Шовная (роликовая) сварка
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или прерывистым швом, состоящим из отдельных сварных точек, в результате приложения усилия сжатия и подвода тока к вращающимся дисковым электродам (роликам).
Рисунок. Схема роликовой (шовной) сварки. Ролики шовной сварки
Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Аппараты роликовой сварки российского производства
- машина шовной сварки мш 2201
- машина шовной сварки мш 2203
- машина шовной сварки мш 3201
Сущность процесса
Роликовая сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.
В зависимости от характера перемещения деталей и подачи сварочного тока различают следующие способы шовной сварки: непрерывную, прерывистую и шаговую.
Непрерывная сварка выполняется сплошным швом при постоянном протекании тока, непрерывном движении заготовок, а также при постоянном давлении дисковых электродов на свариваемые поверхности. Толщина свариваемых листов, как правило, не превышает 1 мм. Она получила ограниченное применение из-за быстрого износа роликов и сильного перегрева контактирующих с ними поверхностей деталей.
Рисунок. Циклограмма непрерывной шовной сварки
Благодаря меньшему перегреву роликов и заготовок наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм.
Рисунок. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов.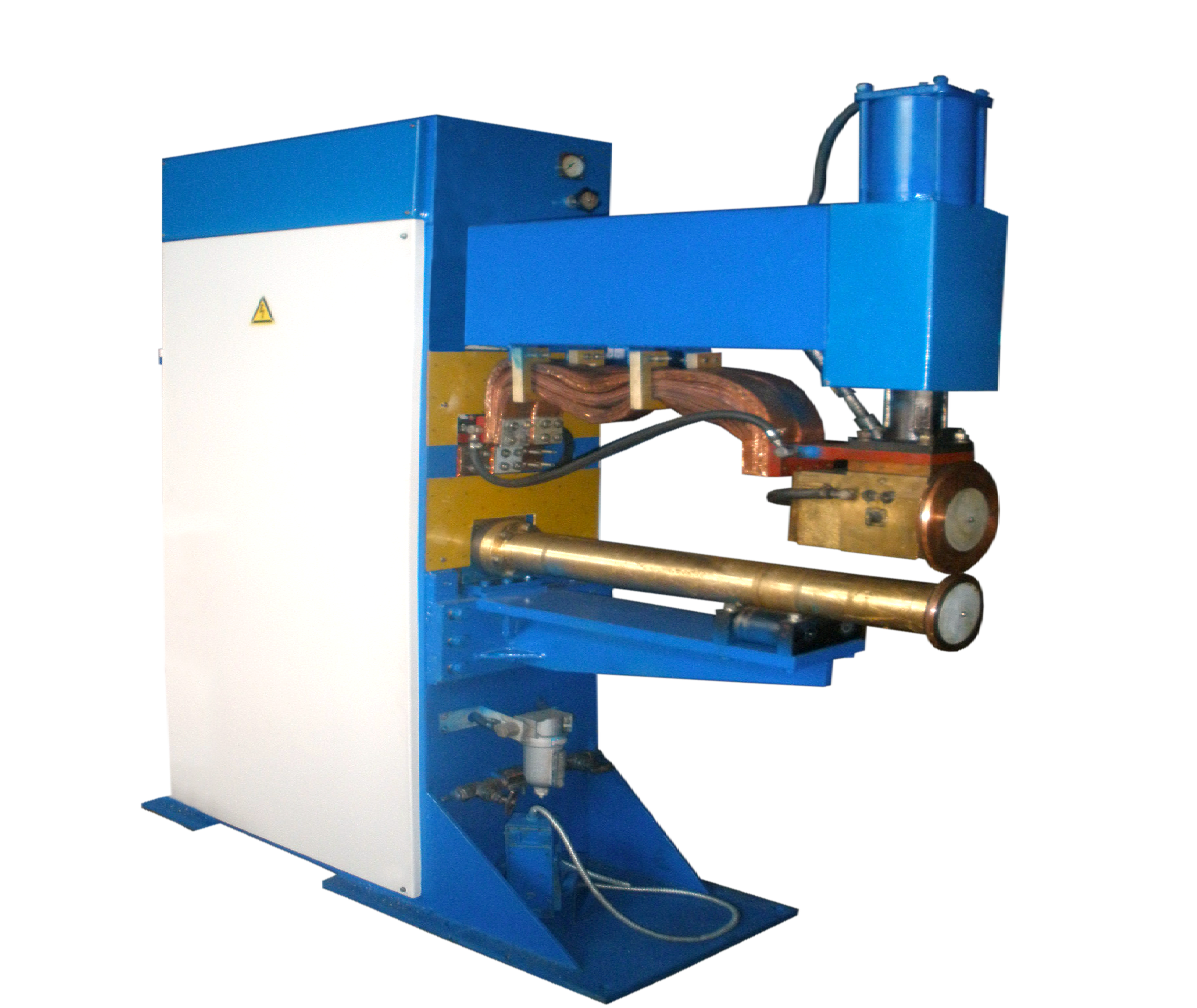 При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы.
