3 способа сваривать профильную трубу под прямым углом
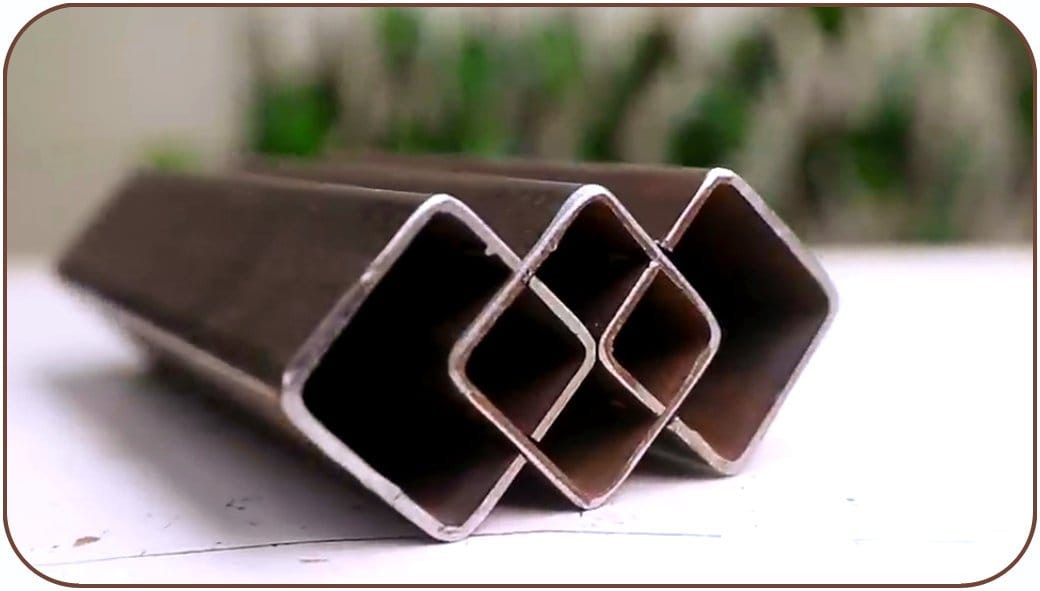
Профильная труба является самым ходовым материалом для изготовления каркасов различных станков, приспособлений и металлоконструкций. При работе с ней практически всегда требуется выполнение сварки под прямым углом. Это можно сделать по-разному, в зависимости от того что важнее эстетика или скорость работы. Рассмотрим 3 варианта сварки угла из профильной трубы.Что потребуется:
- электросварка;
- угольник;
- чертилка или маркер;
- болгарка;
- штангенциркуль.
Способ 1: Быстрая грубая сварка
Этим способом можно пользоваться при необходимости сварки черновых невидимых со стороны конструкций. Два куска трубы просто прикладываются друг к другу под прямым углом и обвариваются.
Как следствие получается надежное соединение, на которое уходят считанные минуты.
Однако торец одной из трубок остается открытым, что делает такой вариант неподходящим для конструкций, где такой стык будет просматриваться.

Способ 2: Запил под 45 градусов со сгибанием
Этот метод в разы аккуратней. Он позволяет избежать открытого торца трубы. Его можно использовать, когда есть возможность сделать угловую детали из одной длинной трубы. Для этого на заготовке отмечается поперечная линия.
Затем от нее влево и вправо проводятся лучи под 45 градусов. Это делается и на противоположной стенки трубы точно напротив. При использовании угольника на разметку уходят секунды.
После этого нужно вырезать болгаркой размеченную часть трубы, чтобы осталась только стенка начала лучей. Затем труба сгибается и подравнивается под прямой угол.
Как следствие между стенками останется небольшой зазор в пару миллиметров. При наличии достаточного опыта владения сваркой его можно будет заварить идеально.
Способ 3: Запил под 45 градусов с учетом толщины стенки
Третий способ очень похож на второй, но позволяет сделать изгиб не получив тот самый зазор, который сложно аккуратно заварить.

После этого отмеченная область вырезается, и труба сгибается. Благодаря сделанному отступу при сгибе зазор не получается.
Как следствие заварить аккуратно сможет даже человек, который впервые взял сварку в руки. Этот способ немного более кропотливый на этапе подготовки, но результат в разы качественней в эстетическом плане.
Смотрите видео
Как варить профильную трубу электродом в 3 раза быстрей и не прожигать | Ручная дуговая сварка
источник яндекс картинкиисточник яндекс картинки
Приветствую всех новичков самоучек в ручной дуговой сварке на нашем канале!
Сегодня будет достаточно важная и интересная тема не только для новичков, но и для людей с опытом в сварке- Как варить профильную трубу электродом максимально быстро и не прожигать.
Покажу вам технику сварки тонкой профильной трубы, которая увеличивает скорость самой сварки в 2-3 раза, и к тому же снижается вероятность прожогов, не верите что так можно? Тогда читайте внимательно до конца, и ваш арсенал пополнится ещё одной сварочной хитростью!
Как варить профильную трубу электродом в 3 раза быстрей и не прожигатьКак варить профильную трубу электродом в 3 раза быстрей и не прожигатьПервым делом используйте электроды, которые соответствуют диаметром свариваемой профильной трубы. Для трубы 1.5 мм берите электроды диаметром 2 мм, труба 2мм-электроды 2.5 мм, труба 3 и более мм-берите электроды диаметром 3 мм.
В нашем примере будет профильная труба 60 на 30 мм, толщина стенки 2 мм, соответственно мы будем использовать электроды с рутиловым покрытием, диаметром 2.5 мм.
Как варить профильную трубу электродом в 3 раза быстрей и не прожигатьНа трубе мы сделали вот такие пропилы тонким диском 0. 8 мм, они будут имитировать для нас стыковое соединение в нижнем положении. Настраиваем сварочный ток по таким же пропилам, про настройку на канале есть отдельная статья, обязательно почитайте-это важно.
8 мм, они будут имитировать для нас стыковое соединение в нижнем положении. Настраиваем сварочный ток по таким же пропилам, про настройку на канале есть отдельная статья, обязательно почитайте-это важно.
