Сварка швеллеров: способы стыковки, как варить швеллера | ММА сварка для начинающих
Сварка швеллеров: виды и способы, как варить швеллераШвеллер — это популярный на сегодняшнее время металлопрокат, который используется для строительства всевозможных конструкций. Для соединения швеллеров чаще всего применяется сварка, поскольку именно она способна обеспечить требуемую надежность металлоконструкции. Однако, при несоблюдении технологии сварки швеллеров, может произойти её ослабление.
Именно по этой причине к сварке швеллера предъявляются особые требования. В данной статье сайта про ММА сварку mmasvarka.ru будет рассмотрена технология сварки швеллеров, которая включает в себя различные нюансы, например, виды стыковки, алгоритмы осуществления сварочных работ, а также другие нюансы.
Виды стыковки швеллеров
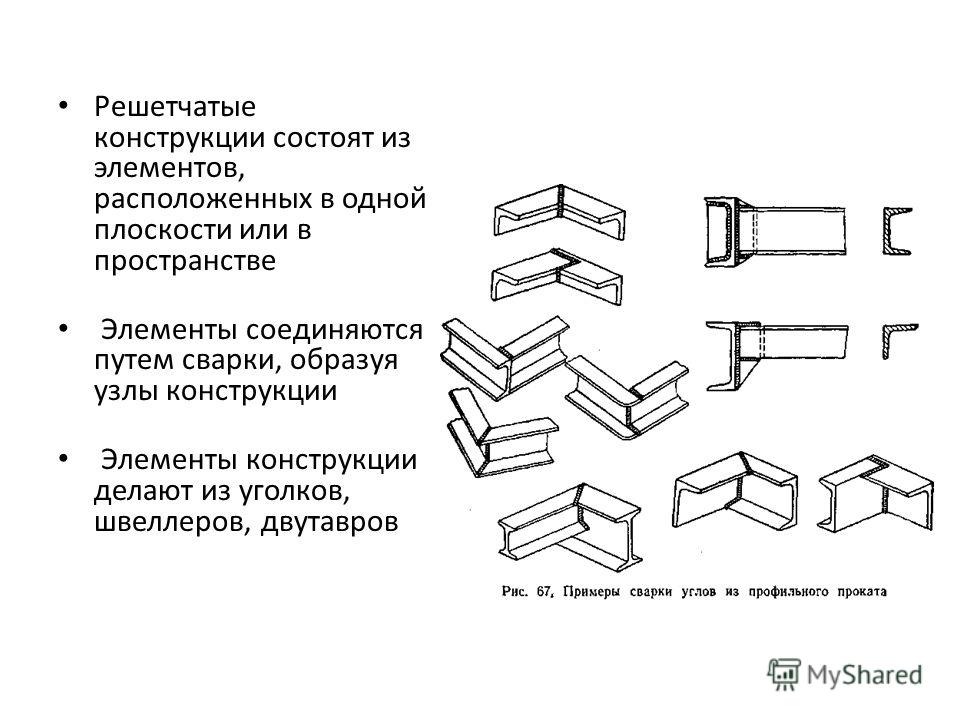
От того, каким именно видом будет осуществлена стыковка швеллеров, всецело зависит прочность и надежность металлоконструкций. Всего различается пять видов стыковки:
- Стыковка швеллеров, когда их полки обращены вовнутрь;
- Смещенное размещение полок;
- Перпендикулярное и диагональное размещение;
- Стыковка швеллера с расположением полок наружу.
 В данном случае образуется такой металлопрокат, как двутавр.
В данном случае образуется такой металлопрокат, как двутавр.
 В данном случае образуется такой металлопрокат, как двутавр.
В данном случае образуется такой металлопрокат, как двутавр.Выбор того или иного вида стыковки швеллеров зависит от многих особенностей конструкции, а также, от условий проведения сварочных работ.
Как правило, определиться с выбором какого-то конкретного вида, позволяют следующие моменты:
- Как именно будет происходить наложение сварочных швов;
- Общая нагрузка на металлоконструкцию и её требуемая устойчивость;
- Протяженность сварочного шва и его другие особенности.
Итак, разобравшись с видами стыковки швеллеров, можно перейти непосредственно к способам сварки этого популярного и востребованного металлопроката на сегодняшнее время.
Сварка швеллеров: электроды и способы соединения
Соединение швеллеров может быть осуществлено как газовой сваркой, так и электросваркой. Что касается ручной дуговой сварки, то для соединения такого металлопроката как швеллер, следует отдавать предпочтение только качественным и проверенным временем электродам. Одними из таких, являются электроды УОНИ, которые как раз и предназначены для сварки серьезных металлоконструкций.
Одними из таких, являются электроды УОНИ, которые как раз и предназначены для сварки серьезных металлоконструкций.
Когда осуществляется сварка швеллеров электродами УОНИ, следует учитывать такие особенности проведения работ:
- Рекомендуется варить швеллера внахлёст;
- Перед использованием электродов УОНИ, их рекомендуется прокалить перед работой в специальной печи, не менее одного часа при температуре в +250 градусов;
- Варить швеллера без маломальского опыта не рекомендуется;
- Обязательно нужно надлежащим способом подготовить место соединения швеллера, очистить его от грязи и ржавчины;
- Для сварки швеллеров необходимо выдерживать короткую дугу средней мощности, а варить швеллер, лучше всего используя для этих целей сварку на постоянном токе и с обратной последовательностью.
Также следует понимать, что металлоконструкция из швеллеров, сваренная электродами УОНИ не должна подвергаться в процессе эксплуатации температурам ниже сорока градусов.
Способы сварки швеллеров между собой
Рассмотрим самые популярные способы сварки швеллеров между собой. Ну а те начинающие сварщики, кого интересует вопрос, в чем отличие электродов УОНИ от МР-3, могут получить информацию в предыдущей статье на канале. Самыми ходовыми способами соединения швеллеров между собой, являются: сварка встык, с накладками, внутрь, смещённое соединение.
Сварка швеллера встык — данный способ используется преимущественно для конструкций, которые не будут подвергаться чрезмерным нагрузкам в процессе эксплуатации. Способ соединения швеллера встык, предполагает хорошую толщину провара с тыльной или лицевой стороны швеллера.
Сварка швеллера с накладками — для этих целей используется специальная накладка из металла, которая располагается с той же стороны, что и сварочный шов. При этом между двумя швеллерами делается минимальный зазор в 5-8 мм.
Соединение швеллера вовнутрь — прибегают к данному способу соединения швеллеров, как правило, в том случае, если нужно собрать усиленную пустотелую балку. Сварочный шов выполняется согласно ГОСТу, с образованием небольшого зазора или же с разделением кромок.
Сварочный шов выполняется согласно ГОСТу, с образованием небольшого зазора или же с разделением кромок.
Смещённое соединение швеллера — наиболее сложный способ, для осуществления которого требуется сразу два электросварщика.
Сварка швеллера стык встык | Статьи компании «Астим»
Швеллер — это разновидность металлопроката, изготавливаемого путем обработки металлической заготовки горячей прокаткой или путем загибания ее краев. В обоих случаях получается удлиненное металлическое изделие, профиль которого напоминает русскую букву «П».
