга, например, на 0,2 мм, и каждая из них может находиться в диапазоне от примерно 0,5 мм до примерно 3,0 мм. В объем изобретения также входит сварка листов стали AHSS различного состава (марки) друг с другом.
В Таблице 1 представлены параметры примерных операций двухпроходной сварки, выполненных на различных калибрах оцинкованной стали марки TRIP из высокопрочной стали (предел прочности на растяжение 780 МПа) в соответствии с вариантами осуществления настоящего изобретения.
| TABLE 1 | ||||||||
| First Weld Pass | Second Weld Pass | |||||||
| 1 st | 2 nd | Current | Current | |||||
| Coil | Coil | (Pri- | Pres- | (Pri- | Pres- | |||
| Датчик | Датчик | Мэри | Скорость | Конечно | Мэри | Скорость | Конечно | |
| Пример. | (inch) | (inch) | Amps) | (imp) | (psi) | Amps) | (ipm) | (psi) |
| 1 | 0.039 | 0,039 | 760 | 120 | 80 | 350 | 300 | 80 |
| 2 | 0.047 | 0.047 | 760 | 120 | 80 | 350 | 300 | 80 |
| 3 | 0.055 | 0.055 | 760 | 90 | 85 | 400 | 300 | 90 |
| 4 | 0.063 | 0.063 | 760 | 90 | 85 | 400 | 300 | 90 |
| 5 | 0.071 | 0.071 | 760 | 80 | 90 | 400 | 300 | 90 |
| 6 | 0. 079 | 0.079 | 760 | 80 | 90 | 400 | 300 | 90 |
. 7 из оцинкованной стали марки TRIP (предел прочности при растяжении 780 МПа) подвергали двухпроходной технологии с использованием параметров, указанных ниже в таблице 2, и операций, описанных в данном документе.
| TABLE 2 | ||||||
| Comparative | Example 7 | |||||
| Example A (HSLA) | (AHSS) | % Change | ||||
| Калибр (дюйм) | 0,055 | 0,055 | ||||
| Перекрытие (дюйм) | 0,1875 | 0,1875 | 0,1875 | 0,1875 | 9969996999699969996999699969996996999699699969969996999699979н. 0269 | |
| Current (primary | 870 | 760 | 13% reduction | |||
| amps) | ||||||
| Speed (ipm) | 230 | 90 | 61% reduction | |||
| Pressure (psi) | 60 | 85 | 42% increase | |||
| Second Pass | ||||||
| Current (primary | N/A | 400 | N/A | |||
| amps) | ||||||
| Speed (ipm) | N/A | 300 | N/A | |||
| Pressure (psi) | N/A | 90 | Н/Д | |||
Для определения характеристик сварного соединения примера 7 при механической нагрузке использовали испытание на продавливание шариком. Испытание (ASTM 643-84) вызывало комбинированные изгибающие и растягивающие нагрузки на сварной шов до разрушения. В частности, тестер с шариковым пробойником измеряет пиковую нагрузку при разрушении соединения с помощью тензодатчика. Смещение плунжера при выходе из строя также регистрируется датчиком перемещения. Комбинация двух показаний дает оценку энергии, поглощаемой сварным швом до разрушения. Все показания являются средними по крайней мере 5 испытаниям вдоль сварного шва.
| TABLE 3 | |||||||||||||||||||||
| Estimated | |||||||||||||||||||||
| Thickness | Peak load | Displacement | Energy Absorbed | ||||||||||||||||||
| Steel Sample | (inch) | ( | (дюйм) | (фунт-дюйм) | |||||||||||||||||
| AHSS WELD | |||||||||||||||||||||
| AHSS WELD | 9079. | . | . | . | . | . | . | ||||||||||||||
| AHSS | |||||||||||||||||||||
| 0.286 | 2357 | ||||||||||||||||||||
| Joint | |||||||||||||||||||||
| AHSS parent/- | 0.078″ | 10950 | 0.302 | 3307 | |||||||||||||||||
| body | |||||||||||||||||||||
Энергия, поглощаемая сварным швом до разрушения, составляла не менее 50 процентов (фактически 71,26 процента) энергии, поглощаемой основным материалом при аналогичных условиях испытаний.