Как обычно происходит сварка тонких профильных труб? Как правило это будет сварка точками, так как металл тонкий, и, ведя шов сплошняком, мы быстро сделаем прожог.
Как варить профильную трубу электродом в 3 раза быстрей и не прожигатьКак варить профильную трубу электродом в 3 раза быстрей и не прожигатьДля примера первый шов мы так и сварили-точками с отрывом.
Как варить профильную трубу электродом в 3 раза быстрей и не прожигатьОббили шлак, первый шов готов, это привычный классический способ сварки, все так варят. Смотрите как можно сварить этот шов намного быстрее и сплошняком.
Как варить профильную трубу электродом в 3 раза быстрей и не прожигатьЗажигаем электрод вначале шва, и на быстрой скорости ведём его углом вперёд по месту будущего шва-в нашем случае это пропилы в трубе. В этот момент во многих местах будущего шва набрасывается металл и это место становится местами намного толще чем сама 2х миллиметровая труба.
В этот момент во многих местах будущего шва набрасывается металл и это место становится местами намного толще чем сама 2х миллиметровая труба.
Вот мы и исправили саму проблему медленной сварки-малую толщину металла в месте сварки. А теперь, не останавливаясь, мы просто ведём электрод от противоположного края углом назад, теперь варить точками не обязательно, вполне возможно идти сплошняком без отрыва, соответственно скорость такой сварки будет намного выше и вероятность прожога меньше!
Как варить профильную трубу электродом в 3 раза быстрей и не прожигатьКак варить профильную трубу электродом в 3 раза быстрей и не прожигатьВот такая хитрость! Она помогла нам не только значительно увеличить скорость сварки, но также уменьшает возможность прожигать трубу.
Есть ещё один вариант, но давайте посмотрим видео со всем этим процессом, в видео информация более подробная и наглядная.
Заказать услугу сварки профильной трубы в г.
 Павлодар Сварка профильной трубы продажа по городу Павлодар
Павлодар Сварка профильной трубы продажа по городу ПавлодарСварка профильной трубы выполняется при необходимости создания прочного неразъемного соединения с другой трубой, фитингом или металлической поверхностью. Процедура выполняется с применением тех же технологий и оборудования, что и сварка круглой трубы, а именно при помощи создания высоких температур, приводящих к расплавлению металла в зоне соприкосновения кромок соединяемых деталей.
Сфера примененияСоединение профильных труб сваркой востребовано при выполнении следующих видов работ:
При создании металлоконструкций бытового и промышленного предназначения (крепеж деталей каркасов теплиц и других сооружений, приваривание опор ограждений).
- В строительной сфере.
- В процессе изготовления конструкций рамного типа (ворот, арочных металлодетекторов и других).
- При монтаже элементов лестниц.

- В производстве мебельных опор и других элементов.

Применение сварки позволяет добиться эстетичного вида соединения и обеспечивает необходимую устойчивость к физическим нагрузкам различного типа.
Технология выполненияДля выполнения работ применяется один из нижеперечисленных видов сварки:
- Электродуговая. Такой способ допускает расположение профильных труб встык, внахлест, тавровым соединением или под требуемым углом. Вид электродов подбирается с учетом специфики выполняемых работ и толщины стенки изделия, при этом величина тока рассчитывается исходя из 30 А на 1 мм толщины электрода (для тонкостенной трубы предельное значение составляет 60 А при диаметре электродов от 0,5 мм до 2 мм). Формирование шва рекомендуется производить в нижнем положении, однако, в зависимости от конкретных условий, допускается также горизонтальное, вертикальное или потолочное положение.
- Газовая. Применяется преимущественно при пониженных требованиях к качеству шва и при работе с изделиями с малой толщиной стенки. Требует применения присадочного материала.
- Контактная. Применяется на промышленных предприятиях и требует использования специального оборудования. В этом случае сварка производится посредством давления электрода, через который пропускается ток, на место стыка без применения дополнительных расходных материалов.
 Требует применения присадочного материала.
Требует применения присадочного материала.Все работы производятся только после очистки рабочей зоны от коррозии, жировых и других загрязнений.
Поставка в г. Павлодар
Компания «ПО КазМетСервис» известна как надежный и стабильный поставщик широкого ассортимента металлопроката. Налаженная логистическая сеть позволяет доставлять заказ в течение короткого срока в любую область Республики Казахстан и страны СНГ. Мы гарантируем неизменно высокое качество реализуемой продукции. Если вам требуется Сварка профильной трубы, то заказать такую продукцию по демократичной стоимости можно в компании «ПО КазМетСервис».
Как варить профильную трубу?
Активное использование металлических конструкций и каркасов – одна из отличительных черт современного строительства. На основе каркасных технологий могут возводиться самые разные объекты: от офисных помещений, до промышленных цехов.
Наиболее распространенным материалом для сборки металлических конструкций являются профильные трубы. Они отличаются рядом преимуществ по сравнению с полнотелыми изделиями, основные из которых:
- Меньшая масса при сопоставимых прочностных характеристиках. Это позволяет упрощать многие конструкционные решения, облегчая и удешевляя процесс строительства.
- Меньшая стоимость.
- Достаточно простая технология монтажа.
Что касается монтажа, то основной метод соединения профильной трубы – сварка встык обычным торцевым швом. Выполняется она либо дуговым, либо газовым методом. Наиболее распространена дуговая сварка в силу более качественного результата и простоты.
Выполняется она либо дуговым, либо газовым методом. Наиболее распространена дуговая сварка в силу более качественного результата и простоты.
Однако использование электрической сварки требует определенного опыта, в частности в вопросе выбора подходящих электродов. Они представляют собой металлический стержень со специальным покрытием, которое:
- Обеспечивает более ровное горение дуги;
- Защищает место сварки от окислительных процессов и иного внешнего воздействия.
Чем толще электрод, тем более мощную дугу он будет поддерживать. Выбрав слишком толстый электрод, можно просто прожечь профильную трубу, а слишком тонкий – получить недостаточно прочный шов.
Какими же электродами варить профильную трубу?