При монтаже конструкций их элементы соединяются в зависимости от назначения постройки и проектной документации. Так в одних случаях применяется сборно-разборные соединения, в других – неразборные. К последним стоит отнести клепочные и сварные. Сварка является наиболее прочным видом крепления металлических элементов конструкции между собой. Но, впрочем, как и в других видах крепежа, стоит придерживаться определенных технологических правил.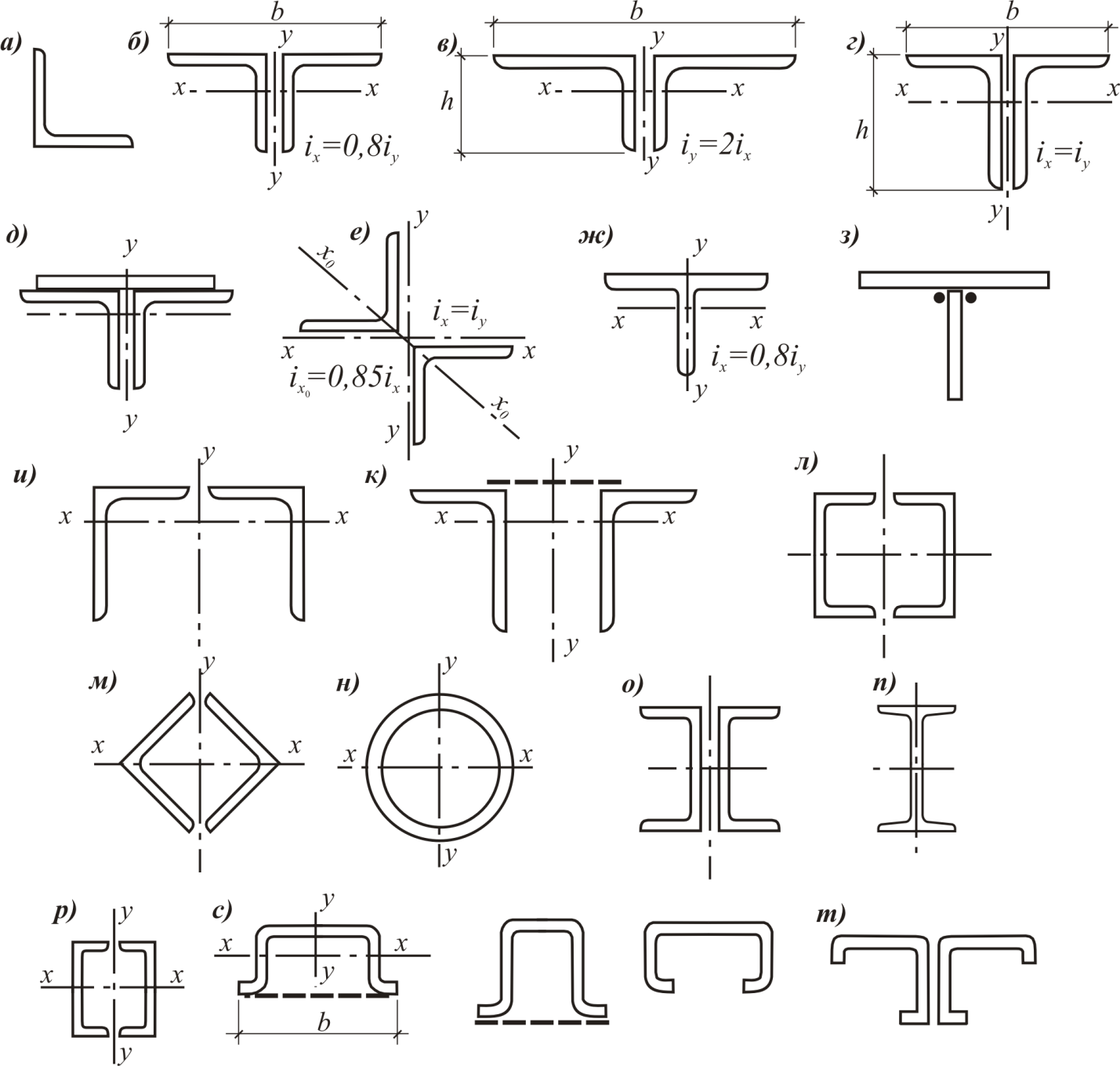 Отклонение от них может привести к быстрому износу конструкции и печальным последствиям. Так, по некоторым данным плавучий док под авианосным крейсером «Адмирал Кузнецов» затопило именно из-за некачественно выполненной сварки.
Отклонение от них может привести к быстрому износу конструкции и печальным последствиям. Так, по некоторым данным плавучий док под авианосным крейсером «Адмирал Кузнецов» затопило именно из-за некачественно выполненной сварки.
Рассмотрим правила, которые применяются при сварке стык встык двух швеллеров без накладок.
Первоначально следует обработать кромки, которые будут свариваться между собой. Если стенки швеллера тоньше 6 мм, то скос кромок проводить не нужно. При толщине от 6 до 12 мм угол скоса должен быть равен 30о, швеллеры толщиной более 12 мм требуют скоса 60 с внутренней стороны. В первую очередь соединяются полки швеллера, затем – свариваются стенки.
Сварка идет по всему периметру примыкания швеллеров. Но иногда можно обойтись обвариванием только с одной стороны. Важно учесть, что место сварного шва имеет меньшую прочность и упругость по сравнению с остальной частью металлического профиля. На это стоит обращать особое внимание при создании проекта.
Приваривание накладок должно производиться по всему контуру во избежание попадания воды, которая приведет к преждевременному ржавлению металла. Если перекрыть все щели затруднительно, их обрабатывают антикоррозийным покрытием. Скрепляемые элементы должны образовать в итоге прямую, не перекошенную сварную конструкцию. Ни по вертикали, ни по горизонтали перекосов быть не должно.
Навигация по записям
Сварка, соединение швеллеров — технология, виды, потери прочности
 Различают профиль горячекатаный и гнутый. Вне зависимости от метода изготовления швеллера, основная область его применения – создание всевозможных конструкций, предназначенных для строительства и машиностроения. Большая часть металлоконструкций, создаваемых с использованием швеллера, изготавливается с помощью сварных соединений.
Различают профиль горячекатаный и гнутый. Вне зависимости от метода изготовления швеллера, основная область его применения – создание всевозможных конструкций, предназначенных для строительства и машиностроения. Большая часть металлоконструкций, создаваемых с использованием швеллера, изготавливается с помощью сварных соединений.
Технологические особенности соединения швеллеров
Профиль П-образный за счет формы сечения может выдерживать значительные осевые нагрузки и обладает высокими показателями сопротивления изгибающему моменту. Поэтому швеллер, как элемент металлоконструкции, применяется для обеспечения высоких показателей прочности и увеличения жесткости всего изделия в целом. Самым востребованным профилем в строительстве является швеллер серии «П», так как он позволяет добиться максимальной прочности сварного соединения в сравнение с прочими сериями.
Сварное соединение обладает достаточно большой прочностью, но мельчайшие нарушения в технологии сварки может привести к ослаблению всей металлоконструкции. Поэтому этап сварки является наиболее сложным и ответственным при изготовлении строительных конструкций.
Поэтому этап сварки является наиболее сложным и ответственным при изготовлении строительных конструкций.
Потери прочности при сварке швеллеров
Следует помнить, что любое сварное соединение снижает прочность зоны стыка на 5-7%. Но есть случаи, когда технология сварки нарушается по каким-либо причинам:
- недостаточная квалификация сварщика
- неправильно подобранный тип шва
- неверный предварительный разогрев металла
- неудобное расположение мест сварки
В этих случаях зона сварного шва может потерять до 20% своей прочности. Поэтому при сварке швеллеров следует придерживаться следующих рекомендаций:
- нельзя пренебрегать требованиями ГОСТ, касающихся сварных соединений
- наиболее слабое место для расположения сварного шва – это внутренние грани полок и в особенности углы соединения стенки и полки швеллера, следует избегать сварочных швов в указанных местах
Типы сварки при изготовлении металлоконструкций
При изготовлении металлоконструкций в APEX METAL может применяться электродуговая и газовая сварка.
Газо-кислородная сварка не используется непосредственно для получения неразъемного соединения швеллеров, так как при ее использовании образуется значительно большая околошовная зона, прочность которой значительно ниже прочности основного металла. В этой зоне возникают внутренние напряжения и возможна деформация профиля и конструкции в целом. Но данный вид сварки используется для резки профиля и при необходимости исправления некоторых дефектов уже готовой металлоконструкции.
Основным видом сварки на нашем производстве является электродуговая сварка, которая не обладает упомянутыми недостатками.
Виды сварочных соединений
При сварке швеллеров встык, с целью исключения появления трещин в швах, можно использовать подкладки, которые устанавливаются в местах свариваемых кромок. Она позволяет повысить прочность места соединения. После сварки необходимо тщательно зачистить шов, и затем первая подкладка приваривается внутри швеллера по продольным сторонам. Ее ширина должна соответствовать ширине профиля, а длина иметь значение пятикратной ширины. Вторая подкладка выступает в роли ребра, приваривается по обе стороны от полосы вплотную к ней. Сварка 2-х швеллеров в коробчатое сечение осуществляются по следующему алгоритму:
Ее ширина должна соответствовать ширине профиля, а длина иметь значение пятикратной ширины. Вторая подкладка выступает в роли ребра, приваривается по обе стороны от полосы вплотную к ней. Сварка 2-х швеллеров в коробчатое сечение осуществляются по следующему алгоритму:
- два швеллера устанавливают горизонтально друг напротив друга, с зазором согласно стандарту
- между собой оба изделия должны быть скреплены струбцинами
- шов выполняется от центра профиля по направлению к краям или методом прихвата
Сварка швеллера на заказ в Москве в Металл-24
Все сварные соединения ослабляют конструкцию и ее отельные узлы. Поэтому в строительстве часто используется швеллер. Сварка швеллера при монтаже конструкций – это важнейший этап.