Специалисты в данной области легко поймут дополнительные преимущества и модификации. Следовательно, изобретение в его более широких аспектах не ограничено конкретными деталями, репрезентативными устройствами и способами, а также иллюстративными примерами, показанными и описанными. Соответственно, могут быть сделаны отступления от таких деталей, не отступая от духа или объема общей идеи изобретения, как определено прилагаемой формулой изобретения и ее эквивалентами.
Автономные чиллеры
Сварщики сопротивления жаждутСварщики сопротивления, давно известные как водяные кабаны, широко используются на заводах, производящих изделия из листового металла и проволоки. Подкатегории процесса контактной сварки включают точечную сварку, рельефную сварку, шовную сварку, стыковую сварку и сварку оплавлением.
Достаточный поток охлаждающей воды является одним из наиболее важных параметров процесса контактной сварки, и обычному аппарату требуется от 2 до 3 галлонов воды в минуту на контур охлаждения.
Поскольку на машину часто приходится несколько параллельных контуров, общий требуемый расход воды может быть значительным. Например, потребность в водяном охлаждении автоматических аппаратов для контактной сварки с несколькими горелками специальной конструкции с несколькими трансформаторами и наконечниками может легко составлять от 10 до 20 галлонов в минуту (рис. 1 и 2).
Рис.
1: Крупные машины для точечной сварки сопротивлением специальной конструкции, такие как этот 46-пистолетный аппарат T. J. Snow для сварки каркасов автомобильных сидений проволокой, требуют огромного объема воды для охлаждения компонентов. Визуальные индикаторы расхода, расположенные вдоль верхней части рамы машины, облегчают балансировку контуров водяного охлаждения.
Рис. 2. Многогорелочные аппараты для точечной сварки потребляют большое количество охлаждающей воды. Синие водяные шланги используются для того, чтобы отличить холодную входящую воду от контуров «выходящей воды», представленных красными шлангами.
Дни обильной и недорогой воды прошли
В прошлом заводы часто подключали сварочные аппараты сопротивления к городскому водоснабжению и никогда не задумывались об этом. Однако, поскольку дни обильной и дешевой городской воды прошли, а плата за канализацию часто значительна, автономные рециркуляторы воды и чиллеры стали популярным вариантом.
Когда чиллер заменяет растрачиваемую впустую городскую воду, окупаемость может составлять всего год.
Источники тепла в процессе сварки
В процессе контактной сварки используется множество генераторов тепла, начиная с большого трансформатора, обычно расположенного внутри рамы машины, который генерирует тепло внутри, поскольку он преобразует входящее линейное напряжение и ток в высокая вторичная сила тока, используемая для сварки.
Медные водопроводные трубы малого диаметра обычно встроены в сердечник трансформатора, и обычно имеется не менее двух других контуров для охлаждения секции высоковольтного контактора блока управления сварочным аппаратом.
Для некоторых применений контактной сварки, особенно для точечной сварки алюминия, требуется до 100 000 ампер вторичной обмотки для выделения достаточного локального тепла для сплавления металла за счет сопротивления материала в месте соединения.
Дополнительное тепло вырабатывается в больших медных проводниках «вторичного контура» сварочного аппарата. Конечным источником тепла в процессе контактной сварки, который сложнее всего охладить, являются электроды, контактирующие со свариваемым материалом.
Хранение воды вызывает проблемы с охлаждением и качеством
Водонапорные башни, установленные на крыше, долгое время были наиболее распространенным способом снабжения охлаждающей водой сварочных аппаратов, но они создают уникальный набор проблем, в том числе непостоянную температуру технологической воды из-за различных температур. температуры окружающего воздуха.
Кроме того, грязь и другие загрязнения могут вызвать проблемы, например, у японского производителя автомобильных запчастей в Кентукки, который посадил вишневые деревья вокруг своего здания. Деревья были прекрасны, когда цвели каждую весну, но градирня забилась облаком цветов, которые попали в систему.
Еще одна причина, по которой градирня не рекомендуется для использования с аппаратами точечной сварки, заключается в том, что поток воды часто недостаточен, поскольку производительность насоса центральной системы редко увеличивается при установке дополнительного оборудования с водяным охлаждением.
На других заводах используется колодезная вода или большие рециркуляционные резервуары-накопители, иногда охлаждаемые радиаторами или даже многочисленными мешками со льдом, но автономный водяной охладитель намного лучше, особенно если его размер соответствует применению (рис. 3).