Рисунок. Циклограмма шаговой шовной сварки
Шовная сварка
Среди различных сварок одной ее разновидностью является контактная шовная сварка. При этом соединение производится при помощи непрерывного или прерывистого шва, то есть с нахлестом. При использовании прерывистого типа, возможно создать несколько рядов точек, что часто помогает в особых случаях. Данный метод также носит название роликовой сварки. Получается, что по шву скатывается ролик, который и создает линию для сцепления. На него устанавливаются электроды, поэтому швы получаются прерывистыми или ровными.
Данный метод также носит название роликовой сварки. Получается, что по шву скатывается ролик, который и создает линию для сцепления. На него устанавливаются электроды, поэтому швы получаются прерывистыми или ровными.
Машина шовной сварки
Шовную сварку используют в тех случаях, когда нужно произвести герметичный шов или детали должны плотно прилегать друг к другу. Поэтому часто такой метод используют при формировании труб с тонкими стенками, листовом прокате различных емкостей или отсеков. В общем, это требуется для тех изделий, которые препятствуют прониканию газов, паров и воды.
Шовная роликовая сварка в большинстве случаев осуществляется при использовании автоматизированного оборудования. Всего за 60 минут сварочное оборудование способно производить около километра сварки. Все автоматизированное оборудование можно разделить на несколько типов, у всех разная рабочая форма и расположение электродов.
Станки шовной сварки и их виды:
- однороликовые;
- многороликовые;
- односторонние;
- двусторонние.


В основной массе пользуются двусторонними моделями данного оборудования. Это могут быть поперечные и продольные модели. Именно поэтому аппараты шовной сварки возможно применять в различных условиях. При поперечном расположении проводятся сварочные работы для круговых поверхностей изделий, которые выполнены в цилиндрической форме.
Наиболее распространены машины шовной сварки с электродами роликовой формы. Соединяемые материалы проходят между двумя роликами и растягиваются. Эта технология очень простая и удобная, электроток поступает в цикличном ритме, причем время контролируется при помощи специализированного устройства.
Режим шовной сварки
Для создания беспрерывного и прямого шва обычно используется специальная технология. Для соединения аппаратом нужного места создается несколько точек, а затем на них накладывается еще несколько точек. Именно при использовании этого способа в конечном итоге получается ровный шов, который имеет полное соответствие со всеми государственными нормативами. Также существуют и другие методы сваривания
Также существуют и другие методы сваривания
- непрерывная;
- шаговая;
- прерывистая.
При непрерывном методе получается шов ровного типа, но здесь необходимо использовать бесперебойную токовую подачу и роликовое давление на заготовки в постоянном режиме. Оборудование для шовной сварки быстро греется и приходит в негодность, однако такой метод является самым эффективным. Обязательно перед проведением работ требуется осмотреть детали для соединения, и очистить их от загрязнений и ржавчины.
При прерывистом сваривании необходимо использовать временные токовые импульсы. Заготовки здесь все время двигаются, ведь ролик на них не давит постоянно. Поэтому такое оборудование довольно устойчивое и долговечное. Такую технологию используют особенно часто по сравнению с другими методами сваривания.
Шаговый метод предполагает постоянное давление ролика на металл. Деталь постоянно перемещается, но прерывисто. Именно поэтому изделия не нагреваются и деформация отсутствует.
Получение герметичного шва
Чтобы сделать шов по максимуму герметичным, то рекомендуется пользоваться автоматом, который работает перекрывающимися точками. Необходимо только правильно подобрать скорость вращения диска и электрода, а также частоту токового импульса. В конечном итоге получается качественное и прочное соединение изделий, которое полностью соответствует государственным нормативам. Данным методом пользуются для сваривания любых металлических и стальных элементов.
Электроды и шовная стыковая сварка
Шовное сваривание встык производят около 1 метра за минуту. Необходимо, чтобы рабочая поверхность и электрод находились в спокойном положении. Именно тогда соединение получится самого хорошего качества.
При сцеплении деталей можно пользоваться самыми разными электродами и их формами. Нужно только придерживаться формы изделий, которые будут соединяться. К примеру, электроды сплошного типа обычно применяют для цветных металлов и сферических по форме конструкций.