Стальной швеллер – это металлическое изделие, имеющее П-образное сечение. Эта конструкция дает возможность получить высокие конструкционные характеристики при минимальном расходе материала. Методы изготовления швеллеров никак не влияют на технику сваривания.
Наибольшая прочность соединения достигается при сварке равнополочных швеллеров с параллельными гранями полок. Именно они и считаются самыми востребованными при строительстве в Москве.
Особенности сварки швеллеров
Для сборных металлических конструкций швеллера прекрасно себя зарекомендовали. Однако, если допустить ошибки в соединении данных изделий, то это вызовет критичное нарушение прочности конструкции в целом. Любое сварное соединение ослабляет прочность конструкции из металла на 5 – 7%. При это, металлический шов имеет более высокие характеристики прочности, чем металл основного детали.
Также проблема заключается в технике сваривания, опыте сварщика и грамотном предварительном разогреве. Неправильно выбранный шов и неудобное положение при сборке каких-либо узлов приводит к тому, что зона около шва может потерять до 20% прочности. Такие уязвимые соединительные места приходятся на каждый сварной шов с двух сторон. ГОСТом предусматриваются самые разнообразные узловые соединения.
Таким образом, можно подвести итог:
- Необходимо придерживаться рекомендованных норм ГОСТ.
- Сварка швеллеров существенно прочнее, даже если конструкция дополнительно усилена.
- Дополнительные накладки после сварки встык между собой нужно делать только снаружи изделия.
- Сварку внутренних углов швеллера лишь ослабляет конструкцию в целом, поэтому варить не желательно во внутренних углах и внутри изделия.
Электродуговая сварка швеллера
Особенности применения электродов и их выбор по основным характеристикам позволяют сделать электродуговую сварку наиболее предпочтительной для соединения швеллеров. Самый качественный шов получается благодаря электродам. Но существуют и рекомендации по их использованию:
- соединения лучше всего делать внахлест;
- сварка электродами требует опыта сварщика;
- электрод перед работой нужно прокаливать в особой печи в течение часа при температуре 250 градусов;
- использовать нужно короткую дугу средней мощности;
- варить легче при прямой полярности, поскольку электрод тогда горит медленнее;
- необходимо проводить проверку на дефекты с внутренней стороны.

Режим сварки и скорость исполнения шва под углом зависят от вида соединения, однако, самым оптимальным будет ручная сварка 20 метров в час.
Газовая сварка швеллера
Газовая сварка встык используется достаточно часто. Существуют самые распространенные варианты соединения швеллера. Выбор соединения зависит от:
- длины сварного соединения и количества сварщиков;
- условий выполнения шва;
- тип и толщина швеллера;
- максимальная общая нагрузка на конструкцию.
Основные виды соединений и самые востребованные конструкции из швеллеров на практике получают при самом удобном методе сваривания. Наша компания осуществляет сварку швеллера на заказ.
Способы сварки швеллеров
 Правильно соединенные швеллеры обеспечивают конструкциям надежность и долговечность, главное – проводить сварку строго по технологии.
Правильно соединенные швеллеры обеспечивают конструкциям надежность и долговечность, главное – проводить сварку строго по технологии. Есть несколько способов соединения швеллеров. Выбор того или иного способа зависит от размеров конструкции и следующих особенностей:
- условия наложения шва, протяженность места сваривания и количество рабочих;
- виды сил, которые воздействуют на конструкции, а также места их воздействия;
- тип и габаритные размеры, требуемая устойчивость и полная нагрузка на здание.
Сварка швеллеров: электродуговая или газовая?
Электродуговая сварка имеет ряд преимуществ, так как выбор электродов большой, плюс их параметры обеспечивают более удобные условия для осуществления сварки швеллеров. Вот какие рекомендации нужно соблюдать при использовании электродуговой сварки:
- Все соединения следует выполнять внахлест, температура прокалки – 250 градусов.
- Места соединения очищают от загрязнений и ржавчины, работают короткой дугой.
- Сваренные конструкции не должны использоваться при температуре ниже 40 градусов.

Газовая сварка – еще один способ соединения швеллеров, которым пользуются не всегда по причине высокой температуры нагрева. Из-за этого меняются характеристики металлов, что негативно сказывается на всей конструкции. Но если нужно устранить дефекты готовых металлоконструкций, то подходит именно газовая сварка.
Способы соединения швеллеров
Есть несколько способов соединения швеллеров – встык, с накладками и в коробку, а также альтернативные решения. Почему в каждом конкретном случае нужно выбирать что-то определенное? Чтобы получить прочную и надежную металлоконструкцию. Сейчас мы сравним все три способа, чтобы вам было проще принять решение.
Соединение встык
Его используют для удлинения или соединения швеллеров под углом в конструкциях, где нагрузка на шов невысокая. Вот как выглядит поэтапная сварка этим способом:
- Если толщина боковых граней швеллера до 6 мм, то сварку производят без скоса. Если толщина от 6 до 12 мм, то на поверхности готовят скос под углом 30°. А если толщина более 12 мм, то у скоса будет тупой угол и располагаться он будет со внутренней стороны швеллера.
- Все свариваемые детали прихватывают точечной сваркой, расстояние между точками – 40 мм. Желательно проверять геометрию соединения. Сварку проводят с двух сторон или с одной. Направление сварки – от середины основания к полкам.
- При выборе этого способа стоит помнить, что полученный сварной шов будет не максимально прочным в сравнении с самим профилем. Однако в металлоконструкциях, которые не являются несущими, этот не главный недостаток.
 Если толщина от 6 до 12 мм, то на поверхности готовят скос под углом 30°. А если толщина более 12 мм, то у скоса будет тупой угол и располагаться он будет со внутренней стороны швеллера.
Если толщина от 6 до 12 мм, то на поверхности готовят скос под углом 30°. А если толщина более 12 мм, то у скоса будет тупой угол и располагаться он будет со внутренней стороны швеллера. Соединение с накладками
Металлические накладки позволят сделать стыки более прочными. Схема соединения следующая:
- Делают сварку встык и зачищают шов заподлицо. Затем изготавливают парные накладки – маленькую и большую для внешней и наружной сторон конструкции.
- Для накладок используют листовой прокат из той же марки стали, что и швеллеры. Толщина накладки – равна или превышает толщину боковой полки.
- Приваривают накладки поверх сварных швов в месте соединения точечной сваркой. Завершающий этап – проварка накладки по контуру металлоконструкции.
 Толщина накладки – равна или превышает толщину боковой полки.
Толщина накладки – равна или превышает толщину боковой полки. Соединение в коробку
Этот способ сварки позволяет получить из П-образного швеллера усиленные полые балки с сечением в форме квадрата или прямоугольника. Сварка включает следующие этапы:
- Два изделия плотно соединяют вместе полками и скрепляют струбцинами.
- Сварку производят встык с подготовкой скоса на кромках, или с зазором между краями кромок.
- Полученный в результате сварки шов не нужно зачищать, усиление придадут накладки.
Как видите, соединение встык подходит для конструкций с невысокими нагрузками, а соединение с накладками – наоборот, если важно сделать стыки прочными. Что же касается сварки в коробку, то это более специфический способ для получения балок с сечением определенной формы.
Что делать, если сварка невозможна?
В отдельных случаях стандартные способы сварки не подходят или не требуются. Например, если речь идет об изготовлении разборных конструкций или работе с оцинкованным прокатом. В первом случае сварка не нужна, а во втором может повредить защитный слой цинка и в местах соединения появится ржавчина.
Например, если речь идет об изготовлении разборных конструкций или работе с оцинкованным прокатом. В первом случае сварка не нужна, а во втором может повредить защитный слой цинка и в местах соединения появится ржавчина.
Альтернативой сварке в таких случаях становится болтовое соединение, при котором швеллер монтируют без повреждения цинкового слоя и без привлечения к работе сварщиков. Правда, у этого способа соединения швеллеров есть недостатки:
- в прокате есть отверстия, которые снижают его прочность – для несущих конструкций такой способ не подойдет;
- нужно регулярно подтягивать гайки, особенно, если конструкция испытывает вибрационные нагрузки;
- крепеж из черных металлов со временем ржавеет, его надежность снижается, а разборка затрудняется.
Также соединение швеллеров болтами занимает больше времени. Но если у вас именно такой случай, когда сварку сделать нельзя, то остается только этот способ.
Чтобы выбрать тот или иной способ сварки, учтите все условия эксплуатации. Например, нагрузки, которые испытывают конструкции. От этого будет зависеть прочность, надежность и долговечность конструкции. Если сложно определиться, посоветуйтесь со специалистами или менеджерами магазина, в котором покупаете швеллеры.
