Термитная сварка: практические возможности термита
Осуществление сварочного процесса независимо от используемой технологии предполагает хлопотную организационную подготовку этой строительной операции. Мастер обязан подобрать подходящий тип оборудования, сопутствующие материалы, обеспечить максимальную безопасность сварочных работ. Кроме того, затратная составляющая реализации проекта может достигать внушительных цифр.
Эти особенности сварочных операций заставляют заказчика выбирать наиболее экономный и действенный способ сварки. Одной из функциональных, недорогих и качественных разновидностей соединительных операций считается термитная сварка. Превосходная репутация этого метода заключается в простоте организации работы, обширной доступности сопутствующих материалов и оборудования, а также отличные прочностные показатели конечного результата.
Особенности и нюансы термитной технологии
Процесс использования термита в качестве основного элемента сварочных работ характеризуется использованием специализированных смесей порошкообразной природы, которые при выгорании выделяют достаточное для варки количество тепловой энергии. Термитная сварка проводов основывается на эффекте выгорания термита – металлической смеси, способной производить огромную тепловую энергию в результате сгорания.
Термитная сварка проводов основывается на эффекте выгорания термита – металлической смеси, способной производить огромную тепловую энергию в результате сгорания.
Термитная смесь состоит из:
- Зажигающая масса. Распространенный компонент этой составляющей – железная окалина.
- Основной активный состав – термит. Он перенасыщен магнием и алюминиевыми молекулами.
В некоторых строительных проектах количества энергии, получаемое из обособленной термитной смеси, недостаточно для осуществления сварки. Эта причина требует дополнительного использования некоторых материалов, дополнительно применяются оксиды хрома, вольфрамовые аналоги и никель. Эти порошкообразные вещества способствуют увеличению температуры с 2500 градусов при обычном использовании термитной смеси, до внушительных – 3500.
Технологический процесс термитной варки может требовать дополнительной насыщенной смеси, отвечающей за запал. Решают эту задачу смесь магния с пероксидом бария и натрием. Полноценная насыщенная термитная смесь с дополнительными присадками способна поддерживать горение в условиях полного погружения в водную среду. Это свойство характеризует технологию, как устойчивую к всевозможным воздействиям случайного характера.
Полноценная насыщенная термитная смесь с дополнительными присадками способна поддерживать горение в условиях полного погружения в водную среду. Это свойство характеризует технологию, как устойчивую к всевозможным воздействиям случайного характера.
Разновидности сварки с применением высокоэффективного термита
Современное выполнение сварочных работ, где термит выступает основным тепловым активатором процесса, подразделяется на 4 разновидности:
- Термитная сварка, технология которой обеспечивается промежуточным литьем.
- Комбинированным способом.
- Сварка впритык.
- Инновационная дуплекс сварка.
При создании соединений промежуточным литьем порошковая смесь меняет физическое состояние на жидкий металл, причем процесс перехода полностью обособленный, что не оказывает молекулярного воздействия на изменение свойств термита. Используется эта разновидность при монтаже металлических конструкций, предварительно закрепленных в необходимом положении.
Комбинированная разновидность работы по соединению заготовок предполагает одновременное использование литьевой технологии и размещения заготовок впритык. Сварщик по термитной сварке основное действие выполняет жидким наплавлением (комбинированное литье), а доработку кромок осуществляет сваркой впритык.
Инновационный метод – дуплекс – основывается на введении дополнительного шага в стандартной последовательности термитной варки. Оплавленный зазор между заготовками подвергается прессованию.
Используемое оборудование
Основным приспособлением для осуществления работ является специальный тигель. Именно эта деталь оборудования обеспечивает возможность применения высокоэффективного термита. По тигелю осуществляется слив нагретой до невероятных температур, расплавленной массы металлической природы. Тигель изготавливается из вольфрама и керамических материалов, что позволяет ему выдерживать критические перегревания. Отдельно изготавливаются специальные форменные структуры для отливки. Уникальные матрицы обеспечивают возможность варки широкого спектра всевозможных основ.
Тигель изготавливается из вольфрама и керамических материалов, что позволяет ему выдерживать критические перегревания. Отдельно изготавливаются специальные форменные структуры для отливки. Уникальные матрицы обеспечивают возможность варки широкого спектра всевозможных основ.
Дополнительным оборудованием считается специальные зажимные устройства и фиксирующие крепежи, которые обеспечивают сварку крупных металлоконструкций. Может потребоваться резак, а также карандаш технический. Разнообразные условия, в которых поддерживается горение термитной смеси, могут потребовать альтернативную горелку для функционирования инвертора и специальный контрольный термометр.
Где применяется термитный метод сварки?
Бытовое применение этой технологии не сильно распространено, поскольку высокие температурные режимы плавления не всегда подходят для незначительного ремонта конструкций. Квартирная сварка предполагает невысокие термитные температуры (до 1300 градусов), что помогает устранить мелкие трещины заготовок обычным расплавленным алюминиевым составом. Минимальное использование оборудования позволяет мастерам ограничить исключительно термитным карандашом, благодаря которому умелый человек способен воссоздать качественное прочное соединение.
Минимальное использование оборудования позволяет мастерам ограничить исключительно термитным карандашом, благодаря которому умелый человек способен воссоздать качественное прочное соединение.
Область использования термита в масштабных производственных проектах и промышленном направлении более разнообразна. Применяются преимущественно насыщенные термитные смеси, обеспечивающие высокие температуры металлических составов. Крупные компании осуществляют ремонтные работы больших уникальных сооружений, выполняется термитная сварка рельс, создаются прочные поддерживающие каркасы, монтируются фиксаторы и специальные держатели крупных объектов.
Термит сварка
Главная » Разное » Термит сварка
термит для сварки — это… Что такое термит для сварки?
- термит для сварки
- welding thermit
Большой англо-русский и русско-английский словарь. 2001.
- термит II
- термитная бомба
Смотреть что такое «термит для сварки» в других словарях:
ТЕРМИТ — (Thermite) смесь порошкообразного алюминия с окислами некоторых металлов, напр.
 железа, которая при сгорании выделяет огромное количество тепла при температуре до 3000° С. Применяется для сварки при ремонте сложных стальных изделий и для… … Морской словарь
железа, которая при сгорании выделяет огромное количество тепла при температуре до 3000° С. Применяется для сварки при ремонте сложных стальных изделий и для… … Морской словарьТермит — [thermite, thermit, termite] термитная смесь смесь порошков металлического Al или (реже) Mgи оксидов некоторых металлов (Fe, Ni и др.), при воспламенении которой с помощью запальной смеси интенсивно идут экзотермические реакции окисления Al и… … Энциклопедический словарь по металлургии
Термит
— (от греч. thérme тепло, жар) термитная смесь, смесь порошков металлического алюминия или (реже) магния и окислов некоторых металлов (железа, никеля и др.), при воспламенении которой с помощью запальной смеси интенсивно идут… … Большая советская энциклопедиятермит — 1. ТЕРМИТ см. Термиты. 2. ТЕРМИТ, а; м. [от греч. thermē жар, тепло] Порошкообразная смесь алюминия (реже магния) с окислами некоторых металлов, при воспламенении которой образуется очень высокая температура (используется в технике при сварке,… … Энциклопедический словарь
ТЕРМИТ — (термитная смесь) (от греч.
therme жар тепло), порошкообразная смесь алюминия (реже магния) с оксидами различных металлов (обычно железа), интенсивно сгорающая при воспламенении с выделением большого количества теплоты. Применяется в производстве … Большой Энциклопедический словарьТЕРМИТ — (от греч. therme тепло, жар), порошкообразная смесь стехиометрич. кол в металлов или сплавов (т. наз. горючее) с оксидами менее активных металлов (окислитель), сгорающая при воспламенении с выделением большого кол ва теплоты. Осн. горючее Аl, Mg … Химическая энциклопедия
ТЕРМИТ — (отгреч. therme тепло, жар) порошкообразная смесь алюминия с жел. окалиной, интенсивно сгорающая при воспламенении. Темп pa воспламенения, осуществляемого спец. запальными составами . ок. 1300 °С. При горении Т. развивается высокая темп pa (>… … Большой энциклопедический политехнический словарь
Термит — (термитная смесь) порошкообразная смесь алюминия С окислами некоторых металлов (чаше железв), развивающая при горении температуру 2300 2700° С.
Применяется как зажигательная смесь в зажигательных снарядах и бомбах, для термитной сварки металлов и … Словарь военных терминовГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
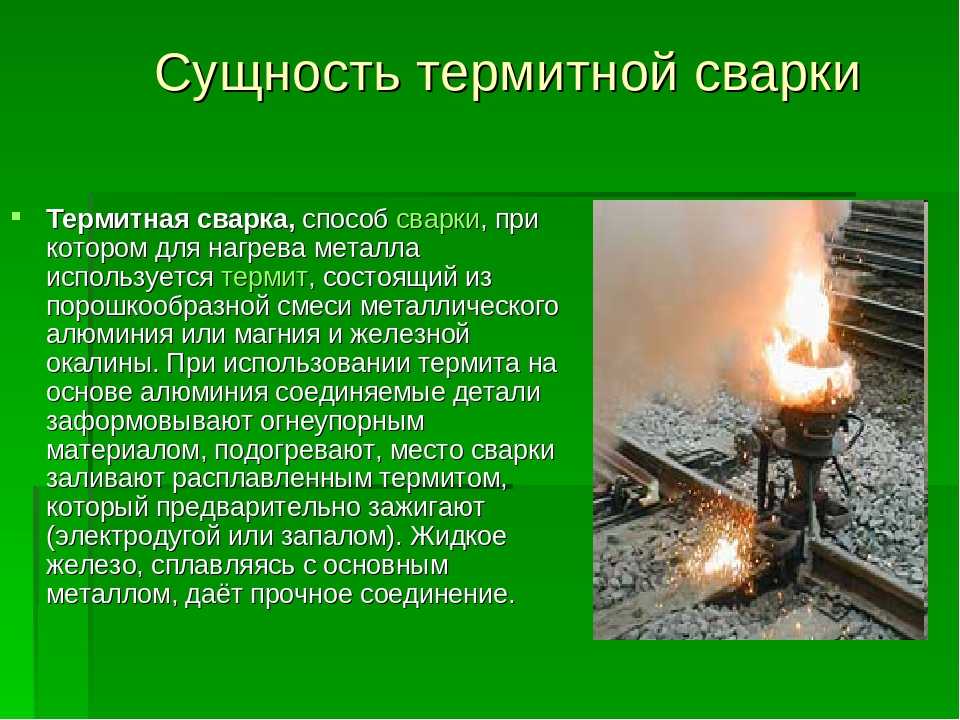
Термитная сварка — способ сварки, при котором для нагрева металла используется термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины. При использовании термита на основе алюминия соединяемые детали заформовывают… … Википедия
Термитная сварка — способ сварки (См. Сварка), при котором для нагрева металла используется Термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины.
 железа, которая при сгорании выделяет огромное количество тепла при температуре до 3000° С. Применяется для сварки при ремонте сложных стальных изделий и для… … Морской словарь
железа, которая при сгорании выделяет огромное количество тепла при температуре до 3000° С. Применяется для сварки при ремонте сложных стальных изделий и для… … Морской словарь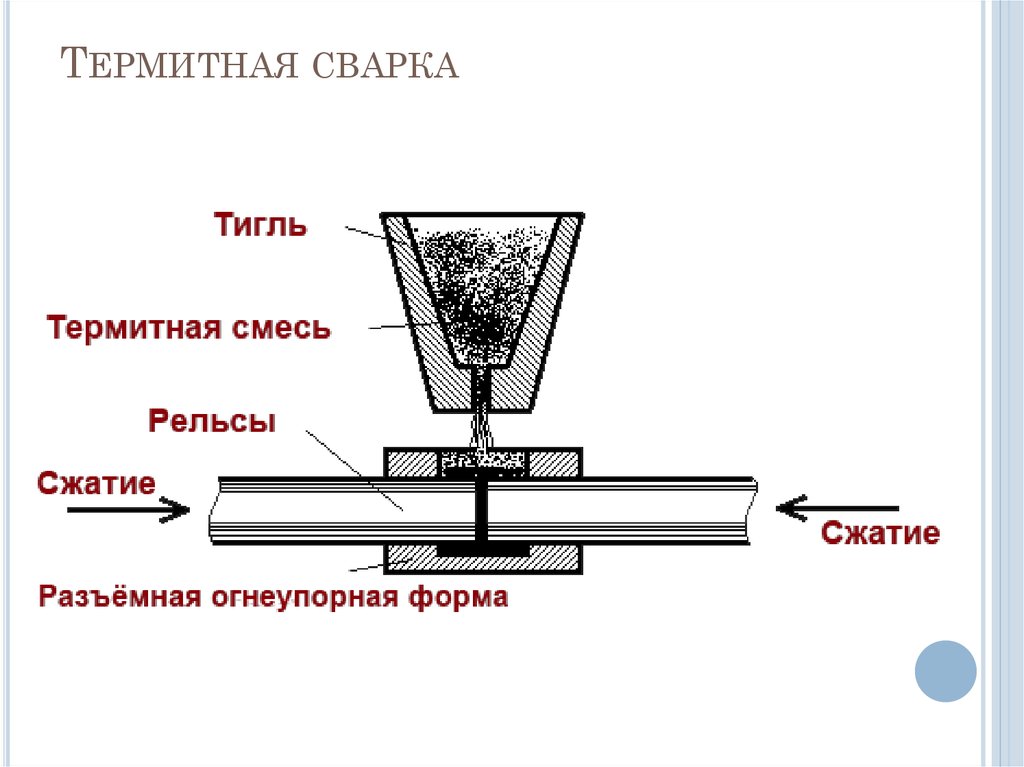 therme жар тепло), порошкообразная смесь алюминия (реже магния) с оксидами различных металлов (обычно железа), интенсивно сгорающая при воспламенении с выделением большого количества теплоты. Применяется в производстве … Большой Энциклопедический словарь
therme жар тепло), порошкообразная смесь алюминия (реже магния) с оксидами различных металлов (обычно железа), интенсивно сгорающая при воспламенении с выделением большого количества теплоты. Применяется в производстве … Большой Энциклопедический словарь

Магниевый термит — Сварка металлов
Магниевый термит
Категория:
Сварка металлов
Магниевый термит
Магниевый термит для сварки составляют из порошкообразного металлического магния и железной окалины.
Продукты сгорания магниевого термита образуются не в жидком, а в твердом виде. Соотношение составных частей термита подбирается так, что при сгорании его получается не плавящаяся, а лишь спекающаяся рыхлая пористая масса. Эта масса, занимающая значительный объем, впитывает в себя расплавленное железо, образующееся в результате термитной реакции, причем значительная часть железа окисляется воздухом. Таким образом, продуктом сгорания магниевого термита является спекшаяся рыхлая пористая масса окиси магния, пропитанная железом и его окислами.
Магниевый термит применяется в основном для сварки стальных телеграфных и телефонных проводов воздушных линий связи. Для зтой цели его изготовляют в виде цилиндрических шашек с осевым каналом для пропуска провода. Размеры и вес шашек определяются диаметром провода, подлежащего сварке. Вес шашки колеблется от 4 г для провода диаметром 3 мм до 16 г для провода диаметром 5 мм. Шашки изготовляют прессованием термитной смеси, смоченной бакелитовым лаком. Они достаточно прочны и малочувствительны к сырости. Шашка имеет выемку с торца для помещения запала или зажигателя (рис. 169) с отверстием для провода. Запал накладывают на термитную шашку, он легко загорается от пламени спички или другого пламени и зажигает термитную шашку.
Для зтой цели его изготовляют в виде цилиндрических шашек с осевым каналом для пропуска провода. Размеры и вес шашек определяются диаметром провода, подлежащего сварке. Вес шашки колеблется от 4 г для провода диаметром 3 мм до 16 г для провода диаметром 5 мм. Шашки изготовляют прессованием термитной смеси, смоченной бакелитовым лаком. Они достаточно прочны и малочувствительны к сырости. Шашка имеет выемку с торца для помещения запала или зажигателя (рис. 169) с отверстием для провода. Запал накладывают на термитную шашку, он легко загорается от пламени спички или другого пламени и зажигает термитную шашку.