При рельефном сваривании необходимо пользоваться плоскими или сферическими электродами. Однако материал для их изготовления практически всегда одинаковый. Обычно для этого используется бронза и медь, а также прочные сплавы. Технология сваривания не особенно влияет на конечный результат. Все методы являются подходящими при различных условиях работы и видах изделий.
Роликовая сварка — Сварка металлов
Роликовая сварка
Категория:
Сварка металлов
Роликовая сварка
Признаком этого вида сварки является наличие хотя бы одного электрода в форме ролика, катящегося по шву. По форме и расположению электродов различают несколько основных видов шовных машин. Машины для двусторонней сварки могут быть разделены на двухроликовые, многороликовые и однороликовые. В последнем случае вторым электродом служит оправка для закрепления изделия (рис. 1). Машины для односторонней шовной сварки могут иметь один, два или несколько роликов.
Рис. 1. Виды шовных (роликовых) сварочных машин: а — для продольного шва; б — для поперечного шва; в — с поступательно-вращательным движением ролика; г — с поступательным перемещением нижней оправки
Продольное расположение электродов применяется, например, для сварки продольного шва цилиндрических изделий; в данном случае ролики вращаются в плоскости хоботов машины. Длина шва, свариваемого за один прием, ограничивается величиной вылета машины. Поперечное расположение роликов применяется, например, для сварки поперечных круговых швов на цилиндрических изделиях, но может быть использовано также для сварки прямолинейных швов любой длины при расстоянии шва от края изделия, допускаемом вылетом машины.
Шовная сварка дает удовлетворительные результаты лишь при прерывистом релшме работы, когда сварка ведется отдельными импульсами, а сварной шов состоит из отдельных сварных точек, края которых взаимно перекрываются. Прерывистую сварку можно осуществлять следующими двумя приемами: а) детали или ролики движутся прерывисто, «шагами», приостанавливаясь на короткие промежутки времени; ток дается в момент остановки перемещения ролика; б) ролики перемещаются непрерывно, вращаясь с постоянной скоростью, а ток подается отдельными импульсами, с перерывами между ними. Первый более сложный шаговый метод сварки с прерывистым движением ролика требует более сложной конструкции механической части машин. Проще осуществлять прерывистую подачу тока при непрерывном перемещении роликов.
Прерывистую сварку можно осуществлять следующими двумя приемами: а) детали или ролики движутся прерывисто, «шагами», приостанавливаясь на короткие промежутки времени; ток дается в момент остановки перемещения ролика; б) ролики перемещаются непрерывно, вращаясь с постоянной скоростью, а ток подается отдельными импульсами, с перерывами между ними. Первый более сложный шаговый метод сварки с прерывистым движением ролика требует более сложной конструкции механической части машин. Проще осуществлять прерывистую подачу тока при непрерывном перемещении роликов.
Шовная сварка с непрерывной подачей тока и непрерывным перемещением роликов может дать удовлетворительные результаты лишь в немногих случаях. Одним из таких случаев является шовная сварка на больших скоростях, когда перерывы тока производятся естественными пульсациями переменного тока нормальной частоты. При этом каждый полупериод тока должен сваривать одну точку шва. При нормальной частоте переменного тока 50 пер/сек должно свариваться 100 точек в секунду. При нормальном расстоянии между центрами соседних точек (2—3 мм) производительность сварки получается равной 12—18 м шва в минуту. В настоящее время лишь немногие машины работают с подобными скоростями. В основном применяются значительно меньшие скорости сварки, и приходится прибегать к искусственному прерыванию тока после сварки каждой точки. Наилучшие результаты дают специальные тиратронные и игнитронные прерыватели. Механические прерыватели в большинстве случаев дают не вполне удовлетворительные результаты.
При нормальном расстоянии между центрами соседних точек (2—3 мм) производительность сварки получается равной 12—18 м шва в минуту. В настоящее время лишь немногие машины работают с подобными скоростями. В основном применяются значительно меньшие скорости сварки, и приходится прибегать к искусственному прерыванию тока после сварки каждой точки. Наилучшие результаты дают специальные тиратронные и игнитронные прерыватели. Механические прерыватели в большинстве случаев дают не вполне удовлетворительные результаты.
Характерным узлом механической части шовных машин является привод вращения сварочных роликов. Привод вращения могут иметь оба ролика или один из них, верхний или нижний, в зависимости от характера свариваемого изделия.