Например, нагрузки, которые испытывают конструкции. От этого будет зависеть прочность, надежность и долговечность конструкции. Если сложно определиться, посоветуйтесь со специалистами или менеджерами магазина, в котором покупаете швеллеры.
Теперь вы больше знаете о способах соединения швеллеров и сможете избежать ошибок.
Как сварить швеллера встык — MOREREMONTA
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.
Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.
Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.
Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Швеллер – востребованный в строительстве вид фасонного проката с поперечным сечением П-образной формы. Для создания конструкций различного назначения применяют сборно-разборные болтовые соединения, неразборные – заклепочные и сварные. Сварное соединение – надежное и долговечное, но только при точном следовании технологии. Ее нарушение может стать причиной ослабления конструкции, поэтому сварочный процесс и его результаты подлежат постоянному контролю. Наиболее распространенный способ соединения фасонного проката между собой – электродуговая сварка.
Технологические требования по сварке двух швеллеров встык без накладок
Сварка встык без дополнительного усиления применяется только для неответственных конструкций, если важна скорость и простота процесса. Этапы:
Этапы:
- Подготовка торцов кромок. При толщине стенок до 6 мм скос кромок не требуется, при толщине 6-12 мм он составляет 30°, более 12 мм – скос выполняется под углом 60° с внутренней стороны соединяемых элементов.
- В первую очередь свариваются более толстые элементы – полки.
- Далее соединяются стенки.
- Обваривание – двухстороннее без накладок. В некоторых случаях может провариваться только одна сторона профиля.
Внимание! Зона шва, выполненного встык, на 5-20% слабее, по сравнению с телом профиля, что обязательно учитывают при проектировании.
Как правильно сварить швеллеры встык с использованием накладок?
Если необходимо получить шов, прочность которого не уступает прочности тела профильного проката, используют накладки, толщина которых зависит от толщины стенок заготовки. Один из нормативных документов, регламентирующих качество получаемого соединения, – ГОСТ 15164.
- Торцы заготовок подготавливаются и свариваются друг с другом.
- Шов изнутри зачищают до ровной поверхности.
- Внутри заготовки приваривают стальную полосу той же марки и толщины, что и основной металл. Опытные сварщики советуют приваривать на шов не полосу, а шестиугольник, который обваривается со всех сторон.
- Снаружи также наваривают шестиугольную накладку, но размер ее должен быть больше, по сравнению с внутренней.

Накладки необходимо приварить по полному контуру, иначе в зазоры может попасть влага, вызывающая коррозию стали. При невозможности выполнить это условие в зазоры заливают антикоррозионный состав. Соединяемые элементы должны укладываться в линию без переломов в горизонтальной и вертикальной плоскостях.
Швеллер является частью самых разных металлических конструкций. Обычно его роль заключается в восприятии различных механических нагрузок – на сжатие, растягивание, изгиб, кручение, пр. Часто при требованиях конфигураций металлоконструкций требует сваривать жесткий рамочный каркас. При этом стальное изделие после сварки должно все также оставаться цельным изделием с неизменными механическими характеристиками.
Любые работы по сварке имеют способность ослаблять отдельные узлы швеллера. Именно для уменьшения сварных работ используется при возведении ответственных конструкций швеллерный сортамент, а также двутавровые балки. Сварка швеллера – это важный этап, который часто на объекте вызывает затруднение, невыполнение трудоемких условий государственного регламента.
Что нужно знать
Расположение типоразмеров в местах стыковки выполняется несколькими главными способами: полками внутрь, гранями наружу, смешанное, со сторонами модели, перпендикулярными плоскости каркаса. Практикуется крестообразная стыковка швеллеров: профиля ставятся диагонально специальными связями.
Виды металлопрофилей – горячекатаный стальной профиль, гнутый типоразмер, сделанный холодной прокаткой – не сказываются на характер, выбор сварки. Самое прочное соединение получается у моделей с параллельными полками, которые имеют маркировку «П».
К сварке швеллеров предъявляются требования:
Свариваются сначала толстые элементы профиля, то есть полки, затем приступают к свариванию тонких элементов.
Нельзя сваривать внутренние грани полок – углы соединений сторон. Такой подход приведет только к ослаблению целостности детали, всей конструкции.
Два швеллера должны иметь зазор 2-3 мм. Это поможет исключить частую проблему возникновения «горки», после которой придется зачищать поверхность, а значит – существенно ослаблять сварочный шов.
Для неответственных легких металлоконструкций, где не важны требования надежности, минимальный вес элементов строения, можно проводить соединение швеллеров встык сваркой с двух сторон.
Кромки торцов, где протекает сваривание, закручиваются V-, X- образно, для толстого, тонкого края, соответственно. Угол при этом от 30 до 60 градусов.
Исключаются переломы по вертикали, горизонтали на стыке свариваемых элементов.
Стыковка по правилам проводится при помощи листовых накладок. Они располагаются только симметрично продольной оси сечения.
Создавая проект, необходимо учитывать, что зона сварного шва слабее других частей типоразмера на 5-20%.
Несколько советов
Листовые накладки лучше всего варить сразу по всему контуру прилегания. Это исключит проникновение между ними швеллерной поверхностью влаги, других ненужных составов. Влажность всегда губительна для металлов, особенно при сварочных работах, она грозит возникновением коррозии. Часто используются антикоррозийные материалы.
Проблемами здесь могут быть разные факторы: техника сваривания, человеческий фактор (отсутствие опыта, специализации), неправильно выбранный шов. Следует помнить, что сварка по ГОСТу всегда будет прочнее, рекомендациями пренебрегать нельзя.
Какая сварка бывает?
Электродуговая. Самый предпочтительный тип соединения. Здесь применяется короткая дуга средней мощности. Обязательно проводить проверки на внутренние дефекты.
Газовая кислородная. Применяется в редких случаях из-за получения большой зоны нагрева. Негативное термическое влияние ослабляет большую поверхность детали, приводит к внутренним напряжениям металла, сильной деформации всего металлопрофиля.
Где заказать швеллерный металлопрокат?
Металлобаза «Сталь-Инвест» предлагает услуги по продаже, доставке, резке металлических профилей. К вашим услугам – большие объемы металлопродукции на складах, отсутствие долгого ожидания доставки, детали в соответствии ГОСТ. Позвоните по телефону +7 (863) 308-94-58, уточните все детали заказа, получите экспертную консультацию.
Как правильно сварить швеллер
Как варить швеллер, какие электроды использовать, нужно ли опираться на ГОСТы? Эти дискуссии часто возникают на форумах. Всегда появляются сторонники сварки встык и те, кто следует стандартам. В этой статье мы решили рассмотреть, как сваривать балки по регламенту и какие лучше подобрать электроды.
Как сварить два швеллера в одну балку
Сортамент швеллеров включает длинные балки, но иногда даже максимальной длины недостаточно, и приходится соединять два изделия в одно. Чтобы обеспечить прочность будущей конструкции, следует придерживаться таких правил:
Чтобы обеспечить прочность будущей конструкции, следует придерживаться таких правил:
- Не сваривать балки встык. При соединении несущих конструкций следует избегать сваривания встык. Во-первых, это позволит предотвратить разрыв швов при возможном температурном расширении металла. Во-вторых, стыковое соединение всегда менее прочное, чем сам швеллер (минимум на 15% при идеальном качестве шва). В-третьих, сварной шов имеет низкое сопротивление изгибу.
- Для соединения использовать стальную накладку, которая приваривается на швеллеры сверху. Не допускается наваривание накладок с внутренней стороны балки, так как это снижает качество соединения. По этому правилу сваривается и горячекатаный, и гнутый швеллер.
- Накладки должны располагаться симметрично по отношению к продольной оси балочного сечения.
- По контуру примыкания накладки желательно обваривать полностью. За счет этого исключается проникновение в зазор между накладкой и поверхностью швеллера влаги. Что, в свою очередь, предотвращает появление коррозии. Если такая сварка невозможна, допускается заполнение зазора антикоррозийными материалами.
- Толщина накладки должна быть равна толщине полки. Если вы собираетесь купить швеллер с толщиной полки 4,8 мм, позаботьтесь, чтобы при сварке под рукой была полоса стали с такой же или близкой по значению толщиной.
 Если такая сварка невозможна, допускается заполнение зазора антикоррозийными материалами.
Если такая сварка невозможна, допускается заполнение зазора антикоррозийными материалами.Выбор электродов для сварки швеллера
Для соединения балок толщиной до 5 мм отлично подойдут распространенные АНО-21. Они позволяют выполнять и стыковые, и угловые соединения. Перед использованием необходимо прокалить электроды на протяжении 60 минут. Это предотвратит пористость шва.