Рис. 169. Термитная сварка проводов: 1 — термитная шашка; 2 — запал; з — свариваемый провод
На концы проводов надевают термитную шашку с запалом; концы поводов приводят в соприкосновение с таким расчетом, чтобы сварной стык приходился посередине шашки. Сварщик зажигает чапал, шашка быстро сгорает, оставляя муфель из продуктов сгорания, разогретый до ярко-белого каления. Нажимая на пучки клещей, сварщик производит осадку. По окончании осадки муфель сбивают легким ударом. Место сварки имеет усиление, сварка получается весьма прочной и надежной, она проста, удобна, производительна и в настоящее время почти полностью вытеснила все способы сварки и пайки проводов на телеграфных и телефонных линиях.
По окончании осадки муфель сбивают легким ударом. Место сварки имеет усиление, сварка получается весьма прочной и надежной, она проста, удобна, производительна и в настоящее время почти полностью вытеснила все способы сварки и пайки проводов на телеграфных и телефонных линиях.
Магниевый термит может найти и другое применение, например для сварки стыков стальных труб небольших диаметров, 20—50 мм. Магниевым термитом приваривают также контактные соединители к рельсам при болтовых рельсовых стыках на электрифицированных или имеющих автоблокировку железнодорожных линиях.
Реклама:
Читать далее:
Процесс контактной сварки
Статьи по теме:
Термитная сварка
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Виды сварки — Термитная сварка
Термитная сварка — процесс сварки металлических деталей жидким металлом заданного химического состава, получаемого в результате термитной (алюминотермической) реакции. Сущность термитной реакции заключается в том, что алюминий способен восстанавливать окислы металлов со значительным выделением тепла, в результате чего происходит изменение потенциального состояния энергии и рекристаллизация компонентов, участвующих в процессе:
Значительное количество тепла, выделяемого при термитной реакции, длительное время сохраняет металл в жидком перегретом состоянии и дает возможность использовать его для технологических целей.
В отличие от обычного процесса горения термитная реакция может происходить в замкнутых системах или даже в вакууме, так как реакция происходит за счет кислорода, содержащегося в окислах металлов.
Термитный процесс с железо-алюминиевым составом протекает в соответствии со следующей зависимостью:
Основным высококалорийным горючим, применяющимся в термитных Смесях, является алюминий. После кислорода и кремния алюминий является самым распространенным элементом земной коры и составляет около 8% массы Земли (железо 4,7%).
После кислорода и кремния алюминий является самым распространенным элементом земной коры и составляет около 8% массы Земли (железо 4,7%).
Принцип получения трудновосстанавливаемых металлов из их окислов впервые был выдвинут крупнейшим русским ученым-химиком, основоположником современной физической химии Н Н. Бекетовым. В 1865 г. в своей докторской диссертации «Исследования над явлениями вытеснения одних элементов другими» Бекетов превратил этот принцип в научную теорию, заложив основу алюминотермии. Он установил, что алюминий обладает очень большой активностью, соединяясь с кислородом, и что при определенных условиях алюминий легко восстанавливает из окислов другие металлы, стоящие правее его в таблице напряжений химических элементов.
Сварочный термит состоит из порошкообразного металлического алюминия и окислов железа в виде окалины (технологического отхода горячей обработки стали), а также различных присадок, вводимых в шихту для легирования получаемой стали.
Какие условия необходимы для начала термитной реакции?
1 Термитная шихта должна быть рассчитана так, чтобы в ходе реакции выделилось необходимое количество тепла для расплавления и перегрева конечных продуктов термитной реакции
2. Компоненты термитной шихты: алюминиевый порошок и окислы железа должны быть мелких фракций и тщательно перемешаны.
Компоненты термитной шихты: алюминиевый порошок и окислы железа должны быть мелких фракций и тщательно перемешаны.
3. Для начала термитной реакции в любой точке термитной шихты необходимо создать температурный толчок не ниже 1350o. после чего термитная реакция быстро распространится на всю шихту.
В результате термитной реакции, которая в течение 15—30 сек. протекает очень активно, образуются металл (около 50% от первоначального веса термитной шихты) и шлак.
В процессе термитной реакции часть тепла расходуется на нагревание стенок тигля, лучеиспускание и т. д. Однако, несмотря на это, количество выделяющегося тепла достаточно для того, чтобы расплавить шихту и перегреть продукты реакции — жидкий металл и шлак до 2600—2700o. Это обусловливает возможность получения чистого металла, так как благодаря значительной разнице в удельных весах жидкий шлак всплывает на поверхность, а металл опускается на дно тигля.
Качество термитного металла определяется физико-химическими свойствами компонентов шихты.
Для получения металла (стали) нужного химического состава в шихту вводят в измельченном состоянии легирующие материалы: ферромарганец, ферромолибден, ферротитан, феррованадий, углерод и т. д.
Измельченная легирующая присадка закладывается в тигель вместе с термитными компонентами.
Участие легирующих элементов в термитной реакции очень многообразно: они легируют термитную сталь, раскисляют и рафинируют ее. Кроме того, они частично теряются — испаряются и переходят в шлак.
Ценные ферросплавы (ферротитан, феррованадий и др.) повышают прочность термитной стали, так как в ходе реакции, находясь в жидком состоянии, они образуют карбидную фазу титана и ванадия. Наличие в стали перечисленных карбидов увеличивает ее мелкозернистость, повышает твердость и т. п.
Длительность термитной реакции oт момента зажигания термита до ее окончания и полного отделения металла от шлака находится в прямой зависимости от количества сжигаемого термита и колеблется от 15 до 40-50 сек.
При одновременном сжигании больших количеств термита реакция протекает с относительно небольшими потерями тепла.
Термитные смеси в зависимости от их назначения можно условно разделить на следующие группы;
1) элементарная термитная смесь — железная окалина плюс алюминиевый порошок в стехиометрическом соотношении;
2) термит для сварки рельсовых стыков. В шихту вводится стальной наполнитель — мелкие кусочки малоуглеродистой проволоки или стальная малоуглеродистая стружка, ферромарганец и порошкообразный графит,
3) термит для сварки легированных сталей. В качестве присадки используются ферротитан, феррованадий и др.;
4) термит для сварки чугуна. В присадку вводится значительное количество кремния. Марганец исключается. Высокое содержание кремния в термитном металле способствует выделению графита в сварочной и переходной зонах и обеспечивает получение достаточно прочных сварных соединений;
5) термит для сварки высокомарганцовистых сталей. В этот термит вводится увеличенное количество марганца и углерода в виде ферромарганца и чугунной стружки;
6) специальные термиты — пиротехнические, для наварки пода в металлургических печах, уменьшения усадочных раковин в слитках, вторичного дробления минералов и руд, изготовления термитных брикетов и т. п.
п.
История развития производства термита и термитной сварки рельсов
В Москве термитную сварку впервые применили в 1915 г.. когда было сварено 126 стыков. В 1918 г. сварили еще 151 стык. С 1923 г. в трамвайных путях столицы начинают регулярно варить стыки термитом. До 1925 г. стыки сваривали импортным термитом. В 1925 г. на Московском термитно-стрелочном заводе инженером М. Л. Карасевым было налажено промышленное производство термита.
М. А. Карасев внес крупный вклад в развитие алюминотермии, организовав на базе отечественной технологии выпуск термитных смесей для народного хозяйства. Он предложил рациональные способы производства алюминиевого порошка и термита. Ему были выданы авторские свидетельства на «аппарат для получения эерноволокнистого алюминия», «шаровой мельницы для производства алюминиевого порошка», «механической нагрева-тельной печи для обжига железной обсечки и окалины при изготовлении термита» и т. п.
В последующие годы в путях московского трамвая было сварено термитом свыше 100 000 стыков.
Сварка производилась двумя способами: комбинированным и врасклинку. Ввиду того, что стыки, свариваемые последним способом, часто выходили из строя, к 1931 г. этот способ перестали применять Вместо него начали внедрять способ сварки промежуточным литьем. Одновременно начали применять способ сварки «дуплекс» (способ промежуточною литья с последующим прессованием). Однако этот способ не получил широкого распространения из-за сложности технологического процесса.
Качество сварки термитных стыков за первые 10 лет ежегодно улучшалось, и количество лопнувших (в течение года) стыков в среднем не превышало 0,8%.
Применение отечественного термита для сварки рельсовых стыков показало его превосходство перед импортировавшимся термитом. В стыках рельсов, сваренных отечественным термитом, значительно меньше процент брака. Это подтверждают результаты эксплуатации первой очереди Московского метрополитена. Так, например, каждый рельсовый стык на участке Сокольники—Парк культуры в 1938 г, выдержал 13,4 млн. ударов с грузонапряженностью 53 млн. т-км.
ударов с грузонапряженностью 53 млн. т-км.
В 1936 г. вышло из строя 0,17% от количества эксплуатируемых в путях стыков, в 1937 и 1938 г. — по 0,5%.
Из приведенного количества выбывших из строя стыков 75% разрушились из-за наличия болтовых отверстий в зоне сварки.
В эти же годы термит стали внедрять в другие отрасли народного хозяйства. В частности, была разработана и успешно осуществлена термитная сварка стыков легированных труб первого прямоточного котла высокого давления; начали применять также термитную сварку для ремонта крупногабаритных стальных деталей: валов, колонн и т. п.
Применение термитной сварки в трамвайных хозяйствах
Сварка стыков рельсов радикально решает проблему борьбы с блуждающими токами, которые наносят значительный ущерб подземным металлическим коммуникациям.
Бесстыковой путь дает возможность уменьшить экономические затраты по текущему содержанию пути, позволяет увеличить скорость движения рельсового транспорта, уменьшает шум и удлиняет срок службы подвижного состава.
Рассматривая применяющиеся в настоящее время различные способы сварки стыков рельсов — электроконтактный, электрошлаковый, газопрессовый, ванный, электродуговой с приваркой накладок и подкладок и термитный, — нельзя не отдать предпочтение последнему, у которого такие преимущества:
1) удобство, маневренность применяющейся оснастки;
2) возможность применения без электроэнергии;
3) высокая производительность;
4) достаточная прочностная характеристика.
Термитная сварка позволила к 1953 г. в Москве и Ленинграде иметь в трамвайных путях бесстыковые соединения.
В трамвайных хозяйствах многих городов отдается предпочтение термитной сварке стыков рельсов. За последние 25—30 лет термитная сварка претерпела небольшие качественные изменения.
Из всех способов термитной сварки — кузнечного, промежуточного литья, комбинированного, «дуплекс» — получил широкое распространение способ промежуточного литья.
С 1950 г. применяется модернизированный способ промежуточного литья — «единый» способ, который хотя и не дает провара по всему сечению рельсов, но благодаря простоте всего технологического процесса позволил расширить внедрение термитной сварки в трамвайных путях.
В связи с массовым применением термитной сварки на транс порте появилась потребность как в качественном улучшении сварного стыка — получение плотного стыка с хорошим проваром и постоянством химического состава термитной стали, так и в изменении количественных характеристик — повышение производительности, уменьшение расхода материалов и т. д.
Условия, необходимые для проведения термитной реакции
Чтобы осуществить термохимическую реакцию между восстановителем и окислителем, необходимо наличие определенных условий, как то: химической чистоты компонентов термитной шихты, соответствующего измельчения их, определенного соотношения составляющих термита в шихте, доведения термитной смеси до температуры начала реакции.
В составе железо-алюминиевого термита восстановителем является алюминий в порошкообразном состоянии, а окислителем — порошок железной окалины. Химическая чистота восстановителя и окислителя необходима для обеспечения определенной активности и теплотворной способности термита, а также для качества сварки.
Окислитель — железная окалина — должен содержать минимальное количество кремния, серы и фосфора.
Кислородный баланс окалины 24,5—26% О2, что недостаточно для получения активной высококалорийной термитной реакции. Чтобы увеличить содержание кислорода в окалине, ее подвергают специальной обработке при высокой температуре в окислительной среде.
Большое влияние на ход реакции оказывает измельчение составляющих термитной шихты. Более крупные компоненты используются в реакциях с большими порциями шихты. Для небольших порций термита применяют более измельченные порошки.
Отклонение от указанных пределов в ту или иную сторону нарушает нормальные соотношения восстановителя и окислителя в термите, что приводит к снижению его калорийности, повышает в термитном металле содержание Al или насыщает металл кислородом, что отрицательно влияет на качество термитной сварки.
Чтобы осуществлялась реакция между алюминием и железной окалиной, термитная шихта должна быть нагрета до температуры воспламенения, которая для железо-алюминиевого термита при правильно выбранном соотношении составляющих достигает 1340-1360o. Это — критическая точка начала активной реакции, хотя медленно протекающие термохимические процессы уже начинаются при нормальной температуре после смешения компонентов термитной шихты.
Это — критическая точка начала активной реакции, хотя медленно протекающие термохимические процессы уже начинаются при нормальной температуре после смешения компонентов термитной шихты.
Медленно протекающие термохимические процессы безопасны, но они снижают теплотворную способность термита, вследствие эгого длительное хранение его нежелательно.
Применение термита
Термит широко применяется в различных отраслях народного хозяйства. Он используется Для сварки крупногабаритных стальных и чугунных конструкций и арматуры железобетонных узлов. Термитом можно сваривать трубы и провода контактной сети, а также провода высоковольтных линий электропередачи.
Термитный металл обладает хорошими литейными свойствами и может употребляться для прицезионного литья.
В технической литературе освещено применение термитной сварки при:
а) производстве крупногабаритных деталей, состоящих из нескольких элементов: коленчатых валов, рулевых рам судов, приварке лопастей к гребным валам судов и пр. ;
;
б) восстановлении цилиндров прессов, поршневых штоков, колонн кузнечных прессов, роторных валов, валков, а также ведущих реверсивных шестерен прокатных станов, всевозможных станин—клетей прокатных станов, станин прессов и главных станин ковочно-высадочных машин и пр.;
в) ремонте чугунного технологического оборудования сталелитейных цехов: изложниц, шлаковых ковшей, поддонов и т. д.
Термитную сварку крупногабаритных деталей лучше всего производить в литейном цехе, где имеется необходимое технологическое оборудование, а также грузоподъемные механизмы.
Термитная сварка крупных чугунных деталей дает большой экономический эффект, особенно для восстановления технологического оборудования металлургического производства: различных ковшей, изложениц, поддонов, а также всевозможных станин.
Приступая к термитной сварке чугунных деталей, нужно учитывать повышенную чувствительность чугуна к температурным изменениям. При нагревании чугуна выше критической точки и охлаждении со скоростью, превышающей 149o в мин.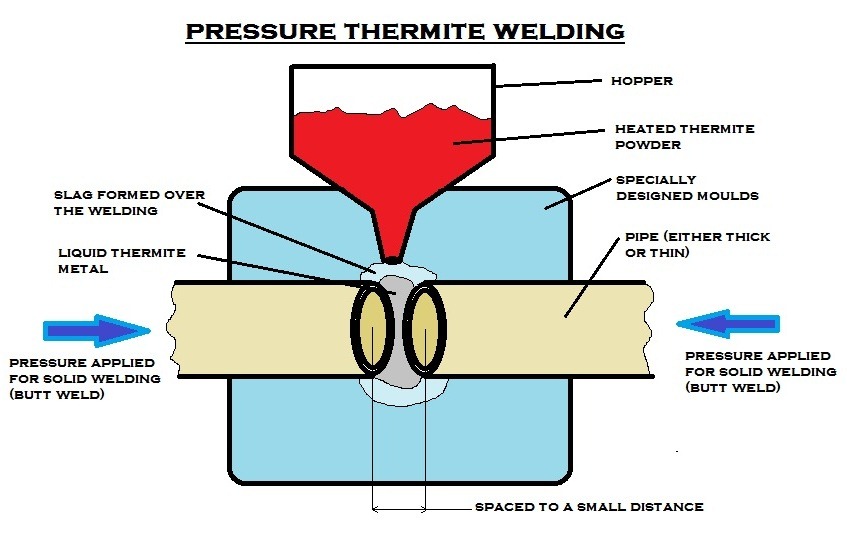 , он становится хрупким.
, он становится хрупким.
Одним из важнейших условий успешного проведения термитной сварки чугунных деталей является предварительный подогрев. При сварке чугунных деталей, помимо местного подогрева в зоне сварки до 900o, необходимо произвести и общий подогрев всей детали до 450—500o.