При регулировании скорости сварки сменными зубчатыми шестернями обеспечивается постоянство угловой скорости вращения ролика, но не вполне обеспечивается постоянство линейной скорости на окружности ролика, меняющейся вместе с износом ролика. Накаточный привод шарошками, сцепляющимися с боковой гранью ролика, обеспечивает лучшее постоянство линейной скорости ролика независимо от его износа, но не вполне гарантирует постоянство угловой скорости вследствие возможности проскальзывания шарошки по ролику.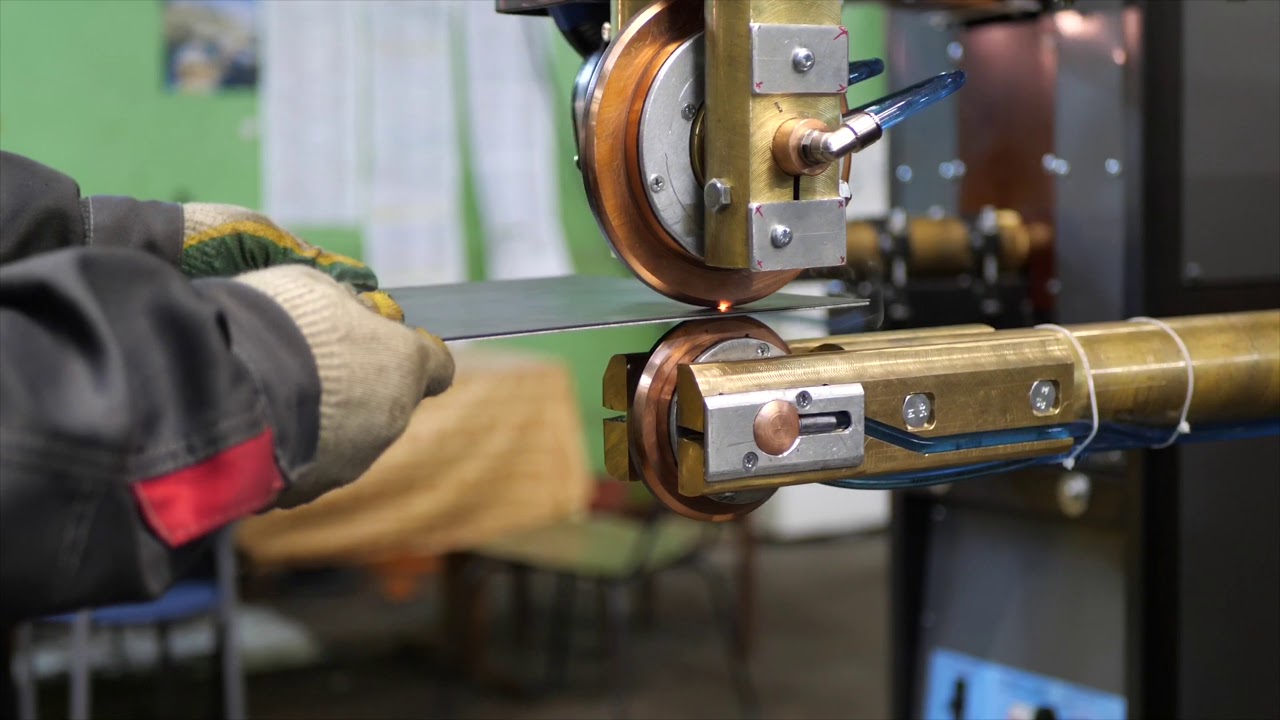 Шарошечный привод непрерывно зачищает рабочую поверхность ролика, что также является преимуществом этого привода.
Шарошечный привод непрерывно зачищает рабочую поверхность ролика, что также является преимуществом этого привода.
Шовная сварка позволяет соединять плотным (герметичным) швом, непроницаемым для жидкостей и газов, листы металла небольшой толщины, от десятых долей миллиметра до 5—6 мм.
Помимо низкоуглеродистой стали, могут свариваться легированные конструкционные и жароупорные нержавеющие стали, легкие сплавы, некоторые медные сплавы, в том числе латуни, титан и его сплавы, а также стальные листы с покрытиями — оцинкованные, луженые, освинцованные и пр. Наряду с высокой плотностью, шовная сварка обеспечивает и высокую прочность швов, приближающуюся к прочности цельного металла.