Рисунок 3. Этот автономный рециркулятор воды с воздушным охлаждением и чиллер MTA модели TAEevo грузоподъемностью 1 тонна идеально подходит для использования с этой машиной контактной точечной сварки прессового типа мощностью 100 кВА.
Хотя колодезную воду часто считают «бесплатной», содержащиеся в ней минералы обычно засоряют контуры водяного охлаждения сварщика малого диаметра. Кроме того, колодезная вода часто слишком холодная для применения.
Хотя здравый смысл подсказывает, что охлаждающая вода для контактных сварщиков должна быть как можно более холодной, конденсация быстро становится проблемой, когда преобладающая точка росы, температура, при которой происходит конденсация водяного пара, выше температуры технологической воды.
Поскольку температура точки росы выше 70°F является обычным явлением в летние месяцы, чиллеры должны быть настроены таким образом, чтобы избежать внутреннего «запотевания» сварочного трансформатора, что в конечном итоге приведет к его короткому замыканию. Также следует избегать образования луж воды у ног оператора из-за стекания конденсата с электрододержателей.
Для решения проблемы конденсации некоторые чиллеры, выпускаемые в настоящее время, включают функцию автоматической компенсации точки росы, что настоятельно рекомендуется.
Влияние расхода воды на сварку
Когда речь идет об отводе тепла, выделяемого в процессе сварки сопротивлением, расход воды часто считается более важным, чем температура. Поэтому особенно важно выбрать чиллер с насосом подходящего размера и отвесить систему, чтобы свести к минимуму или устранить давление напора, вызванное водопроводом в потолке.
В идеале чиллер можно подключить только к одному аппарату контактной сварки (рис. 4) или к группе аналогичных аппаратов, расположенных близко друг к другу, и провести линии по полу (рис. 5).
Рис. 4. Этот аппарат для точечной сварки T. J. Snow с двумя пистолетами охлаждается специальным автономным рециркулятором воды с воздушным охлаждением и чиллером MTA модели TAEevo весом 1 тонна.
Рис. 5. Автономные охладители часто подключаются к нескольким аппаратам контактной точечной сварки, расположенным рядом друг с другом в рабочей ячейке. Обратите внимание на два разных типа водяных коллекторов и визуальные индикаторы потока, используемые для балансировки потока в нескольких контурах охлаждения.
Расчет холодопроизводительности
Выбор надлежащей холодопроизводительности чиллера, используемого с аппаратами контактной сварки, не всегда является точной наукой, поскольку сварочный аппарат или группа сварочных аппаратов, подлежащих охлаждению, могут работать не все время. Хорошее эмпирическое правило, которое работало на протяжении многих лет, заключается в том, чтобы указывать одну тонну холода на каждые 100 кВА сварочной мощности.
Большой встроенный резервуар-накопитель, служащий «тепловым маховиком», помогает предотвратить короткие циклы, а система с двумя компрессорами, если она доступна, позволяет автоматически отключать одну сторону, когда в ней нет необходимости.
Экономия воды — ключ к успеху
В связи с продолжающейся засухой во многих частях мира покупка автономного чиллера для сварочного аппарата — это, пожалуй, один из способов спасти мир.
По крайней мере, установка чиллера должна улучшить ваш процесс и сэкономить деньги.
| Компания Тома Сноу и Ти Джей Сноу | |
Том Сноу является генеральным директором T. Являясь дистрибьютором MTA и Koolant Koolers, компания расширила продажи чиллеров для многих применений, не связанных со сваркой. Компания T. J. Snow, известная своим большим ассортиментом различных моделей, часто может отправить чиллер в день получения заказа. Компания продавала чиллеры в Соединенных Штатах и в нескольких зарубежных странах. | |
| Для получения дополнительной информации посетите сайт www.industrialwaterchiller.com |
За дополнительной информацией обращайтесь к Тому Сноу, генеральному директору T.J. Snow Company, тел.: (423) 308-3165, электронная почта: [email protected] или посетите сайт www.tjsnow.com .
Чтобы узнать больше о Water Savings , посетите www.coolingbestpractices.com/system-assessments/water-savings .
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧЕЙ СОПРОТИВНОЙ ШВОВОЙ СВАРКОЙ · PDF файл 2017. 9. 28. · Главной особенностью этой части линии является линейный манипулятор с 14 захватами, который
JET 21
JET Том 9 (2016) с. 21-34 Выпуск 4, декабрь 2016 г.