Весьма эффективно применение термита для сварки стыков стержней большого диаметра непосредственно в блоках гидросооружений, где нельзя использовать стыковую сварку. При этом повышается экономия металла, используемого на накладки или технологические изгибы сопрягаемых элементов, а также увеличивается производительность сварки по сравнению с электродуговым или ванным способом. Кроме того, облив улучшает работу арматуры в бетонных сооружениях, так как, выступая за габариты стержня, он повышает сцепляемость арматуры с бетоном.
Термитная сварка стыков арматурных стержней, как правило производится без предварительного подогрева, но с несколько большим расходом термита на стык.
При термитной сварке стыков арматурных стержней применяют универсальные огнеупоры, являющиеся одновременно и тиглем и формой.
На железнодорожном транспорте широко применяется термитная приварка электросоедимениний к рельсам. Для этого используется специальный термит, состоящий из окислов меди, сплава меди с алюминием и ферромарганца. Сжигается этот термит в тигель-форме из жаропрочного графита, способного выдерживать несколько сот плавок.
На действующих газопроводах для предохранения их от разрушения почвенной коррозией осуществляется электродренажная защита — привариваются стальные стержни, которые подключаются к источникам постоянного тока. Стальные стержни приваривают только термитом. Использование других видов сварки — электрической или газовой — недопустимо, так как в ходе сварки может произойти прожог труб, по которым подается горючий газ под давлением. Термит для приварки стержней дренажной защиты состоит из железо-алюминиевой шихты с введением в нее дополнительно магния и ферромарганца.
Для сварки стальных проводов широко применяют спрессованный в цилиндрические шашки термит, который состоит из 25% металлического магния и 75% железной окалины.
Магниевый термит применяется потому, что при сгорании он нe образует жидких шлаков.
Термитно-магниевые шашки можно использовать и при пайке. В паяльник закладывают шашку и поджигают ее обычным способом. Через несколько минут после окончания процесса горения Паяльник прогревается до нужной температуры и становится пригодным для пайки.
При строительстве электрических установок высокого напряжения часто приходится сваривать стыки многопроволочных проводов. Перед сваркой производят механическую подготовку и обезжиривание стыков, закладывают подготовленные концы проводов в цилиндрический термитный патрон и закрепляют их в сварочных клещах.
Стык проводов при поджигании термитного патрона и в процессе сварки должен быть в горизонтальном положении.
При сварке стале-алюминиевых и алюминиевых проводов со сваренного стыка необходимо удалять металлический кокиль—оболочку термитного патрона.
Термитная сварка стыков узкоколейных рельсов без предварительного подогрева может применяться в горной и лесной промышленности. Для этого используют такие же сухие формы, как и при термитной сварке арматурных стержней.
Количество термита для сварки стыка без предварительного подогрева удваивается. Это компенсируется высокой производительностью (7—10 мин.) на один стык и компактностью применяемой оснастки.
Трещины в головке, участки пробуксовки и другие дефекты рельсов устраняют термитной наплавкой.
Термитным способом можно получить термитную перегретую жидкую сталь любого состава, которая имеет высокую жидкотекучесть и хорошие литейные свойства. Это дает возможность получить из термитной стали всевозможные отливки сложной конфигурации.
Высокая жидкотекучесть термитной стали позволяет отливать из нее небольшие сложные детали, которые обычным способом из стали отлить нельзя.
Высокие литейные качества термитной антикоррозийной стали позволяют с успехом отлипать из нее любые скульптурные композиции.
Читать: «Автогенная обработка». Термитная сварка. История развития, Краткие рекомендации по технике безопасности при термитной сварке рельсовых стыков, Кузнечный способ термитной сварки
Источник: Малкин Б.В. Термитная сварка
Технология термитной сварки металлов
Сварка металлов сейчас широко применяется в производстве, строительстве, при проведении различных ремонтных работ. Наиболее распространенными ее разновидностями являются дуговая электрическая сварка, газовая, контактная сварка, однако есть еще и целый ряд других, которые имеют существенно меньшее распространение. Одним из подобных методов сварки является термитная сварка.
Термитная сварка – это технология сваривания металлов, при которой источником тепла является не горящий газ или же электрическая дуга, а нагретый до очень высокой температуры расплавленный металл, который образуется в результате горения так называемых термитов. Они представляют собой смеси металлов с оксидами других металлов и имеют порошкообразный вид.
В термитных смесях в качестве горючих материалов чаще всего используются те, окислы которых имеют высокую температуру образования (кремний, магний, алюминий). Поскольку для выделения теплоты при термитной сварке обязательно необходимо наличие большого количества кислорода, то его выделение обеспечивается за счет окислов металлов, которые имеют сравнительно небольшую температуру образования (медь, никель, марганец, железо). Чаще всего на практике в качестве источника кислорода используется железная окалина.
Для целей сварки самым важным считается алюминиевый термит. Он состоит из железной окалины с величиной зерна около одного миллиметра и металлического алюминия, имеющего форму порошка или же крупы с приблизительно таким же размером зерна. По своему внешнему виду алюминиевый термит – это грубозернистая сыпучая смесь, состоящая из черных зерен железной окалины и серебристых зерен алюминия.
Для того чтобы термитная смесь воспламенилась, необходимо, чтобы она имела температуру, превышающую 1300 градусов Цельсия. Чтобы настолько сильно ее разогреть, используются специальные электрозапальные устройства или же термитные спички. Следует заметить, что горение термитной смеси после воспламенения происходит весьма активно и быстро, распространяясь на весь ее объем.
Чтобы настолько сильно ее разогреть, используются специальные электрозапальные устройства или же термитные спички. Следует заметить, что горение термитной смеси после воспламенения происходит весьма активно и быстро, распространяясь на весь ее объем.
В течение нескольких секунд весь термит сгорает, причем точное время зависит от таких факторов, как размер зерен термитной смеси: чем они мельче, тем быстрее происходит сгорание. Для сжигания термита используются огнеупорные тигли. После того как находящаяся в них термитная смесь сгорает, там образуется жидкая сталь и сильно перегретый шлак, который состоит из оксида алюминия. Из одного килограмма термитной смеси получается 450 граммов шлака и 550 граммов расплавленной стали. Именно ею и соединяются свариваемые детали, причем во избежание выброса жидкого металла в месте сгорания термита нельзя допускать наличия влаги.
Что касается веса термитной порции, то она может быть различной и зависит, в первую очередь, от размеров изделия. На практике она составляет от нескольких сотен граммов до нескольких сотен килограммов. К примеру, для того, чтобы сварить нормальный рельсовый стык, необходимо использовать от
На практике она составляет от нескольких сотен граммов до нескольких сотен килограммов. К примеру, для того, чтобы сварить нормальный рельсовый стык, необходимо использовать от 7 до 8 килограммов термита. Преимуществом термитной сварки рельсовых стыков является то, что она достаточно легко производится в полевых условиях, а результат сварки получается вполне надежным.
Технология термитной сварки используется в основном для сваривания рельсов, линий электропередач и связи, проводов, стыков арматуры. Кроме того, ее достаточно широко используют тогда, когда необходимо произвести ремонт крупных чугунных или стальных деталей. При этом для термитной сварки чугуна применяют специальный термит, содержащий большое количество ферросилиция. С помощью термита можно также изготавливать стальные отливки, причем даже в полевых условиях.
Термитная сварка : описание процесса
Сеть профессиональных контактов специалистов сварки
Термитная сварка подразумевает, что источником теплоты служит перегретый расплавленный металл, образовавшийся в результате горения термитов — порошкообразных смесей металлов с оксидами других металлов.
Для сварки чаще всего применяют алюминиевые термиты, содержащие 20–25% алюминиевого порошка и 75–80% железной окалины. Кроме того, в термиты можно вводить легирующие элементы для улучшения механических свойств и металлический наполнитель — железную обсечку для увеличения выхода жидких продуктов реакции.
Воспламенение термитной смеси происходит при температуре более 1300 °С. Для этого применяют термитные спички или электрозапальные устройства. Начавшееся горение протекает бурно, быстро распространяется на весь объем смеси, и термит полностью сгорает за 20–30 с. Термит сжигают в огнеупорном тигле. Размер тигля зависит от величины сжигаемой порции термита. После сжигания термита в тигле находится жидкая сталь и шлак в сильно перегретом состоянии: на 1 кг термитной смеси образуется 550 г расплавленной стали и 450 г шлака, состоящего из оксида алюминия.
Термитной сваркой сваривают в основном рельсы, стыки арматуры, провода, линии связи и электропередачи. Ее можно использовать для ремонта крупных стальных и чугунных деталей, а также для приливки отломанных частей стальных деталей, например зубьев крупных шестерен.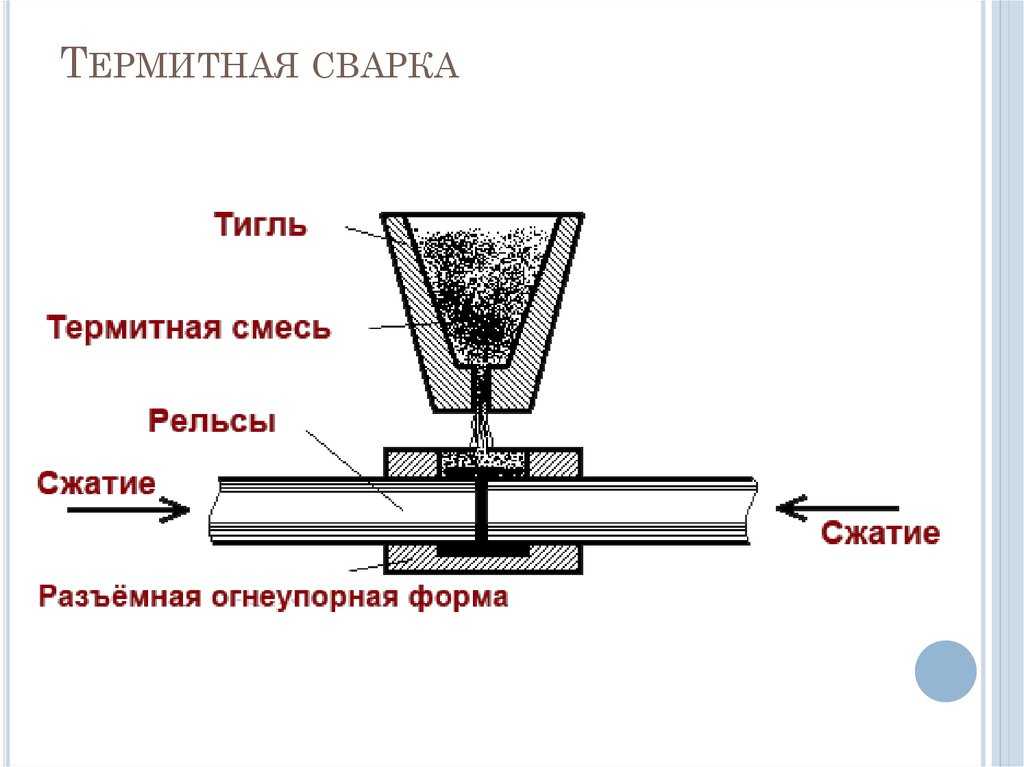
Другие страницы по теме
Термитная сварка
:
Чтобы удержать жидкий металл в месте сварки, применяют сварочные разъемные формы. Наиболее распространена сварка способом промежуточного литья с предварительным подогревом стыка или без подогрева. В первом случае стык собирают с зазором 12–14 мм, устанавливают и закрепляют форму. Закрепленную форму промазывают огнеупорной глиной. Затем через отверстие в наружной половине формы вставляют горелку, и концы стыкуемых деталей нагревают до 850–900 °С. Термитный металл, расплавленный в тигле, после выдержки в течение 4–6 с выпускают в форму.
Для термитной сварки способом промежуточного литья без предварительного подогрева стыка тигель и форма составляют одно целое. Тигельное пространство отделено от заливаемого заформованного пространства запорной пластиной, толщина которой выбрана так, чтобы она расплавилась после окончания термитной реакции. Перегретый металл заливают в форму, оплавляют концы стыкуемых деталей, и образуется сварное соединение.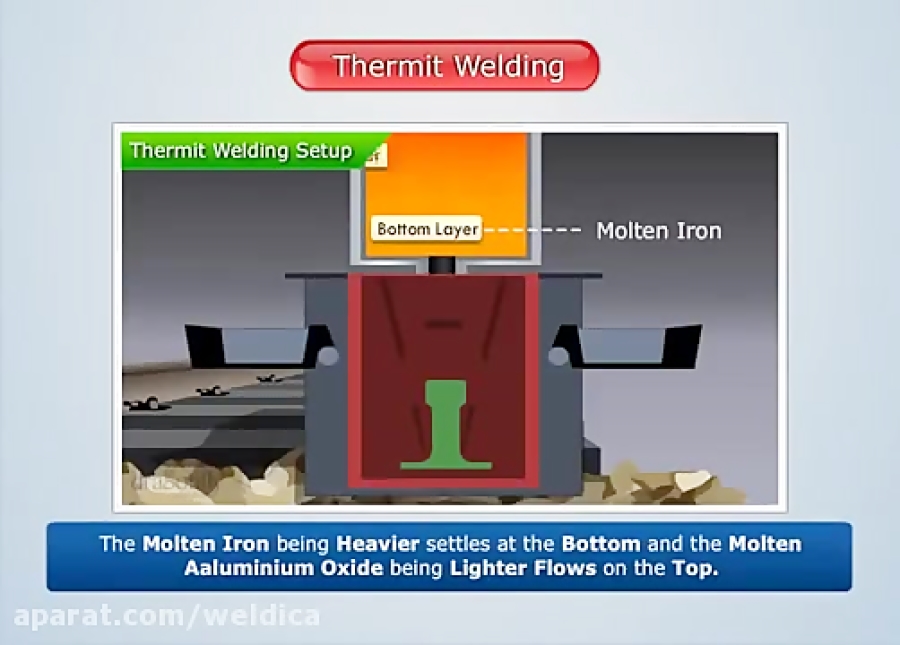 Первая порция металла, которая стекает в дополнительное пространство, образуя прибыль, подогревает концы стыкуемых деталей. Расход термита для сварки без подогрева почти в 2 раза больше, чем для сварки с подогревом, однако производительность сварки значительно выше, так как предварительный подогрев занимает 15–20 мин.
Первая порция металла, которая стекает в дополнительное пространство, образуя прибыль, подогревает концы стыкуемых деталей. Расход термита для сварки без подогрева почти в 2 раза больше, чем для сварки с подогревом, однако производительность сварки значительно выше, так как предварительный подогрев занимает 15–20 мин.
Поперечное сечение тигля для термитной сварки и принципиальная схема арматурных стержней показаны на рисунке.
Наличие влаги в форме, на соединяемых кромках, недопустимо, так как при заливке расплавленного металла образовавшийся пар может привести к выбросу жидкого металла. Согласно правилам техники безопасности персонал должен иметь защитную одежду, лицо закрывать прозрачным щитком.
Рисунок. Термитная сварка арматуры:
1 — тигель; 2 — термитная смесь; 3 — огнеупорная глина; 4 — свариваемое изделие; 5 — асбестовое уплотнение
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone. info обязательна.
info обязательна.
Термитная сварка | Сталблог
Термитная сварка
Опубликовано admin Июль 7, 2012 · Комментарии к записи Термитная сварка отключены
Сварка и термитная сварка — особый способ соединения металлов только в исключительных случаях. Сварка и термитная сварка происходит благодаря химической реакции горения термита, в ходе которой достигается температура ок.3000°С. Термит представляет собой смесь порошкообразного оксида железа и порошка алюминия.
После воспламенения термита происходит химическая реакция, в ходе которой алюминий отбирает кислород у оксида железа с получением оксида алюминия и чистого железа. Полученное таким образом чистое железо стекает в места соединения элементов и действует как связующее.
В польской технической литературе вместо названия «термит» встречается «ферромит» или название, взятое из французской технической терминологии, а именно «калорит».