Приведем краткое описание шовной машины МШ-50, предназначенной для сварки всевозможных металлов — от простых углеродистых сталей до легких сплавов и титана. Сварка производится точно дозированными импульсами постоянного тока,полученными выпрямлением трехфазного переменного тока на стороне низкого напряжения с помощью полупроводниковых вентилей. Работа машины по установленной программе задается электронным регулятором, производящим точный отсчет длительности каждой операции цикла сварки. Пневматический привод позволяет проводить проковку каждой точки с повышенным усилием. Может работать как при непрерывном, так и шаговом перемещении деталей с любой величиной шага. Максимальные свариваемые толщины сталей и титана 3 + 3 мм, для латуни 2,5 + 2,5 мм, легких сплавов 2 + 2 мм. Максимальный сварочный ток 50 ООО а. Максимальное усилие на электродах 2000 кГ, максимальная скорость сварки 8 м/мин.
Работа машины по установленной программе задается электронным регулятором, производящим точный отсчет длительности каждой операции цикла сварки. Пневматический привод позволяет проводить проковку каждой точки с повышенным усилием. Может работать как при непрерывном, так и шаговом перемещении деталей с любой величиной шага. Максимальные свариваемые толщины сталей и титана 3 + 3 мм, для латуни 2,5 + 2,5 мм, легких сплавов 2 + 2 мм. Максимальный сварочный ток 50 ООО а. Максимальное усилие на электродах 2000 кГ, максимальная скорость сварки 8 м/мин.
Разновидностью шовной контактной сварки является шовно-стыковая сварка, применяемая для изготовления стальных труб диаметром до 600 мм, с толщиной стенки 0,5— 12 мм.
На рис. 3 показана трубосварочная машина, изготовляемая нашей промышленностью. Стальная лента с державки поступает сначала в формующую часть машины, где после прохода нескольких пар формующих валков плоская лента постепенно свертывается в трубную заготовку. Трубная заготовка поступает под сварочные ролики, которые в этих машинах часто составляют конструктивно одно целое со сварочным трансформатором, вращающимся вместе с роликами. Далее сваренная труба поступает на калибрующие валки, где срезается грат сварного шва в горячем состоянии, а сама труба калибруется, получая определенный диаметр и правильную форму сечения. После этого летучие ножницы отрезают куски трубы заданной длины и особое приспособление складывает их в штабель. Агрегат при небольшом количестве обслуживающих рабочих дает около километра готовой высококачественной стальной трубы за час работы.
Далее сваренная труба поступает на калибрующие валки, где срезается грат сварного шва в горячем состоянии, а сама труба калибруется, получая определенный диаметр и правильную форму сечения. После этого летучие ножницы отрезают куски трубы заданной длины и особое приспособление складывает их в штабель. Агрегат при небольшом количестве обслуживающих рабочих дает около километра готовой высококачественной стальной трубы за час работы.
Рис. 2. Контактная шовная машина МШ-50
Контактные машины непосредственно или с небольшими конструктивными изменениями применяются для некоторых специальных целей, например для нагрева заклепок, заготовок под ковку, штамповку и др. На контактных машинах можно производить также пайку деталей твердыми припоями. В особенности важна напайка пластин быстрорежущей стали на державки металлорежущего инструмента.
Реклама:
Читать далее:
Сварка аккумулированной энергией
Статьи по теме:
Ролики для швов с деревянными ручками | Хорошо спроектированные шовные ролики с деревянными ручками
Наш ассортимент включает силиконовые, стальные и латунные шовные валики. Каждый из них создан с уникальной целью. Наш латунный шовный валик идеально подходит для мелких работ и небольших помещений, он оснащен валиком шириной 0,230 дюйма. Наши силиконовые валики, изготовленные из термостойкого состава и антипригарной резины, имеют размер от 1.Ширина от 75 до 4 дюймов, включая два эксклюзивных многофункциональных шовных валика AJC: шовный валик AJC Pick & Roll™ и шовный валик AJC R&B Combo™ . Наш ассортимент стальных роликов включает конструкции с одинарными и двойными вилками,
шириной от ¼ до 2 дюймов.
Каждый из них создан с уникальной целью. Наш латунный шовный валик идеально подходит для мелких работ и небольших помещений, он оснащен валиком шириной 0,230 дюйма. Наши силиконовые валики, изготовленные из термостойкого состава и антипригарной резины, имеют размер от 1.Ширина от 75 до 4 дюймов, включая два эксклюзивных многофункциональных шовных валика AJC: шовный валик AJC Pick & Roll™ и шовный валик AJC R&B Combo™ . Наш ассортимент стальных роликов включает конструкции с одинарными и двойными вилками,
шириной от ¼ до 2 дюймов.