Все зависит от толщины металла. Как правило, профильные трубы отличаются небольшой толщиной материала: от 1,5 до 5 мм. Есть, конечно, изделия и на 10 мм и больше, но это уже специфические трубы. Для наиболее распространенных типов подойдут электроды диаметром 2-3 мм. Этого будет достаточно для сварки металла, толщиной до 5 мм. При этом такой электрод не нанесет ущерба тонким (1,5 – 2 мм) трубам.
Этого будет достаточно для сварки металла, толщиной до 5 мм. При этом такой электрод не нанесет ущерба тонким (1,5 – 2 мм) трубам.
Для труб с более высокой толщиной металла используются и более мощные электроды – на 4-5 мм.
От толщины электрода зависит так же глубина сварки и другие параметры шва. Поэтому опытные сварщики могут использовать более толстые электроды для сварки относительно толстых труб, если им нужен многослойный шов повышенной прочности. Начинающим, однако, такой подход не рекомендуется, так как можно повредить трубу.
К слову, немаловажным параметром является скорость, с которой электрод движется по материалу. Одинаково не рекомендуется, как передерживать электрод (риск прожига), так и перемещать его слишком быстро (низкое качество шва). Оптимальное время воздействия устанавливается непосредственно практическим путем.
Сила тока, используемая при сварке профильных труб, зависит от целого ряда условий: марка аппарата, требования ко шву, состояние металла и т.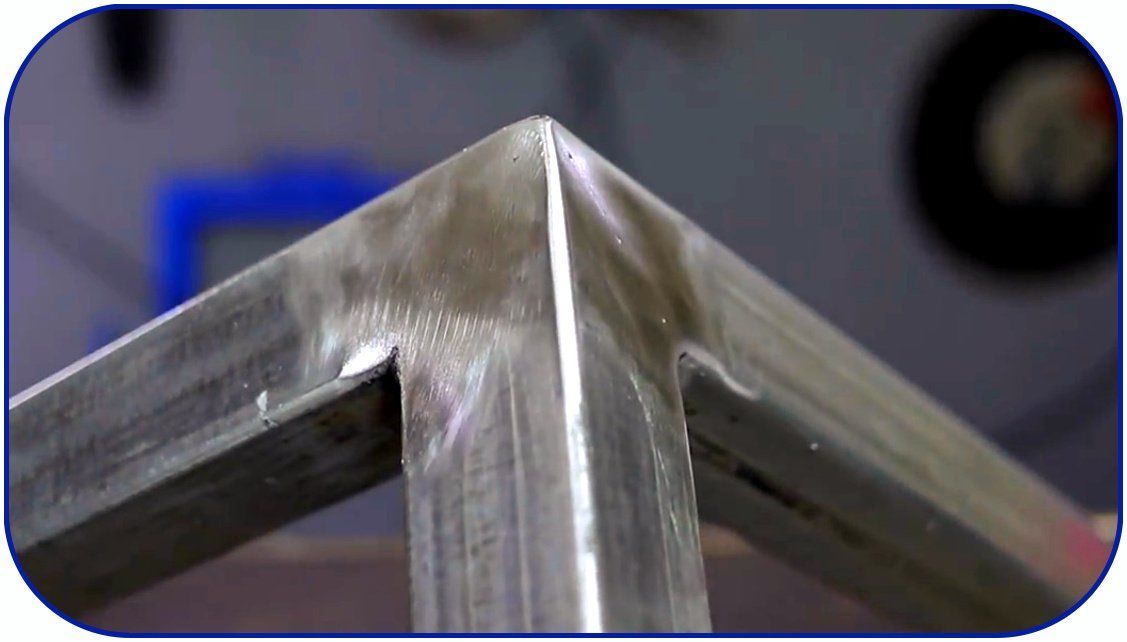 д. Наиболее часто используется значение силы тока в 40-60 ампер.
д. Наиболее часто используется значение силы тока в 40-60 ампер.
Обратите внимание на образование при дуговой сварке шлака, который может снизить свойства шва. Чтобы этого избежать, шлак необходимо периодически сбивать (после застывания он становится хрупким, и особых проблем с этим возникнуть не должно).
Как сварить алюминиевую квадратную профильную трубу
Алюминий является нелюбимым металлом сварщиков, потому как сваривание деталей из него имеет множество специфических сложностей. Любая неосторожность при сваривании может привести к порче изделия или приведении его в полную непригодность. Нередко такие случаи происходят при сваривании труб из алюминия, потому как в случае передержки газового резака или сварочного электрода может образоваться пробоина, от которой избавиться бывает порой очень сложно.
Самым удобным вариантом является газовая сварка, для которой применяется аргон, пропан-бутан-кислородная смесь или ацетилен. Данный вариант сваривания требует использования дорогостоящего оборудования, например редукторов, шлангов, баллонов и т.д. По этой причине данный способ сваривания не подходит для всех сварщиков, и, большинство использует для сварки алюминиевых труб электродуговое сваривание.
Данный вариант сваривания требует использования дорогостоящего оборудования, например редукторов, шлангов, баллонов и т.д. По этой причине данный способ сваривания не подходит для всех сварщиков, и, большинство использует для сварки алюминиевых труб электродуговое сваривание.
Для работы Вам потребуются специальные электроды для сварки алюминия и правильно подобрать сварочный ток. Перед сваркой нужно тщательно очистить стыкуемые детали от загрязнения и наличия оксидной пленки. Для очистки можно использовать щетки из металла или крупнозернистую наждачную бумагу. После очистки деталей следует хорошо прогреть делать, используя бензиновую или газовую горелку. Плавно проводя пламенем по области соединения металла, прогревайте деталь для сварки, но избегайте перегрева, чтобы материал не деформировался.
Для сваривания труб из алюминия можно использовать любой сварочный аппарат вне зависимости от рода тока: постоянного или переменного. Важным моментом является возможность регулировки силы тока.
Из особенностей сварки алюминия стоит отметить быстрое застывание сварочного шва и высокую скорость сгорания электрода. Также обратите внимание на высокую скорость движения электрода при сварке и плавный отрыв от поверхности шва при завершении сваривания.