Термитная сварка заключается в создании формы вокруг соединения. Место соединения покрывают воском таким образом, чтобы воск по своей форме и размерам соответствовал форме и размеру будущего соединения А соединяемых деталей. После изготовления формы, т.е. после т.н. После «оформления» соединения нагрейте форму пламенем специальной горелки, чтобы расплавить воск А и удалить его через закрытое заглушкой отверстие в форме и нагреть место соединения. После выполнения этих мероприятий термит прожигаем в подходящем тигле из огнеупорной массы и, когда химическая реакция горящего термита закончится, заливаем в форму жидкое железо через отверстие, которое соединяется с металлом свариваемых таким образом элементов. .Количество термита должно быть подобрано и оформлено таким образом, чтобы отделившееся чистое железо заполнило объем намеченного и ранее сформированного шва, а оксид алюминия в виде шлака был выше шва, а именно только в пространстве и в отливе. После остывания и удаления формы очистите место сварки.
Место соединения покрывают воском таким образом, чтобы воск по своей форме и размерам соответствовал форме и размеру будущего соединения А соединяемых деталей. После изготовления формы, т.е. после т.н. После «оформления» соединения нагрейте форму пламенем специальной горелки, чтобы расплавить воск А и удалить его через закрытое заглушкой отверстие в форме и нагреть место соединения. После выполнения этих мероприятий термит прожигаем в подходящем тигле из огнеупорной массы и, когда химическая реакция горящего термита закончится, заливаем в форму жидкое железо через отверстие, которое соединяется с металлом свариваемых таким образом элементов. .Количество термита должно быть подобрано и оформлено таким образом, чтобы отделившееся чистое железо заполнило объем намеченного и ранее сформированного шва, а оксид алюминия в виде шлака был выше шва, а именно только в пространстве и в отливе. После остывания и удаления формы очистите место сварки.
Когда тепло, выделяющееся в результате химической реакции обожженного термита, предназначено только для приведения концов соединяемых частей в пластическое состояние, чтобы затем получить сварку путем приложения подходящего давления, процедура заключается в следующем.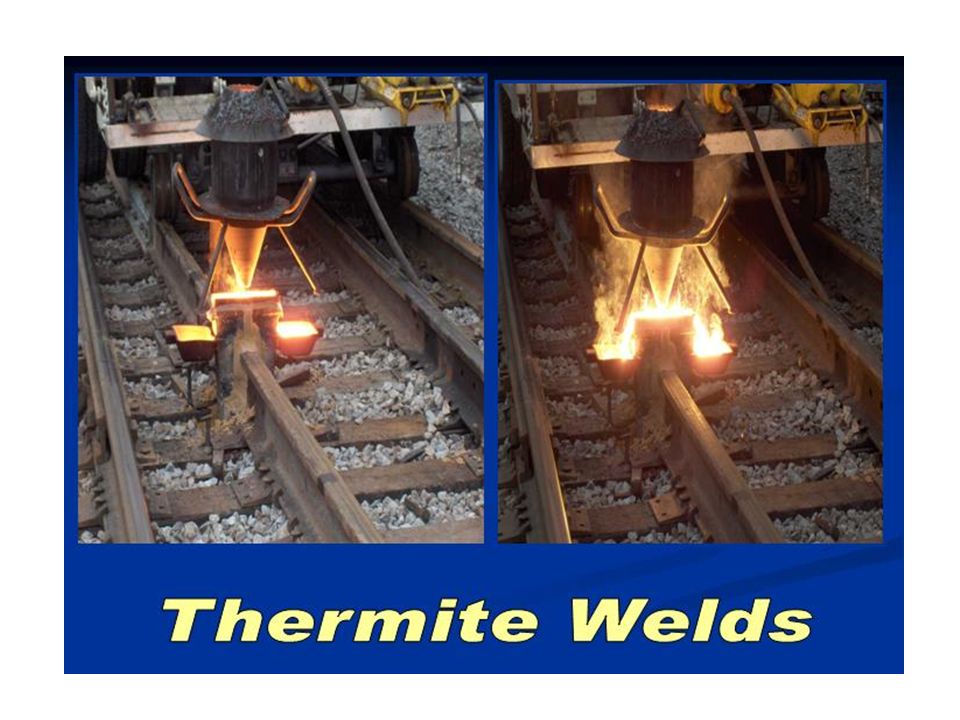 вокруг места соединения деталей укладывают форму из огнеупорной массы и затем продувают термит так, чтобы шлак сначала заполнил форму и оставил тонкую пленку на стенках соединяемых деталей.Это покрытие предотвратит присоединение расплавленного чугуна к заготовке, а тепло, отдаваемое соединяемым деталям, приведет металл в пастообразное состояние и, прижимая элементы, позволит получить сварное соединение.
вокруг места соединения деталей укладывают форму из огнеупорной массы и затем продувают термит так, чтобы шлак сначала заполнил форму и оставил тонкую пленку на стенках соединяемых деталей.Это покрытие предотвратит присоединение расплавленного чугуна к заготовке, а тепло, отдаваемое соединяемым деталям, приведет металл в пастообразное состояние и, прижимая элементы, позволит получить сварное соединение.
Сварка и термитная сварка широко применяются для соединения рельсов и крупногабаритных элементов конструкций большого сечения.
Добавить в избранное:
Нравится Загрузка…
Аналог.
Welding Wrocław, Сварочные сертификаты, Сварочные услуги | Вадекс
Благодаря многолетнему опыту и высочайшим стандартам работы результаты сварки оправдают ожидания даже самых требовательных клиентов. Мы предлагаем профессиональные консультации и услуги только от опытных, обученных специалистов.
Что нам делать?
Наше предложение сварочных услуг включает в себя:
• сварка цистерн
• сварка ворот и ограждений
• сварка труб
• сварка балюстрад и ограждений
• сварка алюминия
• сварка нержавеющей стали
• сварка конструкций, решеток и рам
• сварка не- черные металлы, включая углеродистую сталь и их сплавы
И многое другое. В работе мы руководствуемся точностью, надежностью и качеством исполнения, а также эстетическими ценностями. Сварка работает с нами уже много лет, мы постоянно следим за новейшими решениями в отрасли. При выполнении заказов мы подходим к каждому клиенту индивидуально и с ответственностью. Оказываем услуги только с использованием аппаратов последнего поколения с необходимыми допусками. Мы убеждены, что оправдаем и ваши ожидания.
В работе мы руководствуемся точностью, надежностью и качеством исполнения, а также эстетическими ценностями. Сварка работает с нами уже много лет, мы постоянно следим за новейшими решениями в отрасли. При выполнении заказов мы подходим к каждому клиенту индивидуально и с ответственностью. Оказываем услуги только с использованием аппаратов последнего поколения с необходимыми допусками. Мы убеждены, что оправдаем и ваши ожидания.
Сварка – это распространенный метод соединения материалов путем их нагревания и сплавления в точке, где они будут соединяться, с добавлением или без добавления присадочного металла.В зависимости от вида источника тепла, используемого для расплавления основного материала шва и связующего, различают электросварку (дуговую, электронную, электрошлаковую), газовую и термитную сварку.
Сварочные работы могут выполнять только специалисты, имеющие «Удостоверение о прохождении обучения», «Книгу сварщика» или «Удостоверение о проверке сварщика». Квалификация сварщика не является бессрочной – она действует 3 года для стали или 2 года для алюминия, меди, никеля и титана.
Квалификация сварщика не является бессрочной – она действует 3 года для стали или 2 года для алюминия, меди, никеля и титана.
Сварочные услуги на высшем уровне
Сварочные работы должны быть выполнены с контролем воздействия, но в первую очередь должны выполняться с применением проверенных процессов и технологических режимов. Кроме того, должно быть обеспечено надлежащее качество строительных материалов и сварочного оборудования. Весь персонал, выполняющий сварочные работы, должен иметь безупречную квалификацию и все необходимые разрешения. Как опытная компания, работающая во Вроцлаве, мы соблюдаем все вышеуказанные условия и рекомендации, предлагая сварочные услуги на самом высоком уровне .
Стальные конструкции
Металлоконструкции, созданные нами, являются лучшей визитной карточкой нашей компании. Мы рекомендуем вам ознакомиться с нашим предложением, которое включает в себя в основном сварочные услуги во Вроцлаве для наших деловых партнеров. Мы гарантируем очень хороший контакт на каждом этапе сотрудничества, а также надежность и пунктуальность.
Мы гарантируем очень хороший контакт на каждом этапе сотрудничества, а также надежность и пунктуальность.
.
Предложение | РОГ SJ
ОСНОВЫ МИГ/МАГ СВАРКИ
Исследование предназначено для:
- участников обучения по направлению «Сварка МИГ/МАГ»,
- инструкторов преподают из вышеупомянутых диапазон,
- человек, которые хотят расширить свои навыки.
Автор исследования Ян Каспшак, многолетний преподаватель курсов по сварке.
Мягкая обложка, 72 страницы, цвет.
Содержимое:
- Исторический очерк развития сварки
- История электросварки
- История газовой сварки
- Методы соединения металлов – общая информация
- Общая сварка
5.1 Газовая сварка
5.2 Электросварка
5.3 Термитная сварка
5.4 Поддуговая сварка
5.5 Шлаковая сварка
5.6 Аргонная сварка
5.7 Сварка диоксидом углерода
5. 8 Плазменная сварка
8 Плазменная сварка
5.9 Электронная сварка
- Сварные соединения и их принадлежности
6.1 Сварка и процесс формирования сварного шва
6.2 Типы сварных швов
6.3 Дуговая сварка в газовых щитах — метод MIG/MAG
- Полуавтоматические сварочные аппараты
7.1 Конструкция полуавтоматических машин, используемых в методе MAG
7.2 Примеры устройств
- Автоматическая сварка
- Сварочные защитные газы
- Методы переноса расплавленного металла плавящимся электродом при сварке МИГ и МАГ
- Выбор параметров сварки
- Подготовка деталей к сварке
- Техника выполнения стыковых и угловых швов в различных положениях сварки
- Примеры образцов, сваренных методом MAG (фотографии)
- Охрана труда и техника безопасности на сварочном участке MIG/MAG
- Требования
- Сварочные установки и сварочные посты
III. Технологическое оборудование и материалы
Технологическое оборудование и материалы
- Квалификация сварщика
- Выполнение сварочных работ
- Образец листа оценки ПРОФЕССИОНАЛЬНОГО риска на должность сварщика
Цена за штуку 22,50 брутто
ОСНОВЫ СВАРКИ ВИГ
Учебный материал, предназначенный для:
- участников обучения по направлению «ВИГ сварка»,
- инструкторов преподают из вышеупомянутыхдиапазон,
- человек, которые хотят расширить свои навыки использования этих устройств.
Автор исследования Ян Каспшак, многолетний преподаватель курсов по сварке.
Мягкая обложка, 80 страниц, мелованная бумага, цветная.
Содержимое:
- Способы соединения металлов — общие сведения
2. Исторический очерк развития сварки
3. Сварка — общие сведения
4. История газовой сварки
5. История электросварки
6.Газовая сварка 90 130 7. Электросварка 90 130 8. Термитная сварка 90 130 9. Поддуговая сварка 90 130 10. Шлаковая сварка 90 130 11. Аргонная сварка 90 130 12. Сварка углекислым газом 90 130 13. Плазменная сварка 90 130 14 Лазерная сварка 90 130 15 Электронная сварка
16. Сварные соединения и их свойства
17. Сварка и процесс формирования шва
18. Виды сварки
19. Дефекты сварных соединений
20. Сварка ВИГ
21. Пример оборудования станции сварки ВИГ
22.Техника сварки
23. Основные параметры процесса сварки ВИГ
24. Советы по сварке ВИГ
25. Примеры сварочного оборудования для сварки ВИГ
26. Выбор сварочного аппарата ВИГ 90 130 27. Выбор принадлежностей и дополнительных материалов 90 130 28 Нержавеющие стали 90 130 29 Подготовка материалов к сварке
30. Пример подготовки образца «тройник» к сварке
31. Примеры сварки TIG элементов из алюминия и хромоникелевых сталей 90 130 32.Охрана труда и техника безопасности на сварочном посту
I. Требования
II. Сварочные и сварочные посты
III. Технологическое оборудование и материалы 90 130 IV. Квалификация сварщика
В. Выполнение сварочных работ
33. Рекомендуемые средства индивидуальной защиты сварщиков
34. Профилактические испытания в связи с радиацией при сварке
35. Примерный лист оценки профессионального риска на рабочем месте сварщика
 Шлаковая сварка 90 130 11. Аргонная сварка 90 130 12. Сварка углекислым газом 90 130 13. Плазменная сварка 90 130 14 Лазерная сварка 90 130 15 Электронная сварка
Шлаковая сварка 90 130 11. Аргонная сварка 90 130 12. Сварка углекислым газом 90 130 13. Плазменная сварка 90 130 14 Лазерная сварка 90 130 15 Электронная сварка  Квалификация сварщика
Квалификация сварщика Цена за штуку 22,50 брутто
ОСНОВЫ ГАЗОВОЙ СВАРКИ
Исследование предназначено для:
- участников тренинга «Газовая сварка»,
- инструкторов преподают из вышеупомянутыхдиапазон,
- человек, которые хотят расширить свои навыки сварщика.
Автор исследования Ян Каспшак, многолетний преподаватель курсов по сварке.
Мягкая обложка, 55 страниц, мелованная бумага, цветная.
Содержимое:
- СОЕДИНЕНИЕ МЕТАЛЛОВ — ОБЩЕЕ
- ИСТОРИЧЕСКИЙ ОЧЕРТ РАЗВИТИЯ СВАРКИ
- СВАРКА — ОБЩИЕ СВЕДЕНИЯ
3.1 ИСТОРИЯ ГАЗОВОЙ СВАРКИ
3.2 ИСТОРИЯ ЭЛЕКТРОСВАРКИ
3.3 Газовая сварка
3.4 Электросварка
3. 5 Термитная сварка
5 Термитная сварка
3.6 Поддуговая сварка
3.7 Шлаковая сварка
3.8 Аргонно-дуговая сварка
3.9 Сварка диоксидом углерода
3.10 Плазменная сварка
3.11 Лазерная сварка
3.12 Электронная сварка
- АЦЕТИЛЕН-КИСЛОРОДНАЯ СВАРКА. Метод (311)
4.1 Газы технические
4.2 ГАЗОСВАРОЧНЫЕ АППАРАТЫ
4.3 АЦЕТИЛЕН
4.4 ПЕРЕХОДНИКИ
4.5 ШЛАНГИ ИЗ КИСЛОРОДНОЙ И АЦЕТИЛЕНОВОЙ РЕЗИНЫ
4.6 ГОРЕЛКИ
4.7 Кислородно-ацетиленовое пламя
- Расходные материалы для газовой сварки
- Методы газовой сварки
- Резка металлов и их сплавов кислородом
- Охрана труда и техника безопасности
- Требования
- Сварочные установки и сварочные посты
III.Технологическое оборудование и материалы
- Квалификация сварщика
- Выполнение сварочных работ
Цена за штуку 22,50 брутто
ОСНОВЫ ПОКРЫТОЙ ЭЛЕКТРОДНОЙ СВАРКИ
Исследование предназначено для:
- участники курсов повышения квалификации «ММА сварка»,
- инструкторов преподают из вышеупомянутых диапазон,
- человек, которые хотят расширить свои навыки сварщика.

Автор исследования Ян Каспшак, многолетний преподаватель курсов по сварке.
Мягкая обложка, 64 страницы, мелованная бумага, цветная.