Силиконовый шовный валик AJC (1.75 дюймов)Продукт № 170-1,75RW Этот резиновый шовный валик имеет красивую деревянную ручку и изготовлен из антипригарной резины. Кровельные инструменты AJC — Сделано в США | посмотреть НАЙТИ ДИЛЕРА | |
AJC Pick & Roll Ролик для кровельных швовПродукт № 170-P&R Этот ролик для кровельных швов является запатентованным продуктом ИСКЛЮЧИТЕЛЬНО от AJC Tools! Это шовный ролик и сварочный зонд в одном инструменте.Шовный валик из силиконовой резины шириной 1,75 дюйма имеет прочный стальной резец. Подбирающий и подхватывающий валики находятся на одном конце, что позволяет быстро и легко переключаться между подхватыванием и подхватыванием! | посмотреть НАЙТИ ДИЛЕРА | |
AJC R&B Combo™ Шовный валик из резины и латуниПродукт № 170-R&B ЭКСКЛЮЗИВНО от AJC! Комбинированный шовный ролик из резины и латуни дает кровельщикам один инструмент для множества операций сварки горячим воздухом.Шовный валик из силиконовой резины шириной 1,75 дюйма на одном конце латунный валик шириной 0,23 дюйма на другом конце.
| посмотреть НАЙТИ ДИЛЕРА | |
AJC 2-дюймовый стальной фальцевальный роликПродукт № 170-2S-W Этот 2-дюймовый шовный валик имеет деревянную ручку, двойные вилки и валик из полированной стали 2×2.Он также имеет постоянно уплотненные и смазанные подшипники. Кровельные инструменты AJC — Сделано в США
| посмотреть НАЙТИ ДИЛЕРА | |
AJC 4-дюймовый силиконовый шовный валикПродукт № 170-4RW Этот 4-дюймовый силиконовый шовный валик имеет следующие характеристики:
| посмотреть НАЙТИ ДИЛЕРА | |
AJC 2-дюймовый стальной закругленный шовный валикПродукт № 170-2RADS-W Этот 2-дюймовый стальной закругленный шовный ролик имеет следующие характеристики:
Кровельные инструменты AJC — Сделано в США
Этот 2-дюймовый стальной закругленный шовный ролик имеет следующие характеристики:
Кровельные инструменты AJC — Сделано в США
| посмотреть НАЙТИ ДИЛЕРА |
 Его ширина 1,75 дюйма, внешний диаметр 1,375 дюйма. Мы также рады
говорят, что он сделан из термостойкого компаунда. Наконец, наш силиконовый шовный валик имеет одну вилку и постоянно уплотненные и смазанные подшипники.
Его ширина 1,75 дюйма, внешний диаметр 1,375 дюйма. Мы также рады
говорят, что он сделан из термостойкого компаунда. Наконец, наш силиконовый шовный валик имеет одну вилку и постоянно уплотненные и смазанные подшипники. Отмычка выдвигается и убирается в любое положение без инструментов и убирается, когда в ней нет необходимости.
Отмычка выдвигается и убирается в любое положение без инструментов и убирается, когда в ней нет необходимости.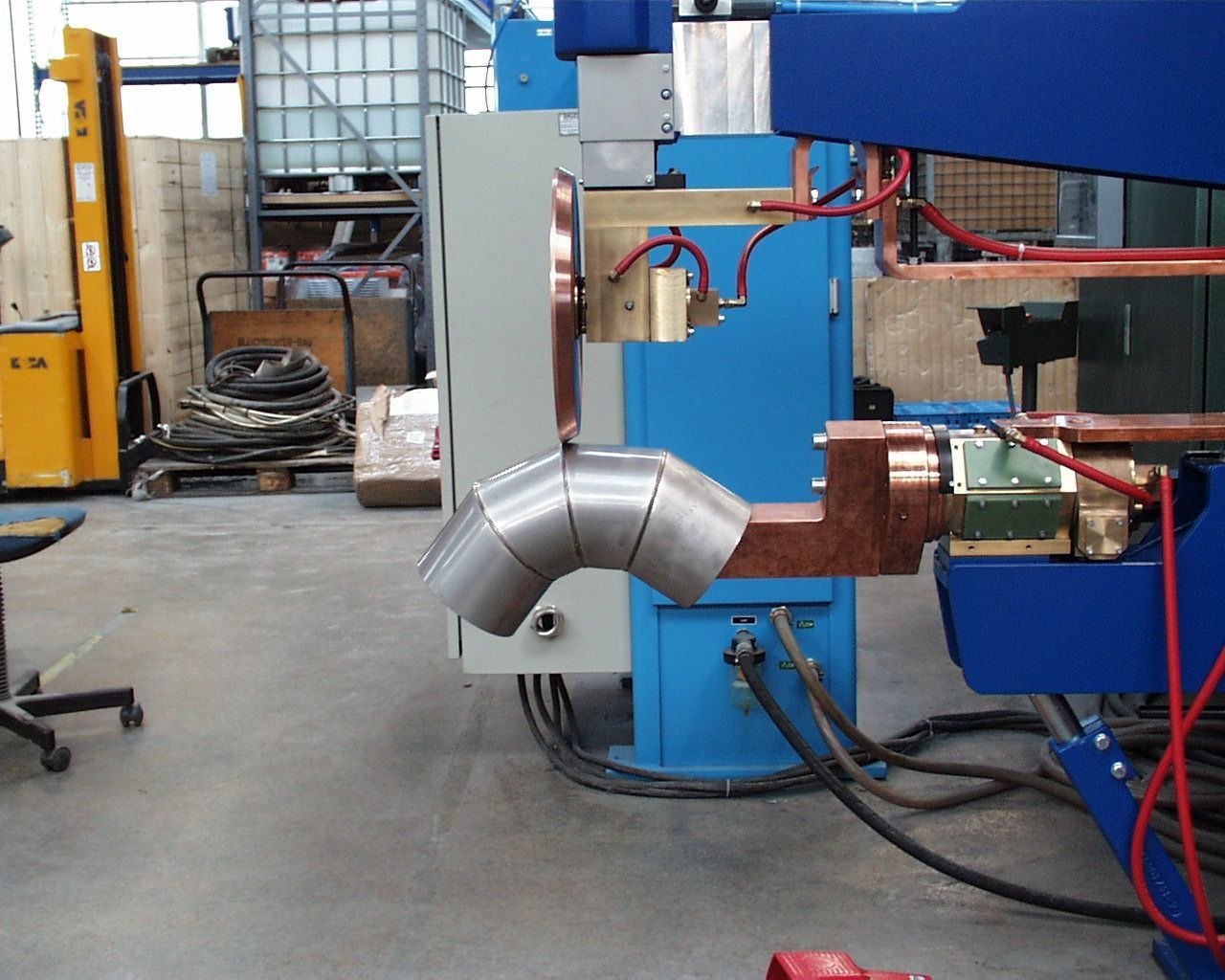