Электроды для сварки алюминия так же следует подбирать с определенными свойствами. В сравнении алюминия со сталью можно увидеть, что он превосходит ее по текучести и плотности. Основное количество элементов, которые входят в состав алюминия, имеют ограниченную растворимость, однако состояние может изменяться в зависимости от изменяющейся температуры. Для выполнения работ следует использовать электроды из алюминиевой проволоки. Сплавы из алюминия в сварочной ванне вступают во взаимодействие с газами и шлаками, а также участвуют в испарении легирующих элементов.
Подобрать сварочный ток для каждой из марок электрода можно с помощью указательных табличек на их упаковках. В зависимости от толщины свариваемого металла и диаметра электрода, подбирается оптимальный сварочный ток, что позволяет производить сваривание высокого качества.
Мониторинг профиля сварного шва при производстве высокочастотных труб и труб
Мониторинг профиля сварного шва с использованием технологии лазерной 3D-визуализации в последнее время достаточно хорошо продвинулся, чтобы стать надежным инструментом для обеспечения качества на трубопрокатных станах с электрорезистивной сваркой (ERW) и высокочастотной (HF) сваркой. Применяя методы трехмерного изображения к сварному шву на сформированных трубах и трубах, сваренных методом ВПВ и ВЧ, можно реализовать мощную технику мониторинга для обеспечения постоянного мониторинга профиля сварного шва на трубном стане.
Хотя эта технология применяется ко всем типам сварки труб, особый интерес представляет ее применение для контроля профиля сварных швов труб, сваренных ВПВ и ВЧ. Правильный контроль высоты и формы сварного шва позволяет сделать вывод о качестве сварного шва, что позволяет в реальном времени обнаруживать дефекты во время производства. Но без метода измерения контура, предлагаемого с помощью трехмерного изображения, очень сложно измерить типичные дефекты сварных швов труб, которые меняются постепенно, например:
Правильный контроль высоты и формы сварного шва позволяет сделать вывод о качестве сварного шва, что позволяет в реальном времени обнаруживать дефекты во время производства. Но без метода измерения контура, предлагаемого с помощью трехмерного изображения, очень сложно измерить типичные дефекты сварных швов труб, которые меняются постепенно, например:
- Edge презентация (насколько хорошо две стороны представлены друг другу)
- Несовпадение (обычно линейное несовпадение двух сторон по высоте, когда они сходятся вместе)
- Размер закрепления линии (точка стыка между двумя поверхностями трубы, которая проявляется как небольшая вогнутость в центре сварного шва).
Системы формирования трехмерных изображений основаны на триангуляционных измерениях с использованием плоскости лазера и камеры, оптическая ось которой смещена относительно оси плоскости лазера («угол смещения»). Полученное изображение показывает профиль «среза» верхней части трубы, как если бы он был разрезан под углом смещения к нормали к поверхности трубы.
Полученное изображение показывает профиль «среза» верхней части трубы, как если бы он был разрезан под углом смещения к нормали к поверхности трубы.
При сварке ВПВ и ВЧ на размер валика во время производства может влиять ряд факторов, включая давление сжатия, оказываемое на трубу, и тепло материала при его прохождении через зону сварки.Улучшенное измерение высоты и формы валика, которое стало возможным с помощью лазерной 3D-визуализации, позволяет быстрее и точнее делать выводы о дефектах сварных швов, так что производство может быть остановлено до тех пор, пока проблема не будет устранена.
На рисунке 1 представлено изображение лазерного профиля трубы с хорошим сварным швом. Материал трубы за пределами сварного шва показывает очень четкое указание на то, как труба была сформирована, указывая на очень чистый вид кромок. Материал по обе стороны от сварного шва у его основания довольно ровный, что указывает на довольно низкое несоответствие.Наконец, в центре валика имеется очень небольшая вогнутость, которая по-прежнему безопасна, поскольку находится значительно выше базовой линии сварного шва. Эта вогнутость является линией застывания, которая особенно беспокоит операторов сварочных работ, когда она проходит ниже поверхности трубы, потому что после удаления сварного шва путем шлифовки или зачистки возникает риск того, что останется пустота из несваренного материала. может присутствовать.
Эта вогнутость является линией застывания, которая особенно беспокоит операторов сварочных работ, когда она проходит ниже поверхности трубы, потому что после удаления сварного шва путем шлифовки или зачистки возникает риск того, что останется пустота из несваренного материала. может присутствовать.
Рисунок 1: Сварка с правильным сплавлением и Минимальная линия замерзания
На рис. 2 показана пустота из несваренного материала, где появилась линия глубокого замерзания из-за недостаточного нагрева трубы при ее прохождении через зону сварного шва.Линия застывания проходит достаточно низко, чтобы, возможно, оказаться ниже поверхности трубы после того, как сварной шов был отшлифован или сошлифован. В результате может образоваться открытый сварной шов.
Рисунок 2: Плохая сварка, приводящая к линии глубокого замерзания, вызванной недостаточным нагревом
Другой тип дефекта, который четко виден с помощью трехмерного изображения, показан на рис. 3, где при низком давлении сжатия образовался широкий наклонный сварной шов с малой высотой.В таком сварном шве целостность сварного шва может быть поставлена под сомнение, так как может быть недостаточное сплавление по всему материалу стенки трубы из-за того, что стороны недостаточно прижаты друг к другу.
3, где при низком давлении сжатия образовался широкий наклонный сварной шов с малой высотой.В таком сварном шве целостность сварного шва может быть поставлена под сомнение, так как может быть недостаточное сплавление по всему материалу стенки трубы из-за того, что стороны недостаточно прижаты друг к другу.
Рисунок 3: Сварка с правильным сплавлением, но с низким давлением сжатия
Часто эти типы дефектов, как показано на рисунках 2 и 3, могут возникать медленно, постепенно меняясь. Системы измерения трехмерного изображения выполняют полные, абсолютные измерения контура сварного шва в реальном времени, не сравнивая одно измерение с последовательным.Следовательно, те дефекты, которые постепенно выходят за пределы допуска, лучше всего обнаруживать с помощью систем измерения трехмерного изображения, тогда как другие типы систем неразрушающего контроля обнаруживают что-либо только в случае внезапной аномалии в структуре или геометрии трубки.