Содержимое:
- СОЕДИНЕНИЕ МЕТАЛЛОВ — ОБЩЕЕ
- ИСТОРИЧЕСКИЙ ОЧЕРТ РАЗВИТИЯ СВАРКИ
- СВАРКА — ОБЩИЕ СВЕДЕНИЯ
3.1 ИСТОРИЯ ГАЗОВОЙ СВАРКИ
3.2 ИСТОРИЯ ЭЛЕКТРОСВАРКИ
3.3 Газовая сварка
3.4 Электросварка
3.5 Термитная сварка
3.6 Поддуговая сварка
3.7 Шлаковая сварка
3.8 Аргонно-дуговая сварка
3.9 Сварка диоксидом углерода
3.10 Плазменная сварка
3.11 Лазерная сварка
3.12 Электронная сварка
- Электродуговая сварка MMA (111)
4.1 ЭЛЕКТРОДЫ С ПОКРЫТИЕМ
4.2 ТИПЫ ИСТОЧНИКОВ ПИТАНИЯ
4.3 Метод сварки ММА
4.4 ПОДГОТОВКА ДЕТАЛЕЙ К СВАРКЕ
4.5 Техника выполнения стыковых и угловых швов в различных положениях сварки
4.6 СВАРКА И ПРОЦЕСС ФОРМИРОВАНИЯ СОЕДИНЕНИЯ
4. 7 ТИПЫ СВАРКИ
7 ТИПЫ СВАРКИ
4.8 Стержневые электроды
4.9 Примеры сварочных аппаратов
4.10 Пример маркировки некоторых электродов с покрытием
4.11 Предварительный просмотр сварных швов и вспомогательные сварочные инструменты
4.12 Сварочные материалы
4.13 Техническая химия
4.14 Охрана труда и техника безопасности на сварочном участке
- Требования
- Сварочные установки и сварочные посты
III.Технологическое оборудование и материалы
- Квалификация сварщика
- Выполнение сварочных работ
4.15 Рекомендуемые средства индивидуальной защиты для сварщиков
4.16 Образец листа оценки профессионального риска сварщика
Цена за штуку 22,50 брутто
Комплект книг, необходимых для обучения работе на станках с числовым программным управлением. В комплект входит:
— Исследование «Основы числового программирования станков на примере системы SINUMERIK»
— Исследование «Основы числового программирования станков на примере системы FANUC»
— Комплекс упражнений в области программирования SINUMERIK и FANUC.
Исследования подготовлены для:
- участников обучения операторов ЧПУ,
- инструкторов преподают из вышеупомянутых диапазон,
- человек, которые хотят расширить свои навыки работы на станках с числовым программным управлением.
Автор книг Гжегож Бальцер, преподаватель профессиональных дисциплин и лектор на курсах для операторов ЧПУ.
Мягкая обложка, этюды на 88 стр., упражнения — на 64 стр.
Цена за штуку 22,50 брутто
БАЗОВЫЙ КРАНОВЩИК
Исследование предназначено для:
- участники курсов повышения квалификации по специальности «крановщик»,
- инструкторов преподают из вышеупомянутых диапазон,
- человек, которые хотят расширить свои навыки использования этих устройств.
Автор исследования Ян Каспшак, многолетний лектор курсов по эксплуатации кранов.
Мягкая обложка, 128 стр., мелованная бумага, цвет.
Содержимое:
- СТРОИТЕЛЬНЫЕ КРАНЫ
- ОСНОВНЫЕ ЭКСПЛУАТАЦИИ СТРОИТЕЛЬНЫХ КРАНОВ
- ДОРОГИ И ПУТИ ДЛЯ КРАНА
3. 1 Требования к треку
1 Требования к треку
- МАРКИРОВКА КРАНА
- СБОРОЧНОЕ ОБОРУДОВАНИЕ
5.1 Крючки
5.2 Стальные канаты
5.3 Стропы
- БЕЗОПАСНОСТЬ КРАНА
- ОБЯЗАННОСТИ ОПЕРАТОРА
Цена за каждый22,50 брутто
ОПЕРАТОР ПЕРЕДВИЖНЫХ ПЛАТФОРМ, ПОДЪЕМНИКОВ И ЛЕБЕДОК
Исследование предназначено для:
- участников обучения по специальности «оператор передвижных платформ, подъемников и лебедок»,
- инструкторов преподают из вышеупомянутых диапазон,
- человек, которые хотят расширить свои навыки использования этих устройств.
Автор исследования Ян Каспшак, многолетний преподаватель курсов по эксплуатации мобильных платформ / талей и лебедок.
Мягкая обложка, 64 страницы, мелованная бумага, цветная.
Содержимое:
- ОБЩИЕ ХАРАКТЕРИСТИКИ ПЛАТФОРМ
1.1 Мачтовые подъемные рабочие платформы
1.2 Подвесные мобильные платформы
1. 3 Мобильные платформы доступа
3 Мобильные платформы доступа
- ЦЕЛЬ СОЗДАНИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
- ВИДЫ УСТРОЙСТВ, ПОДЛЕЖАЩИХ ТЕХНИЧЕСКОМУ НАБЛЮДЕНИЮ
- ФОРМЫ ПРОВЕДЕНИЯ ТЕХНИЧЕСКОГО ОСМОТРА
- СИГНАЛ ДВИЖЕНИЯ
- ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ МОБИЛЬНЫХ МОБИЛЬНЫХ ПЛАТФОРМ
- ВЕРЕВКИ
- ЛЕБЕДКА
- ПЕРЕДВИЖНЫЕ И ПОДВЕСНЫЕ СИСТЕМЫ
- МАЧТОВЫЕ ПОДЪЕМНЫЕ ПЛАТФОРМЫ
- МОБИЛЬНЫЕ МОБИЛЬНЫЕ ПЛАТФОРМЫ
Цена за каждый22,50 брутто
БАЗОВЫЙ КРАНОВЩИК
Автор исследования Ян Каспшак, многолетний преподаватель курсов по эксплуатации кранов.
Мягкая обложка, 64 страницы, мелованная бумага, цветная.
Содержимое:
1.1. Формы технического осмотра
90 493
2.1 Приемочные испытания
2.2 Периодические испытания
2.3 Периодические испытания
90 541
3. 1 Начало работы 9000 5
1 Начало работы 9000 5
3.2 Эксплуатация
3.3 Окончание работы 9000 5
- Запрещенная деятельность
- Краны
- Элементы механического оборудования
- Электрооборудование
- Основные крановые конструкции
8.1 Мостовые краны
8.2 Козловые краны
8.3 Подвесные краны
90 569
11.1 Виды стропов
Цена за штуку 22,50 брутто
ОПЕРАТОР ВИЛОЧНОГО ПОГРУЗЧИКА
Исследование предназначено для:
- участников обучения по специальности «оператор погрузчика»,
- инструкторов преподают из вышеупомянутых диапазон,
- человек, которые хотят расширить свои навыки использования этих устройств.
Автор исследования Ян Каспшак, многолетний лектор курсов по эксплуатации вилочных погрузчиков.
Мягкая обложка, 128 страниц, мелованная бумага, цветная.
Содержимое:
- Общие сведения о конструкции тележки
Типы узлов и агрегатов грузовых автомобилей с дизельными и электрическими двигателями и их функции
- Деление грузовых автомобилей по типу привода и способу эксплуатации грузового автомобиля
III. Правила устройства двигателей внутреннего сгорания
- Принцип работы четырехтактного двигателя
- Принцип работы двухтактного двигателя
- Характеристики подъемника и тележки
VII.Гидравлическая система. Основное и дополнительное оборудование тележки (с гидравлическим приводом)
VIII. Риски и неудобства при работе с вилочными погрузчиками
- Охрана труда и техника безопасности при обращении с промышленными тележками
- Аккумуляторная конструкция. Оборудование места водителя грузовика. Сигнальные, предохранительные и предупредительные устройства отдельных систем, определяющие безопасную эксплуатацию автомобиля
- Газоснабжение промышленных грузовиков
XII. Типичные опасности, возникающие при использовании различных видов энергии
Типичные опасности, возникающие при использовании различных видов энергии
XIII. Характеристики груженых и тягачей
грузовиков
XIV. Характеристики специальных тележек. Вспомогательное перегрузочное оборудование
- Грузовые автомобили специального назначения
XVI. Обязанности оператора во время и после работы с грузовиками
XVII. Перевозка опасных материалов 9000 5
XVIII. Действия водителя перед началом работы с
XIX.Транспортные маршруты
- Передний укладчик с противовесом
XXI. Замена баллонов в грузовых автомобилях с газовым двигателем
XIX. Использование сжиженного нефтяного газа
XXII. Маркировка положения цилиндра
XXIII. Пример оценки профессионального риска на должность машиниста грузового автомобиля
Цена за штуку 22,50 брутто
.
Сварка различных марок стали — Strona 2 — cnc.info.pl
Возвращаюсь к теме из любопытства.
дыня дыня Если вы можете себе это позволить, то это термит.
На форуме уже были фантазии про термит: high-performance-welding-metal-t84797.html но без концевых эффектов и скорее фантазии.
Я сделал термит для пацана. Лом ржавчины, мелкий алюминий, полученный напильником, измельчают, смешивают в пропорции по объему 1:1. Кусочки магниевой стружки из химической лаборатории для обжига.Вспышка и красивый клуб дыма.
Конечно, от такого термита для сварки еще далеко.
В этом рельсовом термите еще могут быть какие-то флюсы (чуть-чуть буры?) И, может быть, что-то для замедления реакции и обеспечения правильного химического состава сварного шва (что-то, что стекает с корундом вверх и не влияет на химический состав?). Итак, я ищу …
Вот как вы свариваете с термитом:
http://www.drogizelazne.org/wp/spowanie-termitowe-szyn/
ферромит представляет собой смесь мелких фракций железа и оксиды алюминия с легирующими добавками
Легирующие добавки дают металл шва с химическими свойствами, подобными свойствам стали сварных рельсов.
Конструкция самодренируемого рукава позволяет отделить металл сварного шва от шлака за счет задержки выпуска врезки на несколько секунд после прекращения термитной реакции. Металл шва, будучи более тяжелым, располагается в нижней части тигля, он подтекает первым, оплавляя концы рельсов, и заполняет сварочный зазор.
Сварка рельсов с ферромитом внешне очень проста, но требует умения и практики чтобы качество контакта соответствовало требованиям. Причем факторами, влияющими на качество контакта, являются, в первую очередь, ферромит, а затем сварочный аппарат.Следует отметить, что ферромитная сварка работает надежно, при условии, что она сделана аккуратно … любой нормально квалифицированный, но очень старательный рабочий может легко освоить их
сохраняя спокойствие означает способность действовать
ᐃ 🜂 ⃤ ꕔ △ 𐊅 ∆ ▵ ép
.
Сварочная техника
Сварочные аппараты представляют собой универсальные устройства, обеспечивающие прочное, стабильное и несущее соединение металлических материалов с помощью тепла. Они используются для соединения материалов в производстве, строительстве и многих других отраслях.
Для чего нужен сварочный аппарат?
Сварка, в отличие от пайки, состоит из соединения деталей из одного и того же металла или некоторых видов пластмасс при температуре выше точки плавления с использованием клея, заполняющего соединение.
Исключительная прочность даже при максимальной нагрузке делает сварку предпочтительным методом соединения деталей в машиностроении, металлоконструкциях, судостроении, автомобилестроении, строительстве трубопроводов и мостов, слесарных мастерских и многих других отраслях промышленности. В отличие от деталей, скрепленных болтами, заклепками или болтами, сварные швы можно демонтировать, только разрушив детали.
Сварочные аппараты – устройства, которые пригодятся как в домашней мастерской, так и в профессиональной мастерской.Всякий раз, когда вы хотите прочно соединить две детали из одного и того же металла, сварочный аппарат является подходящим инструментом. Можно сваривать многие металлы, такие как нелегированная сталь , железо, легированные стали, медь, бронза, латунь, цинк, нержавеющая сталь, легкие металлы, например алюминий и его сплавы, листы.
Современные сварочные аппараты отличаются простотой эксплуатации, быстрым запуском и высоким уровнем безопасности. Наиболее важными производителями сварочных аппаратов являются GYS, Einhell, Lorch, Ferm.
Что нужно для сварки?
Для всех видов сварки требуется сварочный аппарат, подходящие расходные материалы, такие как сварочные электроды, газ и сварочная проволока, а также средства индивидуальной защиты. В зависимости от используемого метода сварки нам обычно потребуются сварочный молоток, сварочные сепараторы, электрические или газовые сопла, средства для борьбы с трещинами, трубы, заземляющие зажимы в качестве аксессуаров для сварочного аппарата.
Отделка места сварки также является важной частью технологии сварки. Для этой цели имеются шлифовальные машины – например, угловые шлифовальные машины с металлическими или грубыми отрезными дисками, напильники и проволочные щетки.
Посмотреть все принадлежности для сварки!
Виды сварочных аппаратов
По применяемым технологиям различают следующие способы сварки: газовая, электрическая, термическая, лазерная. Среди любителей, мастеров, строителей, а также в промышленности наиболее распространенным способом сварки стали является электросварка , заключающаяся в создании электрической дуги между электродом и основным материалом с помощью электрической машины низкого напряжения (25- 30В).Температура дуги может достигать нескольких тысяч градусов Цельсия.
Два основных типа дуговой сварки:
• Сварка ММА — электрод также является связующим
• Сварка мягким электродом — связующее вещество поставляется из другого источника
Какой аппарат подходит, зависит от материалов вы хотите сваривать и где используется сварочный аппарат.
Аппараты для сварки ММА (электрод)
Аппараты для сварки ММА электродом основаны на наиболее удобном и относительно простом способе сварки металлических деталей.Он предполагает использование так называемого расходуемого металлического электрода, покрытого флюсом . Сварочный процесс может осуществляться постоянным или переменным током с частотой сети 50 Гц. Тип тока выбирается в зависимости от типа используемого электрода. При сварке под воздействием высокой температуры происходит разложение покрытия и выделение газообразных веществ и шлака. Газ защищает сварочную ванну от погодных условий, а шлак дополнительно покрывает шов, снижая скорость его охлаждения.Сам электрод (ММА) служит заполняющим (сварочным) материалом.
Метод MMA обычно используется в стальных конструкциях. Отличается высокой технической универсальностью, возможностью сварки тонких и толстых элементов в любых условиях, а соединения отличаются хорошими эксплуатационными свойствами. Кроме того, сварочные аппараты ММА мобильны и удобны в транспортировке.
Кроме того, сварочные аппараты ММА мобильны и удобны в транспортировке.
| | | | | 6
|

Сварочные аппараты MIG-MAG (для сварки в защитной атмосфере)
В методе MIG/MAG материалы соединяются с с помощью сварочной проволоки . Сварочная дуга создается между проволокой, помещенной в сварочный наконечник, и заготовкой. Отдельно поставляемый сварочный газ защищает дугу и зону плавления от проникновения окружающего воздуха. Сварочные аппараты MIG часто используют смеси газов , аргона, гелия или .Для сварки MAG обычно используется активный газ, смесь аргона, углекислого газа и кислорода. Защитный газ и сварочная проволока выбираются в зависимости от обрабатываемого основного материала. Метод MIG/MAG используется для соединения практически всех металлов, особенно он подходит для меди и алюминия (MIG).
Мобильный сварочный аппарат MIG/MAG TRIMIG 200-4S
Благодаря возможности автоматизации этого метода, сварочные аппараты MIG/MAG применяются в судостроении и машиностроении , также они прекрасно подходят для автомобильной промышленности , на все типы производственных линий и для хобби.Тип газа и его состав в значительной степени определяют протекание процесса сварки, а также качество и внешний вид сварного шва. Наиболее распространенной является сварка MIG/MAG на постоянном токе положительной полярности .
Методы MIG/MAG имеют много преимуществ, что делает их наиболее часто используемыми методами сварки.
| Преимущества | | |
2 |

Торговый электрод
TIG-сварки
вольфрамовый инертный газ) основан на производстве сварочной дуги между неплавящимся вольфрамовым электродом и заготовкой .Отдельно поставляемый аргон (защитный газ) защищает дугу и зону плавления от попадания воздуха в сварочную ванну. Иногда используют гелий или водород. Специальная конструкция сварочного держателя позволяет вручную подавать дополнительный материал (проволоку ), помещенный в сварочную ванну. При этом методе переменного тока можно использовать для сварки алюминия или постоянного тока для меди, меди, легированных и нелегированных стальных сплавов.
В случае сварки постоянным током метод TIG использует обратную полярность . Минус подключается к электроду, а плюс к материалу. Срок службы электрода увеличивается, так как большая часть тепла передается материалу. Важно отметить, что эта полярность не работает для соединения алюминия, магния и их сплавов. Переменный ток используется для сварки TIG алюминия, магния и их сплавов.
Сварка методом TIG применяется в авиационной и химической промышленности и на технологических линиях в связи с возможностью механизации, до соединения тонких листов, мест, требующих качественных сварных швов.