Если подключить электрод АНО-21 в режиме обратной полярности к сварочному выпрямителю, обеспечивается стабильная дуга и качественный шов при сварке в любом положении.
Для более массивных швеллеров подойдут электроды УОНИ 13/55У. Они подходят для сварки и переменным, и постоянным током, на прямой и обратной полярности.
И не забывайте, что надежность конструкции зависит от того, насколько качественным будет металлопрокат. Купить в СПб металл от ведущих производителей предлагает компания «Стальмет».
Купить в СПб металл от ведущих производителей предлагает компания «Стальмет».
Безопасность | Стеклянная дверь
Мы получаем подозрительную активность от вас или от кого-то, кто использует вашу интернет-сеть. Подождите, пока мы убедимся, что вы настоящий человек. Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet. Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne.Вотре содержание apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un электронная почта à pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem
Интернет-Netzwerk angemeldet ist, festgestellt.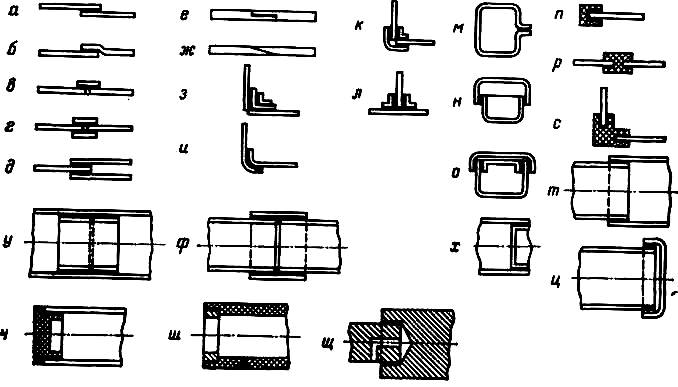 Bitte warten Sie, während wir
überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt.
Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте:
.
Bitte warten Sie, während wir
überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt.
Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте:
.
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt. Een momentje geduld totdat, мы узнали, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real.Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para informarnos de que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера
mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este
mensaje, envía un correo electrónico a
para hacernos saber que
estás teniendo problemas.
Tu contenido se mostrará en breve. Si Continúas recibiendo este
mensaje, envía un correo electrónico a
para hacernos saber que
estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede.Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade. Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet. Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini Visualizzare questo messaggio, invia un’e-mail all’indirizzo per informarci del проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 626829007fc916a5.
Лучшие каналы YouTube по сварке и изготовлению
На YouTube много каналов о сварке и производстве, поэтому мы составили для вас список некоторых из лучших каналов.Чтобы попасть в этот список, каналы должны иметь более 10 000 подписчиков и недавно опубликованное видео за последние 3 месяца. Не стесняйтесь добавлять ссылки в комментариях ниже к любым пропущенным нами каналам или новым каналам YouTube, за которыми нам следует следить.Советы и рекомендации по сварке — 543 316+ подписчиков YouTube
Советы и рекомендации по сварке:
Пух и грязные советы по сварке для всех нас.
Отказ от ответственности: эти видео предназначены для развлечения и вдохновения.Сварка опасна. Перед использованием сварочного оборудования всегда обращайтесь за профессиональной консультацией и обучением. Если у вас есть какие-либо сомнения перед выполнением любого сварочного задания, остановитесь и изучите более безопасный метод. Не пытайтесь выполнять сварку только потому, что вы видели это в одном из моих видеороликов.
Если у вас есть какие-либо сомнения перед выполнением любого сварочного задания, остановитесь и изучите более безопасный метод. Не пытайтесь выполнять сварку только потому, что вы видели это в одном из моих видеороликов.
ChuckE2009 — 452,797+ подписчиков
О патронеE2009:
Здравствуйте, и добро пожаловать на мой канал! Мои видео о сварке, металлообработке, машинном оборудовании и многом другом! Я занимаюсь сваркой с 2009 года, включая 3 года формального образования и получение 5 различных сертификатов на трубы и листы.
Одно примечание — сообщения YouTube предназначены ТОЛЬКО для коммерческого интереса к шоу. За это я приношу свои извинения, хотя я хотел бы отвечать на личные сообщения каждого, но огромное количество получаемых мной сообщений делает это непрактичным.
О Weld.com:
Видеоролики о сварке, скрытые за капотом, позволяют ближе познакомиться со сварочным швом.
Сварочные видеоролики Weld.com — это серия шоу о сварке, в которых есть советы, приемы и подсказки, которые помогут вам каждый раз отбрасывать идеальный борт! Если вы пытаетесь стать лучше в области сварки TIG, сварки MIG, сварки палкой или резки; Сварка.com есть то, что вам нужно. Все видеоролики сняты «из-за кулис», чтобы вы могли увидеть точку зрения сварщиков. Мы не только покажем вам, как сваривать, но и много раз покажем вам типичные ошибки и способы их избежать.
Новые видео TIG каждую пятницу
Новые видео MIG каждый понедельник
О форумах Fab:
Добро пожаловать на форумы The Fab. Меня зовут Кайл Восс, и я создаю для вас контент Custom Motorsports Fabrication всех форм.Углеродное волокно, сварка TIG, формовка металла, хот-стержни, маслкары, индивидуальные чопперы и все, что между ними. Я упорно трудиться, чтобы принести вам новое содержание на еженедельной основе.
Меня зовут Кайл Восс, и я создаю для вас контент Custom Motorsports Fabrication всех форм.Углеродное волокно, сварка TIG, формовка металла, хот-стержни, маслкары, индивидуальные чопперы и все, что между ними. Я упорно трудиться, чтобы принести вам новое содержание на еженедельной основе.
О сайте 6061.com:
Сварка и изготовление алюминия, а также другие видеоролики.
О производственной серии
Канал Fabricator на YouTube здесь, чтобы показать вам, как построить что угодно.Многие проекты создаются с использованием моего 15-летнего опыта в производстве автомобилей, но я строю, чиню, модифицирую, проектирую, корректирую и создаю практически все. Я всегда открыт для новых предложений от зрителей.
Я всегда открыт для новых предложений от зрителей.
О гараже Джимбо:
Этот канал в основном посвящен сварке и металлообработке. Мы будем делать нестандартные работы из дерева тут и там, но в конце концов это все потому, что я люблю строить.
О таможне Ramsey — turbocobra
Меня зовут Гэри Рэмси.Владелец, производитель Ramsey Customs. Мы начали этот канал в первую очередь, чтобы задокументировать полное восстановление Мустанга 1965 года, но с годами канал превратился в место для демонстрации различных проектов, которые мы делаем. Эти проекты в основном связаны с производством металла и дерева. Металлообработка. Мы специализируемся на искусстве металла, домашнем / деловом декоре и мебели, но мы также предлагаем видеоролики, демонстрирующие различные инструменты, техники и методы, используемые в металлообработке.
Металлообработка. Мы специализируемся на искусстве металла, домашнем / деловом декоре и мебели, но мы также предлагаем видеоролики, демонстрирующие различные инструменты, техники и методы, используемые в металлообработке.
В последнее время мы занимаемся производством инструментов для производителей.Мы продаем их в виде комплектов, которые можно сваривать или скреплять болтами, или продаем только чертежи. В наших видеороликах вы часто увидите такие вещи, как сварка MIG, сварка Tig, сверление, фрезерование, токарные работы по металлу. Некоторое из имеющегося у нас оборудования: Lincoln Mig Welder. Миллер Сварщик. Токарный станок по металлу Monarch 10EE. Фрезерный станок типа Bridgeport. Фрезерный станок Cincinnati, горизонтальная ленточная пила Ellis, вертикальная ленточная пила DoAll. Плазменный стол Trucut CNC.
О компании Allen’s Welding / Woodworking:
Видео по сварке и обработке дерева. всевозможные постройки от ям для барбекю до деревянных зеркальных рам на поддонах.
всевозможные постройки от ям для барбекю до деревянных зеркальных рам на поддонах.
О производстве DoRite:
Привет всем … Джим Боллинджер здесь. Я изготовитель, сварщик, строитель, пожарный и фельдшер. Люди говорят мне, что я вроде как Ларри Кабельщик встречает МакГайвера. Я купил своего первого сварщика, когда мне было 14 лет, на деньги, заработанные стрижкой газонов. Сегодня я преподаю сварку для Lincoln Electric на семинарах и выставках. Я никогда не переставал хотеть учиться, и это вдохновляет меня учить других.Мои работы были показаны в сериалах, таких как «Экстремальный макияж», «Кошмары на кухне» и «Спасение в баре». Но не волнуйтесь, Голливуд меня не изменил. Больше всего на свете я люблю работать руками… сочетая творчество с техническими и инженерными ноу-хау, чтобы создавать все, от детских игрушек до канализационных заводов, пожарных спасательных инструментов и буксируемых машин.