Система трехмерного изображения может быть размещена вскоре после сварочного бокса, обычно перед зачисткой, для автоматического контроля сварного шва и формирования сразу после того, как труба была сварена. Поместив измерительную систему сразу после сварочной коробки, профиль сварного шва можно мгновенно контролировать, чтобы предупреждать операторов о выходе за пределы допуска, как только они возникают.Таким образом, дефекты могут быть обнаружены быстрее, что позволяет избежать производства длинных секций дефектного продукта до того, как они будут обнаружены операторами линии.
В целом, лазерные системы трехмерной визуализации, такие как WI2000p от Xiris, предлагают отличный вариант измерения для владельцев / операторов трубных заводов, которым требуется дополнительный мониторинг сварных швов в реальном времени. Их можно использовать в упреждающем режиме, предупреждая операторов об изменениях в их сварочном процессе, чтобы они могли выполнить корректирующие действия до появления значительного брака. И путем измерения внешнего контура сварного шва лазерные системы трехмерного изображения могут работать с любым типом. материала, независимо от его отражательной способности или магнитных свойств, с помощью одной головки для выполнения измерения.
И путем измерения внешнего контура сварного шва лазерные системы трехмерного изображения могут работать с любым типом. материала, независимо от его отражательной способности или магнитных свойств, с помощью одной головки для выполнения измерения.
Посмотрите наши видеоролики о сварных швах
Просмотрите нашу обширную библиотеку записанных видео, охватывающих широкий спектр приложений сварки и резки.
8-тонные низкопрофильные роликовые стойки для труб: SHD-700A / SHD-750
Вращатели сосудов с регулируемой высотой являются важным инструментом в сварочных процессах , которые касаются труб с очень толстыми стенками, легких труб и других цилиндрических деталей. Они часто используются в качестве основного оборудования для сварки пуль LPG, теплообменников, труб API, навесных сосудов, котлов, бочек, сосудов под давлением и резервуаров .
Поворотные валки для труб LJ обеспечивают удобную и комфортную среду для сварщиков , работающих на рабочих местах, минимальное количество операций с корпусом / работой, быстрое переключение между деталями разных размеров и сверхпрочная конструкция , обеспечивающая долговечность в течение многих лет использования .
SHD-700/750 обеспечивает более быструю и гладкую сварку с минимальным вмешательством человека e. Еще одним преимуществом является повышение производительности на , сокращение времени простоя, снижение потребности в квалифицированной рабочей силе и точное вращение цилиндрических деталей.
Наши роликовые сварочные стенды для труб SHD-700/750 предназначены для обработки труб диаметром от 2 до 48 дюймов и весом до 8 тонн , которые распределяются поровну на приводе и холостом ходу. Кроме того, он использует усилие на один приводной тракт и обеспечивает скорость вращения в диапазоне от 5 до 50 дюймов / мин . Они оснащены полиуретановыми роликами , , разработанными LJ, которые обеспечивают лучшую долговечность и грузоподъемность , что дает постоянных осевых линий труб .Токарные валки, а также SHD 700/750 поставляются с опциями беспроводного управления , ручными педантами и моторизованными или немоторизованными рельсовыми роликами.
Если вам нужна роликовая стойка для сварочных труб с различными техническими характеристиками, обязательно ознакомьтесь с другими продуктами LJ Welding, включая 4-тонные роликовые стойки для труб — HD2L-100/150 или 8-тонная труба с регулируемой высотой с зубчатой передачей роликовый стенд ШД-800/850.
PIPEWELDER
Обзор
С хирургической точностью первоклассные сварщики труб Ingalls герметизируют жизненно важные трубопроводные сети, снабжающие наши суда различными химикатами, паром, вентиляцией, а также системами отопления и охлаждения.Наши сварщики труб являются одними из лучших в мире и работают в своей области. Звучит как интересный способ хорошо зарабатывать на жизнь? Затем вас ждет успешная карьера сварщика труб в судостроении Ingalls у крупнейшего частного работодателя штата Миссисипи и на «Верфи Америки».
С 1938 года сотрудники Ingalls внесли свой вклад в помощь нашей стране, построив почти 70 процентов флота наших кораблей ВМС США. Если у вас есть талант, навыки, способности или даже желание учиться, возможно, у вас есть все, что нужно, чтобы стать ценным членом команды.
Если у вас есть талант, навыки, способности или даже желание учиться, возможно, у вас есть все, что нужно, чтобы стать ценным членом команды.
Описание работы
Сварщик труб Ingalls отвечает за выполнение процедур сварки труб из нержавеющей стали и медно-никелевых труб с использованием дуговой сварки вольфрамовым электродом (GTAW), также известной как сварка вольфрамовым электродом в среде инертного газа (TIG). Окружающая среда верфи — это круглосуточная производственная среда. Производственные площади верфи Ingalls иногда включают работу на разной высоте, в ограниченном пространстве, в разных погодных условиях, а также в несколько смен 24 часа в сутки.Как и в большинстве случаев на верфи, сварщику может потребоваться работать днем или ночью, в зависимости от количества строящихся судов в любой конкретный момент времени. Ингаллс подчеркивает необходимость безопасной работы во всех ситуациях, при этом процедуры безопасности соответствуют отраслевым стандартам, а в большинстве случаев даже превышают их. Виды металлических материалов с различными сварочными процессами; наиболее основными из них являются дуговая сварка экранированного металла (SMAW), также известная как «сварка штучной сваркой», и дуговая сварка с флюсовым сердечником (FCAW), также известная как «сварка проволокой».”Должен пройти военный стандарт рентгеновской сварки нержавеющей стали и медно-никелевого сплава в положении 6G (ограничено). Испытание на сварку трубы проводится в ограниченном положении (6 G) на трубе из углеродистой стали марки 80 диаметром 5 дюймов. Процесс GTAW (TIG) используется для корневого прохода, электрод 11018 используется для заполнения сварного шва и крышки.