4
| | | |
|

Прочие виды сварочных аппаратов
Газосварочные аппараты для точной и аккуратной сварки являются старейшим типом сварочных аппаратов. Для работы им нужен газ в специальном баллоне. Газовая сварка заключается в плавлении кромок металлов, соединяемых путем нагревания пламенем, возникающим при сгорании горючего газа в атмосфере подаваемого кислорода. Процесс может осуществляться со связующим или без него (например, краевой сварной шов). Однако недостатками этих устройств являются их большие размеры и опасность использования горючего газа.
Термитная сварка – предполагает заливку шва материалом, называемым «термит». При термитной сварке источником тепла является химическая реакция, которая поставляет не только тепло, но и связующее вещество в соединение. Термитная сварка в основном используется для для соединения рельсов. Между торцевыми плоскостями должен быть оставлен зазор для заполнения жидким чугуном. Струя перегретого железа, стекающая из тигля в изложницу, расплавляет стенки соединяемых деталей, что дает хорошее соединение с основным металлом.
Термитная сварка в основном используется для для соединения рельсов. Между торцевыми плоскостями должен быть оставлен зазор для заполнения жидким чугуном. Струя перегретого железа, стекающая из тигля в изложницу, расплавляет стенки соединяемых деталей, что дает хорошее соединение с основным металлом.
Рекомендуемые продукты:
Рекомендуемые категории:
Рекомендуемые аксессуары:
Если вы считаете, что мы можем улучшить эту статью благодаря вам, пожалуйста, свяжитесь с нами по адресу: [Электронная почта защищена] Команда Конрад.
.
Сварка — Лодзь | TOP-NAR
ХАРАКТЕРИСТИКИ ПРОЦЕССА СВАРКИ
Сварка – это процесс соединения материалов путем их нагревания, локального расплавления и затвердевания. Как правило, во время сварки добавляется сварочный наполнитель. Это дополнительный материал, который сливается с нативным материалом для заполнения шва. Сварка используется для соединения металлов, в основном стали и пластмасс. Свариваемые металлические детали называются основным металлом, а расплавленная связь и оплавленные кромки соединяемых деталей образуют сварной шов.Для того, чтобы соединить материалы между собой, необходимо локально нагреть их до высокой температуры. В зависимости от источника тепла существуют различные виды сварки.
Сварка используется для соединения металлов, в основном стали и пластмасс. Свариваемые металлические детали называются основным металлом, а расплавленная связь и оплавленные кромки соединяемых деталей образуют сварной шов.Для того, чтобы соединить материалы между собой, необходимо локально нагреть их до высокой температуры. В зависимости от источника тепла существуют различные виды сварки.
ВИДЫ И СПОСОБЫ СВАРКИ
Сварка подразделяется на:
- Газовые — в которых источником тепла является газовое пламя, обычно кислородно-ацетиленовое. Процесс осуществляется с помощью горелки, позволяющей смешивать горючий газ и кислород в правильном соотношении, что позволяет их сжигать.На выходе из горелки пламя достигает температуры 3100°С. Этот вид сварки применяют как при ремонтных, так и полевых работах, в основном для сварки труб и листов в тонкостенных стальных конструкциях.
- Термит — в котором источником тепла является химическая реакция между порошкообразным железом и оксидами алюминия (смесь, называемая термитом). Термитное горение используется, например, для соединения трамвайных рельсов.
- Лазер — где источником тепла является пучок лазерных лучей.Этот вид сварки происходит в среде инертного газа и гарантирует высокую прочность сварных швов. Лазерное сжигание в основном используется в массовом производстве, например, в автомобильной промышленности.
- Электрический
 Термитное горение используется, например, для соединения трамвайных рельсов.
Термитное горение используется, например, для соединения трамвайных рельсов. Электрическая сварка охватывает многие виды сварочных технологий. Среди них наиболее часто используется дуговая сварка покрытыми электродами – универсальный метод, использующий простое оборудование. В этом типе сварки источником тепла является электрическая дуга, которая образуется между свариваемыми деталями и металлическим сварочным электродом.Энергия, преобразованная в тепло, достигает температуры 7000°С, что позволяет плавить и соединять металлы. Этот метод сварки используется во многих отраслях промышленности, в том числе в транспортной, химической, ремонтной и ремонтной. Покрытые сварочные электроды применяются при сварке легких конструкций, производстве деталей машин, соединении конструкционных сталей, строительстве газопроводов и нефтеперерабатывающих заводов.
Электрод с покрытием, применяемый при сварке, состоит из металлического сердечника, покрытого прессованным покрытием.Генерация дуги носит контактный характер, она происходит в результате контакта сварочного электрода со свариваемым материалом, что приводит к возникновению электрической дуги. В процессе сварки электрод плавится, а образовавшиеся таким образом капли расплавленного металла переносятся через дугу в расплавленную ванну свариваемого металла, после остывания образуя сварной шов. Покрытие сварочных электродов при плавлении выделяет газы, которые защищают расплавленный металл от погодных условий. Затем футеровка затвердевает, образуя на поверхности ванны защитный слой шлака, предохраняющий металл шва от внешних воздействий.Доступны различные типы сварочных электродов:
- Электроды с рутиловым (R) покрытием
- Электроды с основным покрытием (B)
- Электроды с целлюлозным покрытием (C)
- Электроды с кислотным покрытием (A)
- Специальные электроды
.
Какой метод сварки лучше?
Вам потребуется примерно 3 минуты. прочитать эту запись
Сварка – не самая простая работа. Особенно, если учесть множество вариантов сварки. Что важнее: снижение себестоимости, скорость, качество или что-то еще? В этой статье вы узнаете о методах, которые, по общему мнению, являются наиболее эффективными.
Сварка — это, прежде всего, процесс соединения двух твердых тел.Материалы могут быть изготовлены из самых разных материалов, и к каждому нужен соответствующий подход. Точность сварщика в этом смысле ничем не отличается от точности хирурга. От вас требуется высокая точность, компетентность (вытекающая из опыта) и физическая выносливость. Однако самое главное – выбрать правильный метод.
Виды сварки
Их много, и каждая зависит в основном от конкретной ситуации. Лазерная сварка будет использоваться в совершенно иных обстоятельствах, чем термитная сварка.Первые должны давать приятный визуальный эффект в конце, вторые имеют мало отношения к визуальному аспекту, так как мы используем их, например, для сварки рельсов. Однако можно сказать, что к самым популярным методам относится сварка:
Однако можно сказать, что к самым популярным методам относится сварка:
- электрический,
- газовый,
- лазерный,
- термитный,
- гибридный.
Лучший метод?
Как мы уже договорились: метод существенно зависит от цели, которую мы хотим достичь, свариваемого материала, прочности сварных швов, общих обстоятельств (будь то производственное предприятие или сварка выполняется без особого темпа) и так далее.При всем этом следует учитывать и компетентность сварщика. Учитывая все это, трудно однозначно найти лучший метод. Самым универсальным, популярным, которым пользуются как любители сварки, так и профессионалы, будет электрический способ.
Электрический метод
О чем это?
Этот метод также известен как ММА. Он заключается в соединении металлических деталей при помощи сварки электродом.В зазоре между предметом и электродом возникают электрические разряды, температура которых достигает не менее трех тысяч градусов Цельсия. Под воздействием такой высокой температуры металлы плавятся и соединяются.
Под воздействием такой высокой температуры металлы плавятся и соединяются.
Использовать
Чаще всего электрический способ используется для соединения элементов небольшого размера, но толщина объекта не может быть тоньше 1,5 мм. Именно поэтому его так охотно используют артистичные кузнецы, слесари и другие.
Преимущества
Несомненными достоинствами этого метода являются экономичность и высокая прочность швов.Он идеально подходит для изделий из стали и нержавеющей стали, но также может использоваться для ремонта деталей из чугуна.
Главное фото: pexels.com/Павел Черноногов
Оставить комментарий .
сферы применения, способы и их характеристика, оборудование, техника безопасности
Главная » Технология » Виды сварки
Термитная сварка – особый вид сварочных работ, при проведении которых применяется термит – смесь порошка алюминиевой или магниевой пудры с окалиной и горючими элементами металлического происхождения.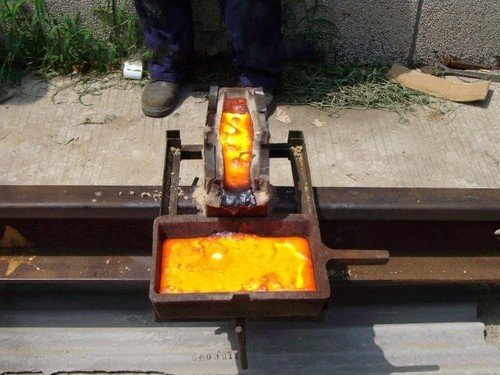 Данный способ соединения металлов ценен, в первую очередь, за свою простоту и надежность. При этом не требуется специфического оборудования, такого, как сварочный аппарат.
Данный способ соединения металлов ценен, в первую очередь, за свою простоту и надежность. При этом не требуется специфического оборудования, такого, как сварочный аппарат.
Содержание
- 1 Основные ГОСТы
- 2 Сферы применения термитной сварки
- 3 Способы термитной сварки и их характеристики
- 4 Оборудование для термитной сварки
- 5 Техника безопасности при термитной сварке
- 6 Преимущества и недостатки термитной сварки
Основные ГОСТы
К данному виду работ применим ГОСТ Р 57181-2016 «Сварка рельсов термитная. Технологический процесс».
Этот документ является основным, на который стоит опираться при проведении сварочных работ данного типа. Он содержит общие рекомендации по качественному соединению металлов и целый ряд нормативных ссылок, которые позволят подробно понять суть принципа и его действие.
Сферы применения термитной сварки
Область применения зависит от химического состава самого термита:
- Термит на основе магния и его производных применяется для соединения телефонных проводов и любых других электрических коммуникаций. С его помощью можно быстро заварить трубы небольшого диаметра.
- Термит на основе алюминиевой пудры подходит при сваривании рельс, частей чугуна. Используют для соединения хрупких и тонких сплавов. Одной из областей применения является наплавка поверхностей во время проведения ремонтных работ.
 С его помощью можно быстро заварить трубы небольшого диаметра.
С его помощью можно быстро заварить трубы небольшого диаметра.Способы термитной сварки и их характеристики
Существует четыре основных метода соединения металлов:
- Соединение встык. С технологической точки зрения, данный способ самый сложный и трудоемкий, так как требует тщательной зачистки поверхностей, которые будут соединяться. Существует необходимость применения термальной пленки, которой оборачивают стыкуемые детали. Это важное условие для предотвращения температурной деформации. Термит сжигается отдельно, после чего расплавленный состав заливается на стык и детали сильно сжимаются между собой для получения хорошего и прочного шва.
- Промежуточное литье. Данный способ принято считать самым простым и доступным. Он применяется, если детали закреплены в одном положении. В таком случае расплавленная термитная смесь просто заливается в промежуток между ними. Оплавление кромок приводит к их деформации и образованию неразъемной металлосвязи.
- Комбинированный метод. Это способ, соединяющий в себе особенности промежуточного литья и литья встык. Используется при соединении рельсов. Производится хорошая зачистка торцов, после чего между ними вставляются тонкие стальные пластины. Рельсы сильно сжимаются, а в зазор между ними заливается расплавленный термит. После полного остывания швы обваривают еще раз по всему периметру.
- Дуплекс. Это разновидность промежуточной сварки. Дополнением после внесения расплавленной смеси является интенсивное сжатие деталей.
 Он применяется, если детали закреплены в одном положении. В таком случае расплавленная термитная смесь просто заливается в промежуток между ними. Оплавление кромок приводит к их деформации и образованию неразъемной металлосвязи.
Он применяется, если детали закреплены в одном положении. В таком случае расплавленная термитная смесь просто заливается в промежуток между ними. Оплавление кромок приводит к их деформации и образованию неразъемной металлосвязи.Оборудование для термитной сварки
Для проведения работ по термитному свариванию различных материалов необходимы:
- Тигли из вольфрама или керамики с возможностью безопасного слива расплавленного материала.
- Струбцины и тиски, применяемые для сжатия и фиксации деталей.
- Набор специальных инструментов: ножовки по металлу, кислородный резак, газовая горелка, приемник для тигля, полосковый термометр.
- Дополнительные инструменты: проволочная щетка, шлифовальный круг. Применяются для зачистки швов и поверхностей.
- Формы и матрицы для отливок (одноразовые и многоразовые).

Техника безопасности при термитной сварке
К проведению работ предъявляют высокие требования по технике безопасности:
- К работе допускается персонал, достигший 18 лет и прошедший специальное обучение и инструктаж.
- Специалисты, производящие данный вид работ, должны быть обеспечены спецодеждой и средствами личной защиты (очки).
- Термит необходимо хранить в закрытых складах, оборудованных вытяжной вентиляцией. Все электрические коммуникации должны иметь хорошую изоляцию. Склады с термитом следует размещать на расстоянии не ближе 30 метров от жилых помещений.
- Термитные спички хранят в металлическом шкафу. При этом они должны быть изолированы от склада с термитом.
- Не допускается увлажнения термита и огнеупоров при хранении и транспортировке, а также на месте выполнения работ. Проведения сварочных работ в дождливую погоду категорически запрещено.
- В зимний период необходимо очищать место стыка от снега и влаги в радиусе 0,5 метров.
- Вблизи места сварки не допускается проведение иных путевых работ. Территория должна быть огорожена, и установлены соответствующие знаки.
- Перед проведением термитной сварки необходимо провести обследование территории на предмет наличия пожароопасных зданий и сооружений. Также важно получить разрешение от местной противопожарной службы.
- В ходе термитной реакции рабочий должен отойти на расстояние не менее 3 метров.
- В случае прорыва жидкого металла из формы или тигля его следует засыпать большим количеством песка. Тушить водой запрещено.
- Если сварочные работы выполняются на высоте, то находиться под местом сварки людям строго запрещено.
 Все электрические коммуникации должны иметь хорошую изоляцию. Склады с термитом следует размещать на расстоянии не ближе 30 метров от жилых помещений.
Все электрические коммуникации должны иметь хорошую изоляцию. Склады с термитом следует размещать на расстоянии не ближе 30 метров от жилых помещений.
Преимущества и недостатки термитной сварки
Данный вид соединения металлов является востребованным и распространённым. В первую очередь этому способствует короткое время, необходимое для проведения работ, и малые трудозатраты.
Применение термита позволяет получить эстетически привлекательный шов высокого качества. Также стоит отметить, что для применения метода не требуется электроэнергия или газовые баллоны, а значит, возможно, проводить работы на удаленных объектах.
Основной недостаток – высокие требования к технике безопасности и хранению оборудования. Работа со взрывоопасными материалами требует особой подготовки и четкому соблюдению всех правил.
 youtube.com/embed/AJu9sYVjD5Y?start=39&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/AJu9sYVjD5Y?start=39&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
что это такое, особенности и виды
Содержание:
- В чем состоит суть термитной сварки
- Сферы применения
- Виды термитной сварки
- Оборудование
- Интересное видео
При работе с металлическими конструкциями всегда приходится использовать сварку.
Она получила высокую ценность благодаря высокой скорости и надежности. Также она обладает максимальной простотой и легкостью проведения, во время сварочного процесса не нужно применять электроды и огромные сварочные аппараты.
В чем состоит суть термитной сварки
Многие часто спрашивают, что такое термитная сварка и зачем она используется? Чтобы это понять, стоит рассмотреть ее основную суть. Во время сварочного процесса применяются специальные порошковые составы, которые во время сгорания образуют большое количество тепловой энергии. Часто данные металлические смеси называют термитами.
Термическая сварка — это процедура, во время которой происходит разогревание свариваемого элемента до состояния полужидкой субстанции, но в то же время оно сплавляется в целостный состав при помощи специального порошка. Обычно применяется порошок, который состоит из железа и алюминия.
Обычно применяется порошок, который состоит из железа и алюминия.
При смешивании данных элементов на основе алюмотермической реакции на области сварки образуется катализатор с высоким качеством. Основная суть этого процесса состоит в том, что во время него из соответствующего оксида химическим методом происходит полное восстановление металла.
Обратите внимание! Сварка изделий производится за счет оказания воздействия расплавленного металла из термита и сильного жара на кромки, которые начинают активно плавятся на свариваемом участке. Именно термит в данном случае выступает в качестве присадочного материала.