Страница не найдена — Agreena

25 августа 2021 г. Датский
Commoditrader запустил несколько цифровых ручных платформ, демократизировало и эффективно управляло med landmandens vigtigste råvare – korn. I dag er platformen veletableret i flere europæiske lande. Og flere digitale løsninger er kommet til.
Det skriver selskabet i en pressemeddelelse.
Navneskiftet til Agreena marker, and productporteføljen nu ikke kun rummer en handelsplatform for korn, men en række ag-tech-løsninger, der hjælper landmænd over hele Europa med at blive både øde øde og konomisk og klimamæssigt bæredygtige.
Fra Handel Med Korn Til Handel Med CO2
”Der er sket meget, siden vi starte virksomheden i 2016. Klima- og miljøspørgsmål er skyllet ind over landbrugsbranchen med fornyet styrke. Derfor udviklede vi Commodicarbon: Et программа, включающая в себя сертификат CO2 на землю, который имеет сертификат на соответствие климатическим нормам и стандартам. Gennem programt kan landmanden vælge at få medfinansieret og accelereret den grønne omstilling af sin bedrift, fortæller administrerende direktør Simon Haldrup.
Gennem programt kan landmanden vælge at få medfinansieret og accelereret den grønne omstilling af sin bedrift, fortæller administrerende direktør Simon Haldrup.
Bredere Fokus På Bæredygtige Ag-tech-løsninger Kalder På Nyt Navn
”Vi oplevede hardigt en stor interesse for vores nye forretningsområder, herunder Commodicarbon. Men vi oplevede også, at nogle blev forvirrede over, at vores firmanavn var det samme som navnet på et af vores produkter. Og med de mange løsninger, vi forventer at udvikle i fremtiden, kunne vi se, at forvirringen nok kun ville blive større, hvis vi Skulle til at føje endnu flere produktnavne til Commodi-familien.Derfor havde vi brug for at finde et nyt navn, der bere kunne afspejle vores focus på at udvikle Innovation ag-tech-løsninger, der hjælper landmænd med at drive en økonomisk og klimamæssigt bæredygtig forretning», lyder det fra Simon Haldrup, der forretning», lyder det fra Simon Haldrup, der forretning
”Valget faldt på navnet Agreena, fordi den første stavelse peger i retning af landbrug, samtidig med at green afspejler vores focus på at accelerere landbrugets grønne omstilling. Og så kunne vi godt lide, at Agreena på engelsk ligger ret tæt op ad Arena.Vi ser nemlig først og fremmest os selv som en enabler (en der muligør det. red), der bygger den platform – eller arena – hvor landmanden kan få succes», fortæller Simon Haldrup.