Виды металлических материалов с различными сварочными процессами; наиболее основными из них являются дуговая сварка экранированного металла (SMAW), также известная как «сварка штучной сваркой», и дуговая сварка с флюсовым сердечником (FCAW), также известная как «сварка проволокой».”Должен пройти военный стандарт рентгеновской сварки нержавеющей стали и медно-никелевого сплава в положении 6G (ограничено). Испытание на сварку трубы проводится в ограниченном положении (6 G) на трубе из углеродистой стали марки 80 диаметром 5 дюймов. Процесс GTAW (TIG) используется для корневого прохода, электрод 11018 используется для заполнения сварного шва и крышки.
| Применение | Многопроходная орбитальная GTAW труба в трубу, труба в фитинг | |
| Длина кабеля | 7.6 м (25 футов) стандарт. Доступны удлинительные кабели Доступны удлинительные кабели | |
| Диапазон размеров трубы (трубки) | 25 — 356 мм (1 — 14?) | |
| Модуль присадочной проволоки | Сечение провода | 0,8, 0,9, 1,0 мм (0,03 дюйма, 0,035 дюйма, 0,040 дюйма) |
| Макс. скоростная характеристика | 2540 мм / мин. (100 дюймов в минуту) | |
| Размер катушки | 1 кг (2 фунта) стандарт; 0.5 кг (1 фунт) низкопрофильный | |
| Колебательный модуль | Макс. амплитуда колебаний | 16 мм (0,6725?) |
| Макс. скорость колебания | 1520 мм / мин. (60 дюймов в минуту) | |
| Колебательная зона | 0 — 1 секунда | |
| Регулировка поперечного шва | ± 6. 4 мм (0,25?) 4 мм (0,25?) | |
| Модуль контроля дугового зазора | Ход 13 мм (0,5?). Дополнительная механическая регулировка позволяет сваривать трубу с более толстой стенкой | |
| Приводной модуль горелки | Максимальная скорость вращения 250 мм (10 IPM) | |
| Горелка с водяным охлаждением | 200 А непрерывная работа | |
| Возможность регулировки резака | Регулировка опережения / запаздывания резака | ± 15 градусов (ручной) |
| Регулировка наклона горелки | ± 10 градусов (ручной) | |
| Совместимость источников питания | Трубмастер 515, Трубмастер 516 | |
| Размеры / масса | ||
| Вес | 3. 6 кг (8 фунтов) 6 кг (8 фунтов) | |
| Осевой зазор | От фонаря C / L до задней конечности: 220 мм (8,51?) | |
| От резака C / L до передней конечности: 10 мм (0,41?) | ||
| “А? Радиальный зазор Требование для трубы 44,45 мм (1,75 дюйма) и более | 64 мм (2,5 дюйма) со стандартной катушкой * 51 мм (2,0 дюйма) с низкопрофильной катушкой * | |
| * Для трубы / трубы с внешним диаметром менее 44.45 мм (1,75?), Требования к радиальному зазору увеличиваются с уменьшением диаметра. Свяжитесь с заводом. | ||
Должностные обязанности сварщика труб, обязанности и ответственность
Сварщики труб обладают навыками, позволяющими выявлять проблемы в системе трубопроводов и быстро их устранять.
Описание работы сварщика труб Пример, обязанности и ответственность
Чем занимается сварщик труб?
Сварщики труб — это профессионалы в области сварки, которые применяют различные методы для прочного соединения металлических труб.
Их должностные обязанности включают прокладку, установку и соединение труб, используемых в автомобильной, водопроводной, газовой и других отраслях промышленности.
Выполняя свои обязанности, сварщики труб читают и интерпретируют схему или чертеж конструкции трубы, чтобы спланировать конструкцию.
Они готовятся к сварке путем резки труб и придания им формы с помощью пилы, шлифовального станка и других инструментов.
Они также используют штангенциркуль, линейку и другие инструменты для выравнивания и фиксации металлических деталей.
Роль сварщика труб также включает в себя проведение оценок для проверки того, что детали не имеют дефектов и соответствуют установленным спецификациям.
Они соблюдают требования безопасности, используя соответствующие средства защиты во время сварочных работ.
Они также устанавливают и ремонтируют различные типы труб и трубных изделий в соответствии с установленными планами и строительными нормами.
В рамках своих обязанностей сварщики контролируют полуавтоматы или роботизированные системы, чтобы при необходимости регулировать элементы управления.
Они определяют материалы и положение, наиболее подходящие для операции сварки.
Они также обеспечивают исправное рабочее состояние и регулярное обслуживание трубосварочного оборудования.
Обычно сварщики труб обрабатывают металлические детали, используя тепло и электричество для удаления излишков материала.
Они контролируют рабочую среду, чтобы обеспечить поддержание нормального уровня вентиляции во время сварки, чтобы снизить риск вдыхания газов.
Они также развивают и поддерживают рабочие знания о различных методах сварки и материалах.
Описание работы сварщика труб также включает в себя маркировку или маркировку деталей числами, буквами или другими символами для облегчения идентификации.
Они подключают и поворачивают регулирующие клапаны для регулировки давления газа, чтобы получить желаемую интенсивность пламени.
Они также зажимают, сгибают под нагревом или шлифуют детали труб для получения подходящего положения при сварке.
Описание устройства для сварки труб также включает выбор и установку присадочных стержней, горелок и наконечников горелок в соответствии со спецификациями сварочной карты и типом продукта.
Они контролируют сварочные процессы, чтобы избежать усадки, расширения или деформации деталей.
Обычно зажигают горелки, касаясь электродами свариваемого металла.
Чтобы начать карьеру сварщика труб, необходимо иметь как минимум аттестат об окончании средней школы и пройти обучение в качестве ученика сварщика труб.
Некоторые качества и навыки, необходимые для преуспевания в этой работе, включают решение проблем, технические и коммуникативные навыки.