Тип изделия 1.01 www.fe.um.si/en/jet.html
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧИ СОПРОТИВНОЙ ШВОВОЙ СВАРКОЙ
НАПРАВА ЗА ИЗДЕЛИЕ ПЕЧИЦ
С УПОРОВНИМ КОЛУТНИМ ВАРЬЕНЬЕМ Здравко ПраунсейсР, Сеудин Софтич 1
Ключевые слова: сварка сопротивлением, шовная сварка, печная линия ФС16, линия автоматизации
Аннотация В отраслях, требующих одновременно большой производительности и высокой надежности, необходимо потратить много времени на различные исследования и выбрать правильное оборудование для желаемого продукта.
При проектировании автоматизированной линии по производству печей ФС16 мы столкнулись с
множество задач, потому что мы использовали оборудование, которое в основном неизвестно в нашей среде. В
В данной статье описано основное устройство контактной шовной сварки. Различные формы сварных швов
также описаны.Само устройство будет играть огромную роль в работе линии; следовательно, это было очень точно построен и спроектирован.
Повзетек В промышленности, кьер се захтева велика продуктивность в крати велика занеслживость изделий, е треба вложити великое время в разне штудии в изготовлении устно опремо за строительство цилиндра изделия. При проектировании автоматическая линия для производства машины FS16 smo se srečali z najrazličnejšimi izzivi, saj smo uporabili opremo, ki je v našem okolju še neznana. V članku je opisana naправа za упорно kolutno varjenje in различные косые зваров.
Направа има помембно vlogo при делованью деловне линии, zato je natančno oblikovana in konstruirana.
R Автор, ответственный за переписку: Здравко Праунсейс, Факультет энергетических технологий, Мариборский университет, тел.: +386 70 286 719, Почтовый адрес: Hočevarjev trg 1, Кршко, Словения, адрес электронной почты: [email protected]
1 Gorenje d.d., Partizanska 12, Velenje, Словения
22 JET
JET Том. 9 (2016) Выпуск 4
Здравко Праунсейс, Сеудин Софтич
2 Zdravko Praunseis, Seudin Softić JET Vol. 9 (2016) Выпуск 4
———-
1 ВВЕДЕНИЕ
Таким образом, необходимо сделать гипотезы, прежде чем мы начнем проектирование, и попытаться подтвердить или отвергнуть их. Целью этой магистерской диссертации также является общая демонстрация сварки. стальных конструкций и факторы, влияющие на качество сварного соединения. Теоретическая Затем базовые знания демонстрируются на самом устройстве для шовной сварки. За качество проектирование устройства, необходимо много различных знаний. Основные факторы дизайна и реализовать сварные соединения: характеристики стали, виды нагрузок, различные виды сварка, добавление материалов и т.
д. Соответствующий выбор оборудования и процедуры сварки
является основным фактором. Регулярное техническое обслуживание необходимо для обеспечения долгой работы устройства
без проблем. Наибольшее внимание уделяется охлаждению электродов, блока управления и
трансформатор. Из-за очень большого тока, протекающего через эти элементы,
нагрузки огромные. Они должны быть окружены охлаждающей жидкостью. Необходимо следить за тем, чтобы не
для образования конденсата в этих элементах.2 ЭКСПЕРИМЕНТ И РЕЗУЛЬТАТЫ
Сварку осуществляют по двум стыкам в местах нахлеста пластин U-образного обхвата и потолка на несколько миллиметров [6].
Рисунок 1: Эскиз сварки
Потолки сняты со специально модифицированного транспортера с манипулятором с пневмоприводом захвата, и они дополнительно позиционируются на специальном узле по осям X,Y.
Потолки затем доставляются на поворотный блок, где они устанавливаются на боковые сальники и вакуум зажат. U-образная окружность загружается линейным манипулятором (двумерным манипулятор с несколькими последовательными захватами).
Робот переносит U-образные окружности с
пневматический захват от U-гибочной станции до места входа линейного манипулятора, [4].Потолок духовки
U-образная окружность
Устройство для сварки швов
JET 23
Устройство для изготовления печей контактной шовной сваркой Устройство для изготовления печей контактной шовной сваркой 3
———-
3
Рисунок 2: План станции.