–
Если вы опытный и талантливый сварщик, рассматривающий возможность работы по контракту в разъездах, узнайте больше о преимуществах и принципах работы, нажав кнопку ниже.
Как найти видеоканалы о сварке на YouTube — Baker’s Gas & Welding Supplies, Inc.
Видео о сварке на YouTube
Если вы еще не заходили на канал YouTube Baker’s Gas. Убедитесь, что вы подписались, и ставьте нам лайки за видео, которые вы хотите увидеть больше! ПОДПИСАТЬСЯ ЗДЕСЬ
YouTube — отличный видеоресурс о сварке. Производители загружают многие из своих видео на собственный канал YouTube .По словам Марзиа Карча на About.com:
Канал на YouTube является домашней страницей аккаунта. В нем отображается имя аккаунта, тип аккаунта, общедоступные видео, которые они загрузили, и любая введенная ими информация о пользователях.
 Вы можете настроить фон и цветовую схему канала, а также управлять некоторой информацией, которая отображается на нем. Каналы YouTube также могут отображать избранные видео других пользователей, потоки действий, комментарии, подписчиков и другие функции социальных сетей.
Вы можете настроить фон и цветовую схему канала, а также управлять некоторой информацией, которая отображается на нем. Каналы YouTube также могут отображать избранные видео других пользователей, потоки действий, комментарии, подписчиков и другие функции социальных сетей.Подписка на эти каналы позволяет узнавать, когда публикуются новые видеоролики о сварке. Это простой способ связаться с вашим любимым специалистом по сварке или производителем.
Поиск нужного канала
Быстрый и простой способ найти URL-адрес канала компании на YouTube — это перейти на веб-сайт компании и найти (и щелкнуть) значок YouTube.
URL-адреса каналов производителя сварочного оборудования / ссылки
Для начала вот ссылки на каналы Youtube некоторых крупных производителей:
КаналMiller Electric можно найти по адресу: http: // www.youtube.com/user/nielsmiller
Канал Lincoln Electric можно найти по адресу: http://www.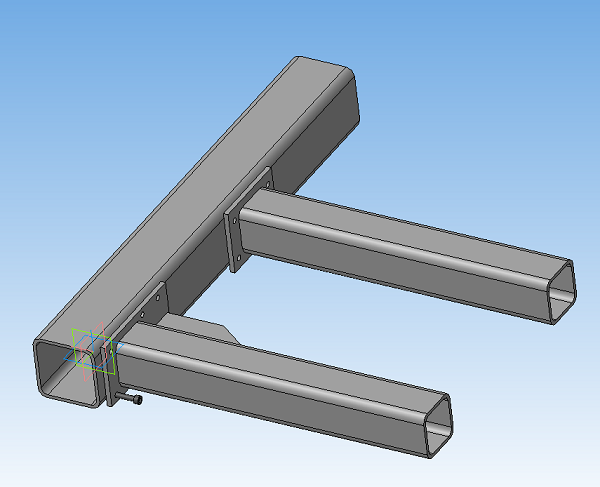 youtube.com/user/lincolnelectrictv
youtube.com/user/lincolnelectrictv
Hypertherm можно найти по адресу: http://www.youtube.com/user/HyperthermInc
. КаналESAB можно найти по адресу: http://www.youtube.com/user/esabweb
. КаналThermadyne Industries можно найти по адресу: http://www.youtube.com/user/ThermadyneIndustries#p/u
Вы также можете найти каналы, зайдя на Youtube и набрав название веб-сайта или компании в строке поиска вверху страницы, или выполнив поиск по сварке.Когда появится список видео, канал, разместивший видео, будет связан под названием и описанием. Удачи в поисках любимого сварочного канала.
Вот еще два отличных сварочных канала, на которые стоит обратить внимание:
Канал «Советы и рекомендации по сварке»: http://www.youtube.com/user/weldingtipsandtricks
Канал Кевина Кэрона: http://www.youtube.com/user/kevincaron
Знаете ли вы, что в сварочных школах также могут быть учебные каналы и другие страницы в социальных сетях? Найдите свое, выполнив поиск по названию учебного заведения или посетив его веб-сайт.
Пост «Как найти видеоканалы по сварке на YouTube» впервые появился на сайте Weld My World.
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или уточнить у системного администратора.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
20 каналов Youtube для металлообработки, которыми будут следовать в 2021 году
Алек Стил
Норидж, Англия, Великобритания О YouTube Привет! Меня зовут Алек Стил, я кузнец и ютубер. Этот канал на YouTube создан для того, чтобы дать вам увлекательное представление о жизни кузнеца в 21 веке.
Частота 1 видео в неделю
С апреля 2011 г.
Канал youtube.com/user/alectheblac..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
сварочные наконечники и приспособления
Атланта, Джорджия О YouTube Привет. Я Джоди. Каждую неделю я делаю видеоролики о сварке на YouTube. Эти видео предназначены для развлечения и вдохновения. Сварка опасна. Перед использованием сварочного оборудования всегда обращайтесь за профессиональной консультацией и обучением.
Я Джоди. Каждую неделю я делаю видеоролики о сварке на YouTube. Эти видео предназначены для развлечения и вдохновения. Сварка опасна. Перед использованием сварочного оборудования всегда обращайтесь за профессиональной консультацией и обучением.
Частота 4 видео / квартал
С ноября 2007 г.
Канал youtube.com/user/weldingtips..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Чендлер Дикинсон
О YouTube Добро пожаловать на канал YouTube Чендлера Дикинсона.Этот канал содержит видеоролики о создании различного оружия и других материалов с помощью кузницы.
С июня 2010 г.
Канал youtube.com/user/chandlerdic..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Уолтер Сорреллс
США О компании Youtuber Уолтер Сорреллс — мастер клинков, специализирующийся на лезвиях, вдохновленных японскими традициями. Он также выпускает серию обучающих видео, в которых рассказывается об основных ремеслах, связанных с ковкой японских мечей.
Он также выпускает серию обучающих видео, в которых рассказывается об основных ремеслах, связанных с ковкой японских мечей.
Частота 3 видео в месяц
С мая 2009 г.
Канал youtube.com/user/slappybucks..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Этот старый Тони
О YouTube Этот старый Тони — мастер по дому, который просто любит делать вещи. Со своим комедийным подтекстом Тони проведет вас через всевозможные сборки; от приспособления для измельчения концевой мельницы до кастрюли для эспрессо.
Частота 1 видео / месяц
С сентября 2010 г.
Канал youtube.com / user / featony / videos + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты
Abom79
США О YouTube Здравствуйте, меня зовут Адам. Добро пожаловать в мой домашний механический цех. Мне нравится снимать на видео свои работы и делиться ими с другими здесь. Я стараюсь быть полезным и информативным, рассказывая о своей работе и описании работы, в надежде, что другие мои сотрудники тоже научатся механической обработке.
Добро пожаловать в мой домашний механический цех. Мне нравится снимать на видео свои работы и делиться ими с другими здесь. Я стараюсь быть полезным и информативным, рассказывая о своей работе и описании работы, в надежде, что другие мои сотрудники тоже научатся механической обработке.
Частота 1 видео в неделю
С октября 2007 г.
Канал youtube.com / user / Abom79 / videos + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты Контакт
Torbjrn hman
Швеция О YouTube Привет, я Торбьерн Хман. Я делаю видео, чтобы делиться своими творениями и вдохновлять других на творчество. Канал пока не слишком велик, но есть несколько действительно интересных проектов, которые выглядят как отличные возможности для обучения и памятные подарки. Я с нетерпением жду еще многих видео от этого замечательного мастера.
Частота 1 видео / месяц
С ноября 2013 г.
Канал youtube.com / user / torbjornahm .. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты Контакт
мойфордбой
United Kingdom О Youtuber Меня больше всего интересует разработка моделей. Есть видео, показывающие некоторые из двигателей, которые я построил, а также видео, показывающие, как обрабатывались некоторые детали. Есть серия видеороликов, в которых показано, как я отливаю собственные металлические детали, в основном из легко поддающихся поиску материалов.
Частота 1 видео в неделю
С июля 2007 г.
Канал youtube.com / user / myfordboy / v .. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты Контакт
6061. com
США О Youtuber Сварка и изготовление алюминия, а также другие видеоролики.
Частота 7 видео / квартал
С мая 2009 г.