При термическом сварочном процессе проявляется мощный поток тепла с показателем температуры от 2400-27000С, оно выполняет функции горелки при проведении газосварки или электрода при электродуговой сварке. Главная особенность данной технологии состоит в том, что порошкообразный термит способен воспламеняться самостоятельно.
Это связано с наличием кислорода в составе порошка, который выделяется во время химической реакции из оксида железа. Именно это способы позволяет проводить термическое сваривание в среде, которая заполнена негорючими газами, к примеру, углекислым, и даже в вакууме.
Именно это способы позволяет проводить термическое сваривание в среде, которая заполнена негорючими газами, к примеру, углекислым, и даже в вакууме.
Сферы применения
При помощи термита из алюминиевой пудры выполняется наплавка на запасные части или детали. Также данная технология применяется при сваривании рельсов и чугуна, разных сплавов из хрупких металлов. Именно этот вид сваривания позволяет провести быстрый ремонт железнодорожных путей с минимальными затратами.
Термит для сварки из производных магния применяется в случаях, когда необходимо сваривать электрические коммуникации, телефонные провода и многое другое. Термитное сваривание часто используется в условиях производства. Этот способ подходит для изготовления крупных деталей — лопасти в речных и морских судах, коленчатые валы автомобилей и другие.
Виды термитной сварки
Сварка, во время которой применяется специальный порошковый термит из алюминия и железа, может производиться при помощи тигельного и муфельного способа. Первый способ также имеет другое известное название — алюминотермитная сварка. Она часто используется при установке заземляющих контуров, металлических конструкций.
Первый способ также имеет другое известное название — алюминотермитная сварка. Она часто используется при установке заземляющих контуров, металлических конструкций.
Стоит отметить! Перед проведением сварки делается термит из оксида железа и алюминиевого порошка в пропорциях 70:23. Во время его сгорания стыки деталей соединяются расплавленным железом, который восстанавливается из окалины.
Алюмотермитная сварка часто применяется при проведении ремонта поврежденных поверхностей методом наплавки. Главное преимущество данной технологии состоит в возможности сваривании чугунных элементов без образования стыков. Но ее невозможно применять для наложения швов на алюминиевые изделия, в этих случаях стоит использовать муфельный сварочный процесс.
При проведении термитной сварки своими руками оказывается высокая температура, которая вызывает сильное расплавление алюминия, в результате этого он начинает испаряться. Муфельная технология проводится с использованием термита на основе магния, при повышенных температурах он не растекается, а впитывается в поверхность и образует ровный шов.
Оборудование
При проведении термитной сварки сварщик должен применять следующие элементы и оборудование:
- тигель из керамики или тугоплавкого металла. Он должен иметь устройство для безопасного слива расплава;
- для создания отливок потребуется применение форм и матриц. Они могут быть одноразовыми или для многократного применения;
- устройства для закрепления и сжатия деталей;
- термитный карандаш. Этот элемент применяется в домашних условиях для сваривания и резки металлов;
- комплект инструментов, которые должен иметь в составе такие элементы, как кислородный резак, газовая горелка, ножовка по металлу, полосковый термометр;
- для зачистки поверхностей стоит применять абразивный круг или металлическую щетку.
Проведение термического сварочного процесс стоит соблюдать важные особенности и правила. Несмотря на то, что он простой и не требует использования дорогого оборудования, все равно не нужно забывать про разновидности сварки и некоторые нюансы, от которых зависит прочность и внешний вид шва.
Интересное видео
Термитная сварка | Область применения термита, технология сварки термитом
Сварка может быть не только электрической или газовой. Различают еще так называемую алюмотермическую сварку, которую в народе называют «термитной». Данная разновидность сварки используется во многих областях производства, строительства и ремонта. В некоторых случаях сварка термитом является единственным из возможных методов получения качественного и надежного шовного соединения.
Термитная сварка известна еще с середины XIX века. Активное применение данного метода сварки началось в начале XX столетия, а уже к 50-м годам прошлого века алюмотермический метод создания швов обошел по уровню распространения электродуговую и газовую виды сварки.
Сварка термитом – технология соединения металлических поверхностей, основанная на способности алюминия восстанавливать оксиды многих металлов. Восстановительная реакция происходит с выделением большого количества тепловой энергии, до 3500 С. Это и позволяет соединять элементы различных металлоизделий.
Восстановительная реакция происходит с выделением большого количества тепловой энергии, до 3500 С. Это и позволяет соединять элементы различных металлоизделий.
В состав простейшей термитной смеси входят измельченные до состояния мелкодисперсного порошка:
- Оксид железа
- Алюминий
В более специализированных термитах к основному составу добавляются легирующие компоненты, которые раскисляют расплав и хорошо структурируют его (ферротитан, ферромарганец, феррованадий и пр.). Легирующие компоненты термитной смеси делают шовное соединение более прочным и надежным. В обзоре будет рассказано о том, как варить термитом.
Содержание
- Область применения термитной сварки
- Технология сварки термитом
- Как изготавливается термитная смесь
- Как горит термит
Область применения термитной сварки
Главным преимуществом термита перед другими видами сварки является полная автономность и мобильность. Для термитной сварки не нужен внешний источник энергии. При осуществлении сварочных работ не потребуется ни трансформатор/инвертор, ни генератор, ни баллоны.
Для термитной сварки не нужен внешний источник энергии. При осуществлении сварочных работ не потребуется ни трансформатор/инвертор, ни генератор, ни баллоны.
Термитная сварка хорошо себя зарекомендовала при работе в полевых условиях, где затруднительно использовать стандартные средства.
Интересной особенностью термита является возможность горения в бескислородной среде. Для поддержания горения кислород берется из окалины (оксида железа).
При помощи термитной сварки обычно выполняют следующие работы:
- Стыковка рельсовых путей
- Соединение трубопровода
- Заделка трещин, раковин и прочих видов брака/износа
Термитная сварка является незаменимой при сборке крупногабаритных деталей. При помощи термита принято соединять: лопасти гребных винтов, элементы якорей, компоненты заземляющих конструкций и прочее-прочее.
Крупногабаритные детали обычно поставляются к месту монтажа по частям. Разборная конструкция соединяется по месту, перед непосредственной установкой. Для этого рациональней всего использовать термит. Сварка термитом позволяет без особых усилий получать шов высокого качества. При этом можно сэкономить уйму времени, сил и энергоресурсов.
Разборная конструкция соединяется по месту, перед непосредственной установкой. Для этого рациональней всего использовать термит. Сварка термитом позволяет без особых усилий получать шов высокого качества. При этом можно сэкономить уйму времени, сил и энергоресурсов.
Дополнительно термит хорошо себя зарекомендовал при соединении различных проводов, кабеля, троса, арматуры и прочего металлопроката.
В активной фазе алюмотермической реакции термитная смесь превращается в жидкий расплав. Восстановленное алюминием железо становиться текучим. Это свойство термита позволяет использовать сварку при ремонте плит и прочих металлоизделий. То есть расплав равномерно растекается по поверхности металла, надежно устраняя таким образом следы износа или брака.
Как варить термитом.
Технология сварки термитом
Для осуществления термитной сварки нужны 3 вещи:
- Огнеупорная форма
- Жаростойкий тигель
- Термитная смесь
Форма предназначена для создания контура под жидкий расплав. При помощи формы определяются границы сварочного шва. При сварке каких-то нестандартных крупногабаритных металлоизделий форму приходится изготавливать в индивидуальном порядке. В таких случаях форма является одноразовой.
При помощи формы определяются границы сварочного шва. При сварке каких-то нестандартных крупногабаритных металлоизделий форму приходится изготавливать в индивидуальном порядке. В таких случаях форма является одноразовой.
Тигель необходим для непосредственного протекания алюмотермической реакции. То есть в тигле горит термитная смесь. Из тигля жидкий расплав попадает в форму, где и происходит соединение металлических поверхностей.
Для термитной сварки стандартизированных металлоизделий (рельсы, трубы, провода и пр.) нередко применяется тигле-форма. Данное устройство совмещает в себе и тигель, и форму. Тигле-формы предназначены для работы с каким-то определенным видом изделий. Существуют стандартизированные тигле-формы для рельс, труб, проводов, арматуры и т.д.
Тигле-форма изготавливается из жаростойкого материала. Обычно это графит. Такие устройства являются многоразовыми. Графитовая тигле-форма способна выдерживать создание 200-300 шовных соединений при помощи термитной сварки.
Как изготавливается термитная смесь
В большинстве случаев термитная смесь представлена фасовкой цилиндрической формы. Такие «колбаски» изготавливают под конкретно взятые работы. Универсального термита не существует. А если и используется первый попавшийся под руку термит, то есть высокая вероятность получения некачественного шва.
Дело в том, что при использовании термита необходимо рассчитать, чтобы расплава точно хватило на соединение стыкуемых поверхностей. Объема термитной смеси должно быть не больше и не меньше, чем того требуется в конкретно взятом случае.
Для получения термита нужны 3 компонента:
- Оксид железа (около 40%)
- Алюминий (около 40%)
- Легирующая присадка (около 20%)
Все ингредиенты должны быть представлены мелкодисперсным порошком. Чем тоньше помол термита, тем на более качественном уровне будет протекать алюмотермическая восстановительная реакция.
Чем тоньше помол термита, тем на более качественном уровне будет протекать алюмотермическая восстановительная реакция.
- В качестве оксида железа принято использовать отходы металлургического производства. При создании отливок и термообработке заготовок на поверхности металла образуется корка. Это и есть оксид железа в чистом виде.
Разумеется, для изготовления качественного термита первичный оксид железа подвергается дополнительной обработке. Потенциала сырой окалины недостаточно, чтобы обеспечить эталонные условия для протекания термической реакции в бескислородной среде.
В данном случае окалина проходит дополнительную термообработку в условиях интенсивного окисления.
- Для получения мелкодисперсного алюминиевого порошка используется запатентованная технология. Обычно алюминий получают методом мелкоабразивной шлифовки и хонингования. Таким же образом производят и легирующие присадки.
- Касательно легирующих компонентов, они добавляются в смесь по мере необходимости, в определенном количестве и определенном составе.

Термит можно приготовить и без легирующих присадок, но в этом случае шовное соединение будет не таким надежным и долговечным. При сварке элементарным термитом, так называется чистая термитная смесь, без присадок, оксид железа и алюминий берутся из расчета 1:1.
При сварке термитом конструкций из нержавеющей стали в роли легирующих компонентов чаще всего используются ферротитан и феррованадий. В данном случае легирующие компоненты значительно повышают прочностные характеристики шва, что позитивно отражается на надежности и долговечности всей металлоконструкции.
Как горит термит
Капсула с термитом закладывается в тигель, после чего следует создать на поверхности шихты температурный толчок. Для получения эталонной алюмотермической реакции температурный толчок должен равняться отметке 1350 С или превышать ее.
Сила начального горения быстро увеличивается. На пике горения температура может достигать отметки свыше 3000 С. Столь высокий нагрев в считанные секунды превращает шихту в жидкий расплав, который из тигля перемещается в форму.
Некоторая часть температуры, которая выделяется при сгорании термита, расходуется на нагрев как тигля, так и соединяемых металлических поверхностей. Это несколько снижает эффективность термита. Чтобы свести к минимуму теплопотери, перед установкой формы стыкуемые поверхности хорошо нагревают, фактически докрасна.
Заполнив форму расплав нагревает до высокой температуры прилегающие металлические поверхности. Контактная область по сути становится одним целым, как при натуральном литье. Так происходит формирование термитного шва.
Скорость термитной реакции обычно находится в пределах 20-30 секунд. Конечно, точное время сгорания термита зависит от объема шихты.
При сгорании шихты шлак всплывает наверх. Это происходит из-за разницы в плотности металлического расплава и несгораемых включений. После непродолжительного охлаждения, обычно около 5 минут, следует убрать тигель и разобрать форму. Поверхности термитного шва нужно зачистить. Если соединялись достаточно крупные детали, по типу рельс, то шов обычно чистят болгаркой с насадкой для шлифования.
Это происходит из-за разницы в плотности металлического расплава и несгораемых включений. После непродолжительного охлаждения, обычно около 5 минут, следует убрать тигель и разобрать форму. Поверхности термитного шва нужно зачистить. Если соединялись достаточно крупные детали, по типу рельс, то шов обычно чистят болгаркой с насадкой для шлифования.
Термитный шов обладает превосходными физико-механическими свойствами. Металл в области такого шва имеет качественную мелозернистую структуру. Термитные швы не имеют ни раковин, ни других дефектов. В некоторых случаях термитные швы подвергаются прессованию, что позволяет сделать соединения неимоверно прочными.
Термитная сварка. Виды и особенности выполнения работы.
Екатерина
В настоящее время в строительстве активно используются всевозможные виды сварки. Одной из наиболее доступных и нетрудоемких технологий, позволяющей получить высокопрочное соединение, является термитная сварка. О том, что такое термитная сварка и в чем ее основные отличительные особенности мы расскажем в этой статье.
О том, что такое термитная сварка и в чем ее основные отличительные особенности мы расскажем в этой статье.
Содержание статьи
- В чем заключается суть процесса термитной сварки?
- Виды термитной сварки
- Достоинства и недостатки
- Недостатки
- Правила безопасности
В чем заключается суть процесса термитной сварки?
«Сварка термитом» предполагает применение специальных порошковых металлических составов, которые в процессе сгорания образуют достаточно большое количество тепловой энергии. Чаще всего данные металлические смеси и называются термитами. Другими словами, термическая сварка – это процедура, при которой свариваемое изделие разогревается до полужидкой субстанции и в это же время сплавляется в целостный состав при помощи специального порошка. Чаще всего используется порошок (термит для сварки), который состоит из железа и алюминия.
При смешении этих элементов, на основе алюмотермической реакции на участке сварки образуется качественный катализатор. Суть реакции заключается в том, что металл восстанавливается из соответствующего оксида химическим способом.
Суть реакции заключается в том, что металл восстанавливается из соответствующего оксида химическим способом.
Сварка изделий осуществляется в результате того, что их кромки плавятся на том участке, где они подвергаются свариванию под воздействием расплавленного металла из термита (выступает в качестве присадочного материала) и мощного жара.
Данный мощный поток тепла ( 2400-2700°С), возникающий в результате термической сварки, хорошо заменяет тепло, которое образуется горелкой газосварки или электродом электродуговой сварки. Отличительная особенность такой технологии состоит в том, что порошкообразный термит может воспламеняться самостоятельно. Это обусловлено наличием кислорода в его составе, который выделяется в процессе химической реакции из оксида железа. Благодаря этим особенностям, термическая сварка может выполняться в среде, которая заполнена негорючими газами, например углекислым, и даже в полном вакууме.
Виды термитной сварки
Сегодня выделяется четыре основные техники получения шва, используя термит для сварки:
- промежуточное литье,
- впритык,
- дуплекс,
- комбинированная.

Техника промежуточного литься основана на том, что порошковый состав переходит в состояние жидкого металла и это никак не сказывается на характеристиках термита. Чаще всего подобная технология применяется для монтажа металлических конструкций, которые заранее устанавливаются в нужном положении. Для работы с пластинчатыми изделиями, катодными и дренажными выводами используется стыковая термитная сварка, состав для которой изначально надо обжечь в печи. Комбинированная сварка заключается в объединении метода литья и сварки впритык. Это означает, что сварщик термитной сварки весь основной процесс работы выполняет посредством жидкого наплавления, а кромки дорабатывает сваркой впритык. Методика дуплекс предполагает еще один этап, который состоит в прессовании оплавленного зазора конструкции.
Термитная сварка имеет две основные разновидности:
- Тигельная (алюминиевотермитная).
- Муфельная.
Тигельная применяется для создания контуров заземления и при соединении электрических кабелей небольшого диаметра. Данная технология основана на применении термитной смеси в соотношении железо/алюминий – 70/23. Когда термит полностью сгорает, образуется железо, которое соединяет стыки.
Данная технология основана на применении термитной смеси в соотношении железо/алюминий – 70/23. Когда термит полностью сгорает, образуется железо, которое соединяет стыки.
Алюминиевотермитная сварка используется в тех случаях, когда на поверхности изделия нужно сделать наплавку. Также она нашла свое активное применение при в ремонтных работах на трамвайных рельсах. Главное достоинство такой технологии – это возможность сваривать чугун бесстыковым методом. Недостаток ее заключается в том, что она не подходит для создания шва на деталях из алюминия, поэтому в данном случае используется муфельная сварка.