Описание работы сварщика труб Пример / шаблон
Работа сварщика труб связана с различными функциями; Ниже приведен пример должностной инструкции, в которой подробно описаны основные обязанности, задачи и ответственность роли:
- Сборка и установка металлических труб и фитингов для проектов из нержавеющей и углеродистой стали
- Используйте зажимы, кронштейны и подвески для крепления труб к конструкциям
- Удалите шлаки и неровности с деталей с помощью шлифовальных машин или скребков, чтобы обеспечить гладкую рабочую поверхность
- Использовать свои знания в области металлургии для определения материалов и оборудования, наиболее подходящих для сварочного проекта
- Очистите и подготовьте детали, используя химические растворы и т. Д.для удаления посторонних предметов, таких как жир, ржавчина и т. д.
- Использование нагревательных печей для предварительного нагрева металлических труб перед сваркой или гибкой
- Обрезка и формовка металлических деталей в соответствии со спецификациями с помощью мотопил, рубильных ножей или других ручных инструментов
- Заполнение отверстий, трещин и вмятин на металлических деталях или трубных изделиях
- Используйте микрометры, штангенциркуль и другие прецизионные измерительные инструменты для проверки допусков зазоров, канавок или углов
- Сборка металлических и неметаллических труб и фитингов на резьбонарезном станке
- Изучить схемы, схемы и чертежи для определения расположения труб
- Измерьте и изготовьте трассу труб, соответствующую существующим линейным трубопроводным системам
- Регулирующие и поворотные клапаны или регуляторы для регулировки пламени и обеспечения надлежащего использования сварочного газа
- Надевайте соответствующие средства защиты и соблюдайте установленные правила техники безопасности и охраны труда.
- Выполните поиск и устранение неисправностей в системе трубопроводов и проведите диагностику для выявления и устранения проблем трубопроводов.
 Д.для удаления посторонних предметов, таких как жир, ржавчина и т. д.
Д.для удаления посторонних предметов, таких как жир, ржавчина и т. д.
Требования — навыки, способности и знания — для работы сварщиком труб
Если вы хотите работать сварщиком труб, следующие основные требования могут дать вам право на работу у большинства работодателей:
- Образование и подготовка: Чтобы стать сварщиком труб, вам необходимо иметь как минимум аттестат средней школы или аналогичную квалификацию. Вы также должны пройти 3-5-летнюю программу ученичества в профсоюзе. В качестве дополнительного преимущества вы можете получить сертификат Американского общества сварки (AWS) или другого признанного органа, чтобы продемонстрировать свое мастерство в специализированных сварочных процессах, таких как GTAW, FCAW и т. Д.
- Навык решения проблем: сварщикам труб дается задание проводить испытания для выявления и устранения проблем в системе трубопроводов.
- Технические навыки: сварщики труб могут использовать высокотехнологичное сварочное оборудование и инструменты при выполнении сварочных работ
- Навыки общения: сварщики труб должны понимать правила безопасности, инструкции по оборудованию, а также составлять подробные отчеты о рабочих действиях.
- Тесты перед приемом на работу: Чтобы принять участие в программе обучения сварке труб или предложить работу после обучения, от вас могут потребовать пройти тест.Узнайте об оценочном тесте, который вам, возможно, понадобится пройти, и о том, как стать лучшим.

Заключение
Если вы хотите нанять сварщика труб, вы можете применить образец описания должности, приведенный в этом посте, с некоторыми изменениями, соответствующими особенностям вашего бизнеса, при его проектировании для вашей компании.
Вы сможете составить подробное описание работы, которое поможет вам найти лучших кандидатов на эту работу.
Информация, представленная в этом посте об обязанностях и ответственности сварщиков труб, также полезна для людей, заинтересованных в карьере, чтобы узнать о ней и подготовиться к работе.
Помог ли этот пост узнать, чем занимаются сварщики труб? Пожалуйста, оставьте комментарий в поле ниже. А если вы работаете в сфере сварки труб, вы также можете поделиться описанием своей должности с другими читателями .
Соответствующие должности
- Аналитик по управлению запасами Описание работы, ключевые обязанности и ответственность
- Описание работы энергетического аналитика, ключевые обязанности и обязанности
- Описание должности менеджера по корпоративным услугам, ключевые обязанности и ответственность
- Описание работы аналитика по продажам, основные обязанности и Обязанности
- Описание работы, обязанности и ответственность аналитика по закупкам
- Описание работы, обязанности и ответственность аналитика операционных рисков
- Описание должности младшего аналитика данных, основные обязанности и ответственность
- Описание работы представителя по продажам кредитной карты, основные обязанности и ответственность
- Операции Описание работы аналитика-исследователя, основные обязанности и обязанности
- Описание работы аналитика по правовым вопросам, основные обязанности и ответственность
- Описание работы аналитика ИТ-операций, основные обязанности и ответственность
- Описание работы сборщика кредитов , Основные обязанности и ответственность
Формовка, гибка и сварка полутрубных профилей из нержавеющей стали на резервуарах
Полностью автоматическая технология формовки, гибки и сварки полуавтоматических труб — система, разработанная Imcar.
Imcar предлагает технологию автоматизированного строительства всех резервуаров или их частей, а также проектирует и производит систему теплообмена для охлаждения.
Среди множества машин, используемых при строительстве всего резервуара, есть полностью автоматическая технология формовки, гибки и сварки половинных труб, система, разработанная Imcar специально для производства теплообменной системы для охлаждения резервуаров. Как следует из названия, на резервуар применяется стальной профиль полутрубы, полученный путем формирования металлического профиля, который расположен по спирали вокруг резервуара и сварен.
Традиционная технология для реализации этой системы охлаждения требует большого количества ручных операций и, следовательно, значительного количества времени и денег. Подумайте только, что разумная оценка выполнения такой работы составляет около двух недель и использование двух специализированных операторов. Основываясь на этих доказательствах, Imcar разработала автоматическую систему, реализованную как в горизонтальной, так и в вертикальной конфигурации, способную значительно снизить производственные затраты (требуется примерно один день работы и один оператор), повышая качество и повторяемость результата.
Эта технология представляет собой автоматизированное решение для формовки, гибки и сварки полутрубных профилей из нержавеющей стали непосредственно на корпусе резервуара или на его секциях. Первая секция установки состоит из формовочной линии, которая формирует стальной профиль, выполняемый змеевиком в полутрубе, в соответствии с требуемыми размерами и формой, и в то же время изгибает его по диаметру резервуара.