Гибочное устройство
Линейный манипулятор
Сварка потолка печи станция
Робот с захватом для U-образная окружность
Робот для потолка духовки захват
U-образный вход
24 JET
JET Том. 9 (2016) Выпуск 4
Здравко Праунсейс, Сеудин Софтич
4 Zdravko Praunseis, Seudin Softić JET Vol. 9 (2016) Выпуск 4
———-
Линия состоит из четырех основных соединительных сегментов:
U-образное образование,
сборка и сварка печи,
изготовление задней части печи,
транспортная система.
В начале линии находится разматывающая станция с подъемным устройством для рулона листа. После станция правки и резки – это станция хранения раскроенных листов, что обеспечивает гладкую работа линии во время смены рулона листа.
После этого идет станция смазки резаных листов и сервировочный узел, передающий листы далее на прессах, содержащих инструменты для просверливания отверстий, а затем на конвейере. U-образная станция находится в конце.
Робот передает U-образную окружность захватом на составную и свариваемую деталь линии. Главной особенностью этой части линии является линейный манипулятор с 14 захватами, который одновременно перемещают печи с одной станции на другую. В этой части линии имеются участки для сварки и формовки различных деталей печного агрегата. В конце той части линии привариваются носители для эмалирования. В самом конце линии сварки находится представляет собой агрегат для автоматической сборки и сварки печи и передней части, где робот с пневматический захват перемещает передние концы из контейнера для хранения линии.
Набор станций
для изготовления затылков служит для изготовления многих вариантов обрезных затылков и
формы. Задние части доставляются с конвейеров-накопителей и робота с пневматическим приводом.
захват на сварочную станцию. Сварочные агрегаты, разработанные по индивидуальному заказу, выполняют точечную сварку корпуса
печь с передними концами, [4].ДЖЕТ 25
Устройство для изготовления печей контактной шовной сваркой
Устройство для изготовления печей контактной шовной сваркой 5
———-
5
Станция для сварки потолков имеет следующие основные характеристики:
Рисунок 3: Конечная станция для сварки потолка печи
Шовная сварка форколпачок
Стационарная сварка Корпус
Монтажные блоки
Качающийся стол
Пневматический клапан Терминал
Энергетическая цепь
Прядильное устройство Внешний захват
Внутренний захват
Верхняя рукоятка
Погрузка/разгрузка должность
Место сварки
Управление с серводвигатель и
шариковая резьба веретено
Устройство для изготовления печей контактной шовной сваркой 5
———-
5
Станция для сварки потолков имеет следующие основные особенности:
Рисунок 3: Конечная станция для сварки потолка печи
Шовная сварка форколпачок
Стационарная сварка Корпус
Монтажные блоки
Осциллирующий стол
Пневматический клапан Терминал
Энергетическая цепь
Прядильное устройство Внешний захват
Внутренний захват
Верхняя рукоятка
Погрузка/разгрузка должность
Положение сварки
Управление с серводвигатель и
шариковая резьба веретено
Устройство для изготовления печей контактной шовной сваркой 5
———-
5
Станция для сварки потолков имеет следующие основные характеристики:
Рисунок 3: Конечная станция для сварки потолка печи
Шовная сварка форколпачок
Стационарная сварка Корпус
Монтажные блоки
Качающийся стол
Пневматический клапан Терминал
Энергетическая цепь
Прядильное устройство Внешний захват
Внутренний захват
Верхняя рукоятка
Погрузка/разгрузка должность
Место сварки
Управление с серводвигатель и
шариковая резьба шпиндель
26 JET
JET Том.
9 (2016)
Выпуск 4Здравко Праунсейс, Сеудин Софтич
6 Zdravko Praunseis, Seudin Softić JET Vol. 9(2016) Выпуск 4
———-
Из-за сжатых сроков проектирование такой станции представляет собой процесс, в котором необходимо принимать решения, влияющие на надежность, потребляемую мощность, качество сварки, габариты, внешний вид и цена. Все эти критерии должны быть оптимально согласованы для успеха проект. Среди всех остальных можно выделить два аргумента.
Рисунок 4: Устройство для сварки швов
Переход электрической энергии от рамы к поворотной оси выполнен со специальным пространством который герметичен и содержит проводящий материал. Раньше использовалась ртуть, но в настоящее время запрещено из-за экологических стандартов. Из-за сварки и огромного количества проведения электрической энергии происходит нагрев проводника. Отвод этого тепла обеспечивается подача охлаждающей воды.