Канал youtube.com/user/aaronmlarse..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Oxtoolco
О Youtuber Канал Oxtoolco на YouTube представляет собой постоянный видеожурнал о жизни, потраченной на проектирование и создание специальных инструментов, инструментов и механических устройств для науки, медицины, разработки продуктов и металлообработки. Это также место, где можно поделиться и расширять навыки и методы среди других практиков.
Частота 2 видео в месяц
С ноября 2011 г.
Канал youtube.com/user/oxtoolco/vi..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Построй что-нибудь крутое
Соединенные Штаты Америки О YouTube Build Something Cool — это канал, на котором рассказывается обо всем о работе с металлом.
Частота 4 видео / год
С марта 2013 г.
Канал youtube.com/user/jigandtoolg.. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты
Рон Ковелл
США О YouTube Привет, я Рон Ковелл, и на моем канале есть короткие версии моих самых популярных DVD по металлообработке и сварке.
Частота 3 видео / месяц
С сентября 2007 г.
Канал youtube.com/user/covellron/v..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
lazzemetalshaping
Плезантон, Калифорния, США О Youtuber Видео о Lazze Metal Shaping помогут вам осуществить ваши мечты в производстве металла.Для хотродов, старинных автомобилей, реставрации, нестандартных автомобилей и искусства. Lazze предоставляет советы, приемы, инструкции и методы, позволяющие заставить металл делать то, что ВЫ хотите.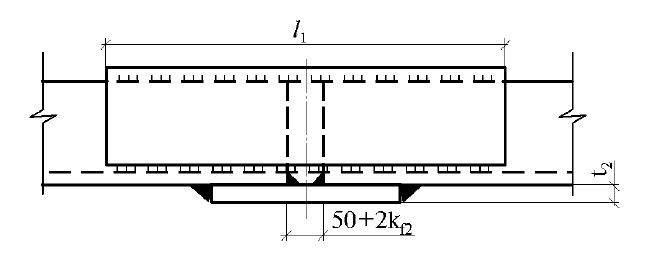
Частота 1 видео в год
С декабря 2008 г.
Канал youtube.com/user/lazzemetals..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Роберт Коуэн
США О Youtuber Узнайте о ЧПУ, робототехнике и о том, как создавать крутые вещи в своем гараже.Мне нравится повозиться практически с чем угодно. Следите за моими приключениями, когда я создавал боевых роботов, станки с ЧПУ и многое другое!
Частота 1 видео в неделю
С марта 2008 г.
Канал youtube.com/user/cowanrg9/vi..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Металлический завод Wide Vision
США О YouTube Этот канал посвящен видео о металлообработке! Ранее известный как GreatSamson3000, мне пришлось создать новый канал. Я управляю собственным бизнесом по изготовлению металлических изделий Wide Vision в Рурал, Северо-Западный Канзас, недалеко от большой деревни Палко.
Я управляю собственным бизнесом по изготовлению металлических изделий Wide Vision в Рурал, Северо-Западный Канзас, недалеко от большой деревни Палко.
Частота 1 видео в месяц
С апреля 2014 г.
Канал youtube.com/channel/UCIDe..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
42Fab | Металлообработка и многоцелевое производство
Соединенные Штаты Америки О YouTube Я профессионально создаю вывески, мебель и украшения, в основном, из металла, и снимаю видео о некоторых из этих проектов.
Частота 2 видео / квартал
С октября 2011 г.
Канал youtube.com/channel/UCX8B..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Том Зеликман
Fuquay Varina, NC О Youtuber Мы снимаем видео, чтобы поделиться своими приключениями и знаниями, полученными в области металлообработки.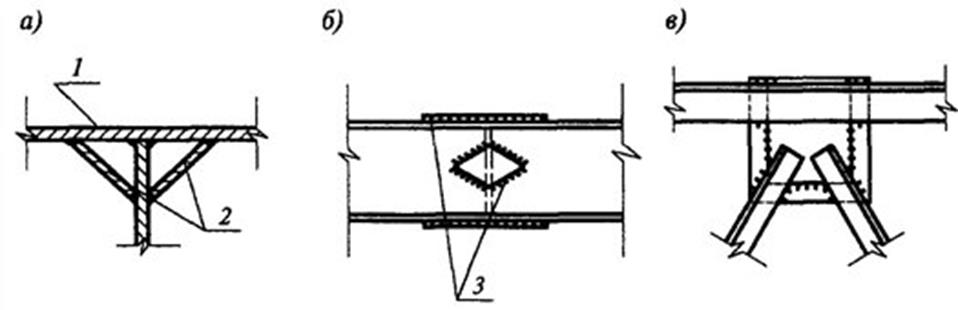 Проекты включают сварку и изготовление металла, плазменную резку с ЧПУ, фрезерные и токарные работы, а также старые добрые творения ручной работы.
Проекты включают сварку и изготовление металла, плазменную резку с ЧПУ, фрезерные и токарные работы, а также старые добрые творения ручной работы.
Частота 2 видео / квартал
С июля 2006 г.
Канал youtube.com / user / tjzelick / vi .. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты Контакт
Стефан Металл Арт
О YouTube Этот канал в основном посвящен работе с металлом и самодельным инструментам.
Частота 3 видео / год
С апреля 2010 г.
Канал youtube.com/user/stefan85211..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Малые металлообрабатывающие станки
О Youtuber Видео о малых токарных, фрезерных и других металлообрабатывающих станках.
С марта 2016 г.
Канал youtube.com/channel/UCMGn..+ Follow View Последние сообщения ⋅ Получить адрес электронной почты Контакт
Джейсон Хьюз
США О компании Youtuber Фрезерование с ЧПУ, плазменная резка с ЧПУ, сварка и изготовление в Вест-Баден-Спрингс, штат Индиана. Я стараюсь еженедельно выпускать проектное видео, включающее механическую обработку или изготовление.
Частота 5 видео / год
С февраля 2016 г.
Канал youtube.com / channel / UCXP6 .. + Follow Просмотр последних сообщений ⋅ Получить адрес электронной почты Контакт
WeldNow, чтобы сосредоточиться на оптовом канале сбыта сварочной продукции | Новости
Предоставляя доступ к более чем 170 000 артикулов (складских единиц) от сотен ведущих в отрасли брендов в области сварки, резки, присадочного металла, расходных материалов и аксессуаров, WeldNow позволяет дистрибьюторам диверсифицировать ассортимент своей продукции, не связывая капитал или ресурсы.
«WeldNow обеспечивает новый уровень поддержки, бизнес-стратегий и аналитики для своих партнеров-дистрибьюторов и поставщиков, чтобы они могли рентабельно развивать свой бизнес, одновременно повышая качество обслуживания клиентов», — сказал Джефф Каменц, президент американской компании WeldNow.
«Благодаря нашему глубокому пониманию продуктов и каналов сбыта мы помогаем нашим партнерам находить новые возможности и принимать более обоснованные решения».
WeldNow предлагает гибкие стратегии инвентаризации, услуги комплектования, полную или высокую скорость заполнения при первой отгрузке, отгружает непосредственно конечным пользователям от имени партнеров-дистрибьюторов и обеспечивает быстрое реагирование на отложенные заказы поставщика. Компания может настроить дистрибьюторов в качестве новых клиентов за 30 минут или меньше, предлагает согласованные цены для всех брендов и предоставляет своему дистрибьютору единую точку контакта и доступ к интернет-магазину для размещения заказов 24/7.
«Мы даже можем разрабатывать индивидуальные платформы цифровых продаж и создавать соответствующие маркетинговые программы», — сказал Каменц, который восемь лет проработал корпоративным директором по глобальным операциям в Американском обществе сварщиков.
WeldNow базируется в Талсе, штат Оклахома, с дополнительными точками распространения, либо строительными запасами, либо по контракту на приобретение.
WeldNow — это совместное предприятие, принадлежащее ветеранам отрасли и действующее как дочерняя компания AgoNow, LLC, чистого оптового продавца, ориентированного на рынки промышленности, безопасности, строительства и энергетики.WeldNow будет работать на платформе AgoNow NetSuite, ведущем облачном программном обеспечении для омниканальной коммерции. Эта платформа будет поддерживать цель WeldNow по предоставлению новейших цифровых партнерских технологий.
Другие члены команды WeldNow: Майк Деннинг — старший вице-президент по операциям / ИТ; Джейк Килиан — вице-президент по мерчандайзингу; Дуэйн Норман — вице-президент по брендингу / продуктовой стратегии; Крис Чиверс — вице-президент по продажам; Билл Фудейл — вице-президент по развитию бизнеса и Дон Уилкинсон — менеджер по работе с клиентами.