Таким образом, профиль размещается и приваривается непосредственно к внешней поверхности резервуара (вторая секция машины), избегая операции точечной сварки: все время, когда резервуар вращается с собственной горизонтальной осью, в случае горизонтальной технологии, на моторизованном и неработающие позиционеры (третья секция машины), обеспечивающие непрерывность процесса.Автоматическое управление параметрами процесса (например, диаметром резервуара, шириной профиля и шагом) осуществляется ЧПУ, что гарантирует высокую повторяемость процесса и, следовательно, постоянное качество получаемых результатов.
Таким образом, очевидны две основные сильные стороны этой технологии: сокращение времени производства по сравнению с традиционным процессом и повышение качества работы. Это машина, которая наилучшим образом работает на больших производствах, не требующих постоянной настройки завода.
Таким образом, в случаях, когда конкретный заказчик требует строительства ограниченного количества резервуарных систем с полутрубным профилем или большого количества различных типов / размеров, Imcar может направить производство и поставить заказчику другие полуавтоматические технологии. . Точно так же, однако, если раньше в некоторых случаях от выбора профильного решения в виде полутрубы отказывались из-за более высоких затрат на строительство по сравнению с корпусом (менее эффективным), сегодня ситуация изменилась благодаря доступности Автоматизированная технология Imcar.
Imcar разработала автоматическую систему как в горизонтальной, так и в вертикальной конфигурации, способную значительно снизить производственные затраты.
От клиента к партнеру
Чтобы разработать это автоматизированное решение, Imcar применила весь свой опыт и серьезность. Фактически, проект начался в форме сотрудничества между Imcar и клиентом, который решил инвестировать в эту концепцию. Так сформировалось первое технологическое решение, которое было установлено и запущено у одного заказчика.Тем временем Imcar приступила к созданию второго прототипа, в котором уже были некоторые технологические усовершенствования по сравнению с первым.
Затем была построена третья версия машины, оснащенная всеми мерами предосторожности, сделанными благодаря обратной связи с двумя другими установленными и работающими машинами. Imcar модернизировал первый прототип, интегрировав все улучшения, разработанные также благодаря совместной работе с клиентом / партнером, чтобы показать, как простые отношения клиент / поставщик могут превратиться в деятельность, способную принести большое удовлетворение каждому.
Система каналов не разработана «под одну гребенку», тем более что эти машины обычно настраиваются в соответствии с потребностями рынка. Например, одним из характерных параметров настройки является допуск поверхности обрабатываемого резервуара: в некоторых ситуациях могут быть обнаружены очень неровные поверхности, что приводит к ряду технологических проблем, связанных, прежде всего, с операцией сварки, которая вместо этого требует очень строгих параметров обработки, и она обязательно должна всегда выполняться с соблюдением определенных ограничений обработки.
Например, одним из характерных параметров настройки является допуск поверхности обрабатываемого резервуара: в некоторых ситуациях могут быть обнаружены очень неровные поверхности, что приводит к ряду технологических проблем, связанных, прежде всего, с операцией сварки, которая вместо этого требует очень строгих параметров обработки, и она обязательно должна всегда выполняться с соблюдением определенных ограничений обработки.
Следовательно, может возникнуть необходимость в установке на машине инструментального оборудования, которое сделает ее персонализированной. Мало того, очевидно, что не может быть единого размера машины, который можно было бы адаптировать к каждому размеру резервуара, хотя бы потому, что с изменением размеров резервуара, веса полуфабрикатов и, следовательно, структуры саму машину тоже меняю. Это привело к тому, что Imcar создала машины разных размеров, чтобы удовлетворить всех.
Сварщик труб — WeldingInfo
Основные характеристики работы сварщика труб
| Заголовок | Сварщик труб |
| Тип | Полный рабочий день |
| Опыт | Требуется |
| Функция | Производство / Менеджмент |
| Расположение | Инвуд, Западная Вирджиния, США |
| Компания | Bilfinger |
Профиль компании
Bilfinger — ведущий международный поставщик промышленных услуг. Портфель охватывает производство, консалтинг, инжиниринг, сборку, техническое обслуживание, расширение завода до капитального ремонта, экологические технологии и цифровые приложения.
Профиль должности
Компания ищет сварщика труб в Инвуде, штат Западная Вирджиния.
Образование
- Кандидаты должны иметь диплом средней школы или GED , а также пройти профессиональное обучение в сварочной школе.
- Должен пройти требуемые испытания сварных швов
- Сертификат NCCER — плюс
Стаж работы
- Кандидаты должны иметь образование и опыт в соответствующей области.
Обязанности / ответственность
- Определить подходящее сварочное оборудование или метод на основе требований и спецификаций
- Должен быть способен выполнять сварку TIG, прилипание и / или орбитальную сварку нержавеющей и / или углеродистой стали (размер трубы и свариваемый материал варьируются в зависимости от объекта)
- Прочтите чертежи и чертежи, снимите или прочтите размеры, чтобы спланировать компоновку и разработать планы изготовления и установки
- Безопасность — приоритет; сотрудники должны понимать риски строительства и доводить их до сведения своего начальника.
- Испытайте и осмотрите сварные поверхности и структуру, чтобы обнаружить дефекты, чтобы убедиться, что конечный продукт соответствует стандартам площадки

Навыки / Знания / Способности
- Способность работать на высоте более шести футов над землей
- Иметь базовые математические навыки, навыки чтения, письма и работы с компьютером.
- Знание соответствующих стандартов безопасности и готовность использовать средства защиты (защитная маска, перчатки, ремни безопасности и т. Д.)
- Владеет чтением чертежей
- Ориентированный на качество, позитивный командный игрок, заботящийся о безопасности и ориентированный на производство.
Заявление работодателя
Bilfinger Industrial Services Inc — работодатель с равными возможностями — мужчины / женщины / ветераны / инвалиды. Квалифицированные кандидаты получат вознаграждение за трудоустройство независимо от расы, цвета кожи, религии, пола, национального происхождения, сексуальной ориентации, гендерной идентичности, инвалидности, защищенного статуса ветерана или других охраняемых законом характеристик.