На участке шовной сварки установлены два агрегата для шовной сварки.
щипцы [6].Щипцы для шовной сварки необходимы на этом участке, среди правильного монтажа листов. Приводные клапаны обеспечивают усилие, необходимое для сварки. Усилие устанавливается автоматически через
Основа и точка контактной сварки (1)
1.История и предмет развития контактной сварки Примерно через 10 лет после стыковой сварки, изобретенной в 1885 году, метод точечной сварки, который представляет собой метод сварки внахлестку, при котором мягкие стали соединяются внахлест непосредственно между электродом из медного сплава и создается точечная сварная часть (самородок), образованная была изобретена концентрация в одну маленькую точку с большими амперами электричества. Точечная сварка имеет очень высокую скорость сварки и простое действие. Поскольку автоматическая операция очень проста и кратка, основной метод сварки тонколистового металла широко разработан.
Специально для производства автомобильных кузовов требуется абсолютная необходимость низкой стоимости и массового производства. Хотя точность пресса не такая серьезная и места на пластине немного. Пресс обеспечивает зажим двух или более перекрывающихся листов между двумя электродами, широко признанный и применяемый как наиболее подходящий метод сварки для высокой производительности и основы массового производства. Вслед за точечной сваркой была изобретена рельефная или шовная сварка, которая победила контактную сварку внахлестку в области сварки тонких листов. Выступающая сварка представляет собой метод одновременной сварки в нескольких точках встык со стороны стального листа, из-за узких частей несколько положений пистолета затруднены. Шовная сварка представляет собой непрерывную герметичную формовочную сварку вращающимися электродами дискового типа.
В мире точечной сварки эра в качестве предмета для голой мягкой стали продолжалась в течение долгого времени, до сих пор не было фатальной проблемы. Теория точечной сварки, созданная в эпоху голых пластин из мягкой стали, должна сказать, что после этого задержка технологии точечной сварки из-за потенциальных скрытых проблем со сталью особого качества, наиболее подходящей для точечной сварки.
Для защиты от ржавчины, оцинкованная сталь, которая в настоящее время широко используется, имеет низкую способность к формованию самородков, или из-за легкого веса, или для обеспечения высокой безопасности от столкновения, на рынке была представлена высокопрочная стальная плита ( HITEN ). Трудно сказать, что проблема с существующей технологией точечной сварки высокопрочного стального листа (HITEN) в условиях нереального высокого давления и т. д. решена. Может потребоваться фундаментальный пересмотр явления сварки без временных мер.
Shinkokiki Co., Ltd., всегда думает о том, чтобы быть в состоянии помочь различным клиентам, во всяком случае, путем разъяснения основных технологий или консультации по проблеме.
(1-1) Положение о классификации контактной сварки и видов
(1-2) Виды пакетной контактной сварки и компонентов, принцип сварки, особенности
(1-3) Достоинства и недостатки основного метода точечной сварки
2.
Переход и ход точечной сварки Первые машины для точечной сварки были почти из всех стационарных машин для точечной сварки, а переносные машины для точечной сварки были переданы рабочей силой. С начального периода машина для точечной сварки была автоматизирована с помощью контрольного оборудования, называемого ТАЙМЕРОМ, которое представляло собой движение давления-электрического тока-открытие и широко использовалось, так как навыки рабочего не требовались.
Когда наступила эра массового производства автомобилей, были разработаны крупногабаритные машины для многоточечной сварки. Эта машина имела функцию, при которой многие точки сварки могли одновременно обрабатываться многими пушками. Плата за обновление оборудования была огромной, и при каждой новой смене модели требовался длительный период строительства. И постепенно тенденция должна была сместиться на роботизированную систему универсальной машины точечной сварки. Начальная стадия робота для точечной сварки была такой же, как и у портативного аппарата для точечной сварки, выполняемого вручную, только сварочный пистолет переносился роботом, а подача электроэнергии осуществлялась с помощью сварочного трансформатора, подвешенного к потолку с подключением тяжелых жестких кабелей.