Og så kunne vi godt lide, at Agreena på engelsk ligger ret tæt op ad Arena.Vi ser nemlig først og fremmest os selv som en enabler (en der muligør det. red), der bygger den platform – eller arena – hvor landmanden kan få succes», fortæller Simon Haldrup.
Детский номер для собак и собак IKKE et Farvel til nogle af de eksisterende Услуги:
”Vi har hverken fejet vores produkter til siden eller lagt dem bag os – vi bygger slet og retпечь. Все услуги Fortsætter fuldstændig сом Hidtil. Nu sker det bare under et navn, der bedre indkapsler vores vision, og hvor vi er på vej hen som virksomhed”, udtaler Simon Haldrup.
Læs artiklen her.
by Oliver Franklin
Машины для сварки швов | Red-D-Arc Welderentals
Сварочные аппараты продольного шва — внешние, внутренние, плоские и подъемные
Машины для сварки швов производят линейный шов поперек продольного шва, такого как две плоские пластины или трубчатая труба. Используя хромированные медные зажимы с пневматическим управлением для удержания материала толщиной до 3/4 дюйма, сварщик надежно зажимает материал для точного выравнивания заготовки без необходимости выполнения прихватки.Затем сварочная тележка перемещает сварочную головку по всей длине шва; получение стабильного и качественного шва. Опорные стержни с водяным охлаждением доступны с продувкой газом или без нее для использования в различных процессах сварки, таких как дуговая сварка под флюсом, MIG, TIG и плазма.
Используя хромированные медные зажимы с пневматическим управлением для удержания материала толщиной до 3/4 дюйма, сварщик надежно зажимает материал для точного выравнивания заготовки без необходимости выполнения прихватки.Затем сварочная тележка перемещает сварочную головку по всей длине шва; получение стабильного и качественного шва. Опорные стержни с водяным охлаждением доступны с продувкой газом или без нее для использования в различных процессах сварки, таких как дуговая сварка под флюсом, MIG, TIG и плазма.
Пользовательские модели
Red-D-Arc может изготовить модели по индивидуальному заказу в зависимости от ваших требований к емкости и функциональности; включая длину шва, диапазоны диаметров, тип свариваемого материала, минимальную и максимальную толщину материала и тип используемого процесса сварки.
Стандартные модели
Стандартная линейка аппаратов для сварки наружных швов Red-D-Arc рассчитана на эффективную длину шва от 32 до 144 дюймов.
|
|---|
SW32 |
SW48 |
SW60 |
SW72 |
SW96 |
SW120 |
SW144 |
Макс. | Диапазон толщины зажима материала* — дюймы (мм) | Мин. Диаметр | Макс.Диаметр | Скорость перемещения каретки | Источник питания | Длина | Ширина | Вес |
|---|---|---|---|---|---|---|---|---|
32 (813) | 0. | 4 (102) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 70.1 (1800) | 51,2 (1300) | 2072 (940) |
48 (1219) | 0. | 5 (127) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 86.6 (2200) | 51,2 (1300) | 2954 (1340) |
60 (1524) | 0. | 6 (152) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 102.4 (2600) | 51,2 (1300) | 4056 (1840) |
72 (1829) | 0. | 6 (152) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 110.2 (2800) | 51,2 (1300) | 4497 (2040) |
96 (2438) | 0. | 8 (203) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 137.8 (3500) | 63 (1600) | 7716 (3500) |
120 (3048) | 0. | 8 (203) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 157.5 (4000) | 63 (1600) | 9921 (4500) |
144 (3658) | 0. | 10 (254) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 196.9 (5000) | 63 (1600) | 14 330 (6500) |
 Зажимная длина
Зажимная длина  008 — 0,79 (0,2 — 20)
008 — 0,79 (0,2 — 20) 008 — 0,79 (0,2 — 20)
008 — 0,79 (0,2 — 20) 008 — 0,79 (0,2 — 20)
008 — 0,79 (0,2 — 20) 008 — 0,79 (0,2 — 20)
008 — 0,79 (0,2 — 20) 008 — 0,79 (0,2 — 20)
008 — 0,79 (0,2 — 20) 008 — 0,79 (0,2 — 20)
008 — 0,79 (0,2 — 20) 008 — 0,79 (0,2 — 20)
008 — 0,79 (0,2 — 20) * Машины поставляются для зажима определенного диапазона материалов между размерами 0.