ASTM D7177 Испытания воздушного канала
года исследований и разработок EPI привели к созданию НОВОГО метода испытаний геомембран из ПВХ. В июне 2005 г. ASTM приняла новую Спецификацию испытаний воздушного канала. ASTM D 7177-05 Стандартные технические условия для оценки воздушного канала поливинилхлоридных (ПВХ) двухслойных геомембран со швом.
Компания EPI впервые начала производить горячую клиновую сварку ПВХ в 1990 году, а Dual Track Thermal Welding полевых швов ПВХ — в 1992 году.После многих лет экспериментов, полевых испытаний, модификаций и улучшений оборудования, а также многочисленных консультаций с производителями оборудования компания EPI произвела массовый переход на сварочные аппараты горячим воздухом для сварки ПВХ. Мы получили значительную помощь от Бруно Зурмухле из Leister и Дж. Б. Будни из Heely-Brown Company . Разработка процедур использования аппаратов для сварки горячим воздухом более тонких и гибких ПВХ-материалов была сложной задачей. Но проблемы были преодолены, и технические специалисты начали развивать навыки профессиональной сварки геомембраны из ПВХ любой толщины практически в любых погодных условиях.
Но проблемы были преодолены, и технические специалисты начали развивать навыки профессиональной сварки геомембраны из ПВХ любой толщины практически в любых погодных условиях.
В результате этих сеансов решения проблем и накопленных данных испытаний возникла абсолютная уверенность в том, что испытание воздушного канала можно использовать для проверки физической прочности сварного шва из ПВХ. В 2001 году компания TRI Environmental согласилась провести некоторые испытания и исследования термически сварных швов ПВХ. Рика Томаса также заинтриговало то, что швы ПВХ можно проверить на прочность на отслаивание с помощью теста с воздушным каналом. В 2002 году в TRI были начаты исследования по испытанию на разрыв швов ПВХ, сваренных горячим воздухом и горячей клиновой сваркой, в ПВХ толщиной 30 и 40 мил.Результатом этого испытания и других исследований стал график зависимости давления от температуры листа для испытания геомембран из ПВХ в воздушном канале, который подтверждает минимальную прочность на отслаивание 15 фунтов / дюйм по всей длине испытательного участка. Это соотношение температуры и давления необходимо для корректировки теста до тех же условий, которые требуются в лаборатории при испытании гибких ПВХ-швов на отслаивание (72 градуса по Фаренгейту).
Это соотношение температуры и давления необходимо для корректировки теста до тех же условий, которые требуются в лаборатории при испытании гибких ПВХ-швов на отслаивание (72 градуса по Фаренгейту).
В 2002 году Марк Вольшон , менеджер по контролю качества EPI, представил ASTM идею стандартного испытания воздушного канала для ПВХ.Комитет ASTM D35 учредил рабочую группу ASTM для разработки нового стандарта. После более чем двух лет обширных обсуждений в 2005 году ASTM D7177 Стандартные технические условия для оценки воздушного канала поливинилхлоридных (ПВХ) геомембран с двойным швом были приняты. ASTM D7177 теперь является признанным стандартом для испытания воздушных каналов полевых швов ПВХ. Этот метод испытаний не применяется к сварным швам из полиэтилена высокой плотности из-за жесткости этого материала.
Проще говоря, плохо выполненные термические сварные швы отслаиваются при испытании в воздушном канале согласно ASTM D7177. Этот тест подвергает нагрузку по всей длине шва, поэтому любые слабые места, даже самые маленькие, будут немедленно обнаружены. Любой вышедший из строя шов следует заменить. EPI также испытала сварные швы с удалением проходящих разрушающих образцов, не прошедших испытание воздушного канала в другой области того же шва. Любой вышедший из строя шов должен быть повторно завален, чтобы клиент получил наилучший продукт.
Этот тест подвергает нагрузку по всей длине шва, поэтому любые слабые места, даже самые маленькие, будут немедленно обнаружены. Любой вышедший из строя шов следует заменить. EPI также испытала сварные швы с удалением проходящих разрушающих образцов, не прошедших испытание воздушного канала в другой области того же шва. Любой вышедший из строя шов должен быть повторно завален, чтобы клиент получил наилучший продукт.
Температура листа ºC | Давление воздуха кПа | Температура листа ºF | Давление воздуха PSI | Время удержания |
4.5 | 345 | 40 | 50 | 30 секунд |
7 | 324 | 45 | 47 | 30 секунд |
10 | 310 | 50 | 45 | 30 секунд |
13 | 290 | 55 | 42 | 30 секунд |
15. | 276 | 60 | 40 | 30 секунд |
18 | 262 | 65 | 38 | 30 секунд |
21 | 241 | 70 | 35 | 30 секунд |
24 | 228 | 75 | 33 | 30 секунд |
26.5 | 214 | 80 | 31 | 30 секунд |
29,5 | 193 | 85 | 28 | 30 секунд |
32 | 179 | 90 | 26 | 30 секунд |
35 | 165 | 95 | 24 | 30 секунд |
37.5 | 152 | 100 | 22 | 30 секунд |
40,5 | 138 | 105 | 20 | 30 секунд |
43.5 | 131 | 110 | 19 | 30 секунд |
46 | 117 | 115 | 17 | 30 секунд |
48.5 | 103 | 120 | 15 | 30 секунд |
51,5 | 90 | 125 | 13 | 30 секунд |
54.5 | 83 | > 130 | 12 | 30 секунд |
 5
5В таблице выше указано давление воздуха, необходимое для проверки прочности шва на отслаивание 15 фунтов / дюйм для двухканальных сварных швов ПВХ при различных температурах листа в соответствии с ASTM D7177.
Используя аппарат для сварки горячим воздухом с двойным соплом, монтажная бригада EPI может сваривать швы, оставляя воздушный канал между сварными швами. EPI имеет опыт проведения испытаний воздушного канала в полевых швах из двухканального ПВХ, сваренных термической сваркой. Испытания проводятся путем герметизации обоих концов шва и создания давления воздуха в канал между двумя параллельными сварными швами. Шов нагнетается до минимально необходимого давления для проверки минимальной прочности на отслаивание 15 фунтов / дюйм, исходя из температуры окружающей среды геомембранного материала ПВХ.
Давление контролируется для обеспечения целостности сварного шва по всему шву. На практике проходящий шов будет немедленно удерживать давление, тогда как плохой шов будет продолжать терять давление, поскольку сварной шов постепенно откроется. Минимальное давление определяется в соответствии с графиком и диаграммой, показанными ниже.
Испытание двухканального сварного шва с помощью воздушного канала — это усовершенствованный метод неразрушающего контроля полевых швов. Тестирование воздушного канала обнаружит недостатки и слабые места, которые в противном случае были бы пропущены воздушным наконечником.Испытание с помощью воздушной фурмы отдельных сварных швов, будь то термическое или химическое, не гарантирует качества сварного шва.
Давление, используемое в каждом испытании, зависит от температуры геомембраны из ПВХ. Тестирование воздушного канала выполняется в соответствии со стандартами EPI QC, основанными на ASTM D7177.
Т-образные швы:
ВСЕ полевые швы должны быть проверены, и Т-образные швы могут быть трудными для проверки воздушного канала, если они не свариваются должным образом.Т-образные швы определяются как точка в шве, в которой три слоя материала перекрывают друг друга. Это происходит в том месте, где сварной шов с двойным рельсовым полем пересекает заводской шов, обычно под углом 90 градусов. (иногда их называют стыковыми швами или торцевыми швами). У нас были сотни вопросов от инженеров и заказчиков относительно испытаний воздушного канала Т-образных швов, шва, созданного вдоль конца геомембранной панели из ПВХ. Воздушный канал EPI проверяет ВСЕ полевые швы, включая швы на концах заводских панелей.
Образец Т-образного шва EPI в ПВХ толщиной 30 мил
У каждой буквы «Т» есть возможность иметь очень маленькое отверстие на стыке трех слоев материала. Это еще одна ключевая причина, по которой проверка воздушного канала каждого шва имеет решающее значение для целостности системы лайнера, обнаружения и устранения этих отверстий. Специалисты по сварке проявляют особую осторожность при настройке сварочного аппарата, чтобы убедиться, что этот тип перекрытия полностью герметизирован, поэтому испытание воздушного канала можно использовать для проверки прочности и непрерывности этих швов.
Заводские швы EPI не имеют рыхлых кромок, поэтому сварка Т-образных швов относительно проста. Снижение скорости движения сварочного аппарата позволит расплавленному ПВХ-материалу стекать вместе в стыке трех слоев материала, обеспечивая необходимую герметичность и прочность сварного шва.