Полное изменение формы и производительности сварочного робота заключалось в том, что сварочный робот был загружен пистолетом и встроенным сварочным аппаратом трансформаторного типа. Легкий сварочный трансформатор долгого ожидания был получен с помощью инверторного сварочного аппарата постоянного тока. Используя замену промышленной частоты 50 Гц или 60 Гц на высокую частоту около 1000 Гц с помощью инверторного управления, площадь поперечного сечения магнитного пути сварочного трансформатора была уменьшена примерно до одной двадцатой (1/20). Теперь, несмотря на то, что простой сварочный аппарат переменного тока с постоянным током постоянного контроля сварочного тока является обычным явлением.
И теперь наступила эра 3-х временной электрификации контроля предварительного нагрева-постоянного тока-после нагрева и мой компьютерный таймер также дополнительно установлен.Стандартная производительность. Максимальное усовершенствование основной технологии точечной сварки заключается в том, чтобы иметь возможность использовать более высокий уровень производительности сварочного аппарата.
(2-1) Принципиальная электрическая схема и последовательность работы на машине точечной сварки
| ■ Управление сварочным электрическим током и временем, давлением После определения условий сварки подача сварочного электрического тока и время сварки и т. д. будут зафиксированы контроллером, так называемым таймером сварки. Управление по току популярно фазовым управлением на тиристоре. Контроль давления осуществляется регулятором воздуха в случае системы давления воздуха. Но в последнее время все большее распространение получает сварочный пистолет с электрической системой с серводвигателем. |
| ■ Определение слова «контроль времени» |
(2-2) Интегрированный сварочный аппарат Gun & Transformer для загрузки сварочного робота
(Рис. | Система интегрированного сварочного аппарата Gun & Transformer, нагруженного на сварочного робота, быстро растет, в основном, в автомобильной промышленности. Инверторный сварочный аппарат постоянного тока с облегченным трансформатором за счет применения высокой частоты позволяет принимать меньший вес/мощность нагрузки робота, чем раньше. (Рис. 4) Машина для однофазной точечной сварки |
3. Принцип точечной сварки и требуемые тепловые характеристики
Принцип точечной сварки очень прост. Однако наблюдать непосредственно невооруженным глазом зону плавления невозможно, так как изменение повышения температуры и расширение пути тока происходят одновременно за очень короткое время. Оно ускользает от обычного чувства человека и иногда вызывает иллюзию.
Тепловые характеристики, необходимые для высокоуровневой точечной сварки, включают выбранный нагрев и реализацию крутого наклона температуры по отношению к стороне электрода. Другого сравнительного метода сварки не существует. Повышение температуры зоны плавления определяется экзотермическим теплом на единицу q=0.24ρδ 2 t(cal/cm 3 ). Экзотермика в единицу времени есть произведение ρδ 2 на удельное сопротивление ρ и плотность тока в секундной степени δ,ρδ 2 (W) называется экзотермической плотностью тепла, а центр зоны плавления и часть электрода, разделенные расстоянием в несколько 10 мм, действительно составляют его объем в несколько сотен раз. Эта разница не случайна и создается намеренно искусственно. Используется разностный расширительный элемент. То есть ① Как электродный материал. Выбор медного сплава с более высокими теплопроводностью и теплопроводностью. ② Более высокая плотность тока в зоне сплавления достигается за счет тонкой части наконечника. ③ Из-за кратковременной электрификации охлаждающий эффект не достигается в зоне плавления, рост удельного сопротивления ρ вдоль кривой температуры сопротивления.
В оцинкованном стальном листе экстремально выбранное экзотермическое тепло на границе раздела сварных швов и коллапс тепловых характеристик, необходимых при точечной сварке с крутым наклоном температуры в сторону электрода, легко возникают различные проблемы задержки роста самородка, увеличение сварочного выброса и возникновение прилипания (слипания электрода и листа). Для решения этих задач нет другого пути реализации «раньше сделать пусковую скорость», максимально сделать цепь эффективного сопротивления экзотермической теплотой, чтобы использовать увеличение удельного сопротивления ρ наряду с повышение температуры зоны сплавления». Необходимо изобрести состояние сварки и форму электрода.
Когда предметом точечной сварки является только голый лист из мягкой стали, выбранная экзотермическая температура поверхности сварки и крутой наклон температуры к электроду достигаются естественным образом, без какого-либо понимания того, какие тепловые характеристики требуются для точечной сварки. Поскольку выпуклость, называемая пупком, была сформирована в центральной части наконечника электрода, более высокая плотность тока была обеспечена на границе раздела сварного шва, даже если было сделано увеличение видимого диаметра наконечника. Хотя виды стального листа были изменены, термические свойства, необходимые для точечной сварки, не изменились. В повседневной работе желательно добиться дальнейшего повышения качества точечной сварки, включая пересмотр существующей точечной сварки.
(3-1) Плотность экзотермического тепла вокруг места точечной сварки на основе формулы сопротивления экзотермическому теплу
(Рис. 5) Теория по сопротивлению (уле) экзотемическому теплу | (Рис. 6) Плотность экзотермического тепла вокруг места точечной сварки ρδ2 ■ Плотность экзотермического тепла периодически высока в зазоре работы и достигает точки плавления. |
(3-2) Распределение температуры в месте точечной сварки, вызванное термическим обжигом
(Рис. Электрод с большой теплоемкостью и высокой теплопроводностью будет работать как мощное охлаждающее устройство, а распределение температуры показано на левом рисунке. В случае оцинкованного листа склонность к нагреву низкая. Температура между заготовкой и электродом также становится высокой, и они осаждаются. | (рис. 8) GO Каменный самородок |
(Рис. 9) Пояснения к теплопроводности |
Основание и точка контактной сварки (2)
Машина для автоматической шовной сварки толстостенных медных труб котировки в режиме реального времени, цены последней продажи -Okorder.com
Описание продукта:
Краткие сведения
Состояние: Новое
Тип: Сварка труба
Материал трубы: углеродная сталь
Место происхождения: Hebei, Китай (материка)
.
HVoltage: 450V
Power(W): 250KW
Weight: 2T-3T
Certification: ISO9001
Warranty: 12 months
After-sales Service Provided: Engineers available to service machinery overseas
Current: 550A
Frequency: 250~ 300 kHz
efficiency: more than 85%
pipe: 45-89mm
толщина:: 1,5~4,0 мм
сварка: контактная сварка или индукционная сварка
охлаждение: вода-вода или воздух-вода
требования заказчика цвет:0003
техническое обслуживание: простота и низкая стоимость 2. Фумигированные мореходные деревянные ящики 3. Верхние и нижние задние углы для подъема 4. Отметьте как требование заказчика 5. Следуйте стандарту упаковки клиента Контейнер 6.20GP или 40GP (для справки)
Сведения о доставке: 20 дней Технические характеристики
ISO9001
Экономия мощности и высокая эффективность
Схема подключения
Профессиональная служба обслуживания
Более 10 летТолщина.
Сварщик полупроводниковых ВЧ использует немецкую компанию IXYS IXFN38N100Q2 38A/1000V высокомощный MOSFET и DSEI 2×61-12B 60A/1200V диод с быстрым восстановлением для создания инвертируемой цепи последовательного типа.1.2 В твердотельном аппарате для высокочастотной сварки применяется модульная конструкция с более компактной конструкцией, которая значительно упрощает техническое обслуживание и реализацию высокой мощности.
1.3 Имеет особую технологию защиты от перегрузки по току с мостовым разделением, которая гарантирует безопасность оборудования.
1.4 Он сочетает в себе передовые международные методы контроля одних и тех же продуктов, принимает передовые технологии, такие как управление фазовой синхронизацией с фиксированным углом, защита от потери блокировки верхнего/нижнего предела частоты и т. д. Благодаря этим технологиям оборудование работает более эффективно и стабильно. , более точная и эффективная защита от короткого замыкания и обрыва цепи индуктора при сварке труб.
1.5 Замкнутая система управления скоростью-мощностью, которая является дополнительной установкой для пользователя, значительно повышает эффективность сварки и сокращает период наладки техники.
1.6 Конец линии твердотельного сварочного аппарата ВЧ не требует повышающего/понижающего выпрямительного трансформатора по сравнению со сварочным аппаратом с вакуумными трубками и сварочным аппаратом параллельного типа; он имеет значительный энергосберегающий эффект (при тех же условиях сварки энергосбережение ≥30% по сравнению со сварочным аппаратом для вакуумных труб).
1.7 Твердотельный ВЧ сварочный аппарат, разработанный с использованием самой передовой технологии согласования электрической нагрузки (управление PS+PWM), которая обеспечивает высокую эффективность сварки твердотельного ВЧ сварочного аппарата и высокий коэффициент мощности (>0,9).), оптимизирует статус согласования нагрузки и может быть переключен в режим двойной функции индукционной сварки/контактной сварки.