Суть ее состоит в том, что при высоком температурном режиме, при котором плавится термит, некоторые места алюминиевых соединений испаряются. Именно поэтому, в муфельной сварке в качестве термита используется порошкообразный магний, который характеризуется высокой температурой плавления. Главное отличие муфельной сварки от тигельной состоит в том, что в процессе первого типа соединения деталей, не образуются жидкие продукты сварки. Под влиянием высоких температур, магний не растекается, а хорошо впитывается в поверхность и образует бесшовное соединение. Прежде чем выполнять соединение алюминиевых кабелей посредством термитной сварки, следует на участок, подвергающийся сварке, нанести флюс.
Под влиянием высоких температур, магний не растекается, а хорошо впитывается в поверхность и образует бесшовное соединение. Прежде чем выполнять соединение алюминиевых кабелей посредством термитной сварки, следует на участок, подвергающийся сварке, нанести флюс.
Достоинства и недостатки
Отметим основные преимущества, выделяемые в процессе соединения деталей при помощи термита для сварки:
В первую очередь, стоит отметить, что процесс – несложный. Даже если вы не имеете большого опыта в создании швов, то соблюдая все правила и требования, можно качественно выполнить сварочную работу своими руками, к тому же процедура не отнимет много времени.
Термит для сварки способствует высокому качеству соединений, которые отличаются надежностью и долговечностью.
Для работы оборудования не нужно большое количество электроэнергии.
Недостатки
Чтобы выполнить такую процедуру надо провести подготовительные работы по обработке металлических изделий и кабелей.
Проследить за точностью процесса сварки просто невозможно. В связи с этим выполнить бесшовную технику могут только профессионалы.
В связи с этим выполнить бесшовную технику могут только профессионалы.
Правила безопасности
Несмотря на то, что данная технология достаточно проста в применении, все же работа с химически активными составами – опасна. Поэтому, выполняя сварочные работы, необходимо строго соблюдать все правила и требования техники безопасности. Во-первых, хранить порошки надо исключительно в сухих и хорошо отапливаемых помещениях, поскольку сырость и влага могут негативно сказаться на состоянии составов. Непосредственно сам процесс соединения термитами должен осуществляться с использованием только сухих порошков. Выполнять процедуру можно лишь при температуре от 10 °С. И еще одно обязательное условие – это очистка и обезжиривание участков соединения.
В заключение отметим, что такая процедура, как термитная сварка, не отличается особой сложностью. Самое главное, как и в других видах сварочных работ, строго соблюдать все требования, предъявляемые к этому процессу. И тогда, результат в виде качественного и прочного шва, несомненно вас порадует.
Похожие публикации
Как работает термитная сварка?
Пьер Янг
Термитная сварка — это процесс, в котором используется сочетание оксида железа и алюминиевого порошка для создания интенсивного локализованного тепла. Принцип работы термитной сварки был запатентован Эдвардом Г. Ачесоном в 1919 году. В этой статье мы обсудим, как работают термитные сварщики и как они используются в промышленности сегодня!
Что такое термитная сварка?
Термитная сварка – это процесс соединения металлов с использованием термитной реакции. Термит нагревает металлические детали до очень высокой температуры, а затем они сжимаются вместе, образуя расплавленную ванну, которая затем затвердевает.
Термитная сварка — это тип соединения на основе трения, который можно выполнять без использования флюса. Этот процесс также не требует предварительной очистки или подготовки поверхностей, что означает, что это простой и быстрый метод, который не займет слишком много времени по сравнению с другими методами соединения металлов, такими как пайка.
Какое оборудование необходимо для термитной сварки?
Оборудование для термитной сварки включает термитную загрузку, состоящую из оксида железа и порошка алюминия. Алюминий заключен в защитную бумажную или металлическую оболочку для предотвращения окисления. Куски металла, которые сварщики собираются соединять, обычно нагревают до начала процесса. В частности, термитная сварка включает в себя нагрев обеих поверхностей до температуры, достаточной для того, чтобы произошла реакция.
Приведите пример того, как можно использовать термитную сварку?
Термитная сварка сегодня часто используется в промышленности, когда требуется большое количество прочных и надежных сварных швов. Он также широко используется в качестве альтернативы другим методам сварки, таким как дуговая сварка, дуговая сварка вольфрамовым электродом (GTAW) и дуговая сварка металлическим газом (MIG).
Он также широко используется в качестве альтернативы другим методам сварки, таким как дуговая сварка, дуговая сварка вольфрамовым электродом (GTAW) и дуговая сварка металлическим газом (MIG).
Аппараты для термитной сварки также можно использовать для тонких материалов, что позволяет термитной сварке обеспечить более контролируемый процесс. Это особенно полезно при соединении деталей разного размера или при необходимости очень жестких допусков для готового продукта.
Как работает термитная сварка
Термитная реакция представляет собой окисление металлических порошков с использованием локализованной экзотермической реакции, при которой выделяется достаточно тепла, чтобы расплавить металлы на границе раздела и образовать сварной шов.
На первом этапе термитной реакции смешивают два вещества: оксид металла и оксид железа (III). Смесь этих двух порошков будет производить тепло без искры или пламени.
Термитная сварка осуществляется путем смешивания алюминиевого порошка с другим типом металлического топлива, например, полосой магния или цинковой пылью. В смесь добавляется небольшое количество воды, после чего она поджигается небольшим пламенем. Алюминий будет бурно реагировать при нагревании, выделяя достаточно тепла, чтобы расплавить любой металл поблизости.
В смесь добавляется небольшое количество воды, после чего она поджигается небольшим пламенем. Алюминий будет бурно реагировать при нагревании, выделяя достаточно тепла, чтобы расплавить любой металл поблизости.
Реакция продолжается до тех пор, пока не будет израсходовано все металлическое топливо или не сгорит полностью алюминиевый порошок.
Существует два типа термитных реакций, которые можно использовать для сварки металлов. Первый — это безгазовая сварка, при которой в качестве топлива используется магний, а в качестве оксида металла — порошок алюминия или цинка. Этот тип реакции не требует воздуха или кислорода для поддержания себя.
Второй тип термитной сварки представляет собой более традиционную форму, называемую сваркой с зажиганием, при которой небольшое количество воздуха или кислорода смешивается с металлическим топливом и оксидом алюминия.
Зачем использовать термитную сварку?
Аппараты для термитной сварки — это простая и быстрая технология, которая не займет много времени. По сравнению с другими методами сварки металлов, термитная сварка является более простым процессом, который не требует какой-либо подготовки поверхностей.
По сравнению с другими методами сварки металлов, термитная сварка является более простым процессом, который не требует какой-либо подготовки поверхностей.
Термитная сварка также представляет собой соединение трением без флюса, что делает ее очень простой. Термитная сварка также не требует воздуха или кислорода, потому что алюминиевый порошок сгорает с небольшим пламенем, что является экологически безопасным методом.
Термитная сварка — отличный выбор для соединения металлов по многим причинам!
Кому не стоит заниматься термитной сваркой?
Термитная сварка не должна применяться теми, кто не уверен в работе с ней. Вам также не следует пробовать термитную сварку, если вы используете какой-либо нерафинированный металл, такой как алюминиевый шлак или переработанный металл. Термитная сварка также небезопасна для полых секций труб или материалов, которые не могут быть полностью покрыты расплавленным металлом во время процесса.
Безопасна ли термитная сварка?
Ответ на вопрос о безопасности термитной сварки зависит от того, как она используется.
Термитная сварка обычно считается безопасным процессом, если она выполняется с должным вниманием. Это не должно предприниматься кем-либо, кто не имеет подготовки и опыта в использовании такого процесса. Вам также не следует пробовать термитную сварку, если вы используете какой-либо нерафинированный металл, такой как алюминиевый шлак или переработанный металл. Термитная сварка также небезопасна для полых секций труб или материалов, которые не могут быть полностью покрыты расплавленным металлом во время процесса.
Резюме
В этой статье подробно обсуждалось, как работает термитная сварка, как возник этот процесс и как сделать, как работает термитная сварка. Термитные сварочные аппараты также очень просты в использовании и могут легко сваривать металлы.
О Пьере Янге
Здравствуйте, я Пьер Янг, сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Как сделать термитную сварку
выбрать продуктАренда бесплатно, 2% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG Нержавеющая стальАренда бесплатно, 12% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGБесплатная аренда, 12% CO2 в аргоновой смеси 50 л для MIG WeldingГазовые баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 3,15 кг5 кг Газовый свет, пропановый газ для барбекю и патио Газ, легкий газ, заправка 10 кг Газовый свет, пропан для барбекю и патио Газ, легкий газ refill14KG Gaslight, Стеклопластиковый вилочный погрузчик Газ RefillCo2 газовые баллоны для конфетти-пушек и бластеров 15 кгПищевые газовые баллоны с CO2 для конфетти-пушек и бластеров – 34 кгCO2 для татуировок аэрографом, 1,5 кгCO2 для татуировок аэрографом, 3,15 кгCO2 для татуировок аэрографом, 6,35 кгCO2 для аквариумных растений Рост, 6,35 кг CO2 для выращивания аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сцены и театральных спецэффектов 6,35 кг — с погружной трубкой, углекислый газ для сцены и театральных представлений ial Effects 34 кг — с погружной трубкойДвуокись углерода для сценических и театральных спецэффектов 15 кг — с погружной трубкойГазовые баллоны с пищевым CO2 для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 6,35 кгГазовые баллоны с пищевым CO2 для Автоматы по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 34 кг Баллоны с пищевым углекислым газом для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматы по производству замороженных напитков Slushy Jack — 15 кг 10 л пропиленового топливного газа для сварки , Пайка, Нагрев и РезкаColeman B/P C250170g Газовый картридж с бутаном/пропаном — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV300 Gas Cartridge27CAMPINGAZ19 Gas19CV4 Gas2, Портативный пропановый обогреватель Инфракрасный обогреватель шкафа Phoenix12623, Пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, Пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, 3 м CoilOrange Шланг высокого давления – диаметр 8 мм, 2 м CoilOrange Шланг высокого давления — диаметр 8 мм, 1 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 3 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 2 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850 , Bullfinch No. 404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе.
404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе. 600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2.
600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2. 4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2.
4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (1 SE)P380 Перчатка Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4.
4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (1 SE)P380 Перчатка Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4. 0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackParweld 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект сварочного инвертора TIGParweld XTT 202P-P1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400 V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400 V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250 AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine — Package 10Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА.
0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackParweld 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект сварочного инвертора TIGParweld XTT 202P-P1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400 V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400 V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250 AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine — Package 10Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз.
NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1.
MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1. 2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги.
2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги. MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «.
MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов.
LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — нет в наличииCalor Gas Butane Bottle 4.5KG — Нет в наличииCalor Баллон с бутановым газом 15 кг — Доступен в ограниченном количестве — Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг — нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3.
Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — нет в наличииCalor Gas Butane Bottle 4.5KG — Нет в наличииCalor Баллон с бутановым газом 15 кг — Доступен в ограниченном количестве — Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг — нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3. 9Бутылка в килограммах — Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон — НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон — НЕТ В НАЛИЧИИCamping Gaz 901 — Только заправка — нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — Trade Only2 л Многоразовый гелиевый баллон с газом, идеальные вечеринки и юбилеи20 л Многоразовый гелиевый баллон с газом, идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ de Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9.
9Бутылка в килограммах — Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон — НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон — НЕТ В НАЛИЧИИCamping Gaz 901 — Только заправка — нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — Trade Only2 л Многоразовый гелиевый баллон с газом, идеальные вечеринки и юбилеи20 л Многоразовый гелиевый баллон с газом, идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ de Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9. 4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
Термитная сварка – смесь, процесс, этапы, типы и применение
Экзотермическая сварка, также известная как термитная сварка, представляет собой процесс, в котором используется тепло экзотермической реакции для образования коалесценции двух металлов. Название происходит от «термита», который дается реакциям, происходящим между оксидами металлов и восстановителями. Термитная теплота состоит из оксидов металлов, имеющих низкую теплоту образования, и металлических восстановителей, которые при окислении имеют высокую теплоту образования. Избыточное тепло, выделяемое продуктами реакции, обеспечивает источник энергии для образования сварного шва между двумя металлами.
Название происходит от «термита», который дается реакциям, происходящим между оксидами металлов и восстановителями. Термитная теплота состоит из оксидов металлов, имеющих низкую теплоту образования, и металлических восстановителей, которые при окислении имеют высокую теплоту образования. Избыточное тепло, выделяемое продуктами реакции, обеспечивает источник энергии для образования сварного шва между двумя металлами.
Порошок состоит из алюминия и оксида других металлов, таких как железо. При нагревании он выделяет огромное количество тепла в результате химического соединения алюминия с кислородом оксида. Температура реакции может повышаться примерно до 2400°C.
Для соединения стальных деталей в основном используется термитная сварка. Таким образом, обычными компонентами термитной сварки являются оксид железа, который присутствует примерно в 78%, и алюминиевый порошок, который присутствует примерно в 22%. Соотношение 78 % и 22 % соответственно определяется реакцией горения алюминия, и реакция выглядит следующим образом:0007
8Al + Fe 3 O 4 → 9Fe + 4Al 2 O 3
9005 оксид железа до 2°C равно 4500°F. Поэтому песок или керамическую форму заполняют жидким железом. Шлак, представляющий собой оксид алюминия, который затем всплывает на поверхность, затем удаляется с поверхности сварного шва.
Поэтому песок или керамическую форму заполняют жидким железом. Шлак, представляющий собой оксид алюминия, который затем всплывает на поверхность, затем удаляется с поверхности сварного шва.
Для ремонта стального литья и поковок, для соединения железнодорожных рельсов, стальной проволоки и стальных труб, для соединения крупногабаритных литых и кованых деталей применяют термитную сварку.
Преимущества и недостатки термитной сварки
Преимущества термитной сварки следующие:
Это очень простая процедура или процесс для быстрого соединения двух одинаковых или разнородных металлов.
Поскольку не требуется дорогостоящий источник питания, этот процесс очень экономичен и удобен.
Термитный процесс используется в местах, где нет электричества.

Недостатки термитной сварки следующие:
Термитная сварка применяется в основном для деталей всех сечений черных металлов.
Доказана его экономичность при сварке легких деталей и дешевых металлов.
Очень низкая скорость сварки.
Наличие очень высокой температуры может вызвать деформацию и изменение зернистой структуры в зоне сварки.
Область сварки также содержит шлаковые загрязнения и газообразный водород.
Что такое термитная смесь?
Представляет собой смесь тонкодисперсного порошка алюминия и оксида железа в весовом соотношении примерно 1:3.
Формула термита дается Fe 2 O 3 + 2Al → 2Fe + Al 2 O 3 + тепло
по термитной сварке.
Процесс термитной сварки
Это наиболее эффективный и мобильный метод, используемый для соединения стальных конструкций большого сечения, таких как рельсы. Высокая тепловложение и металлургические свойства термитной стали делают этот процесс идеальным для сварки высокопрочных сталей с высокой твердостью, которые используются в современных рельсах.
Термитная сварка всегда требует квалифицированного труда для процесса сварки и не должна выполняться кем-то, кто не обучен ее использованию. Термитная сварка приводит к термитной реакции, которая включает горение термита, представляющего собой смесь оксида железа и мелкодисперсного порошка алюминия, присутствующих в весовом соотношении 1:3.
В результате реакции предварительного нагрева термитной смеси до 1300°С температура достигает 3000°С, но это необходимо для запуска реакции. Реакция выглядит следующим образом вместе со схематическим изображением процесса термитной сварки.
Реакция выглядит следующим образом вместе со схематическим изображением процесса термитной сварки.
8 Al + 3Fe 3 O 4 \[\longrightarrow\] 9Fe + 4Al 2 0 3 + Тепло (3000°C, 35 кДж/кг смеси)
4(Изображение
будет загружено в ближайшее время)
Существует большее сродство алюминия к реакции с кислородом. Поэтому алюминий реагирует с оксидом железа с образованием чистого железа и шлака оксида алюминия. Затем оксид алюминия всплывает на поверхность металлической ванны в виде шлака, а образовавшееся чистое железо оседает внизу. Это потому, что между ними большая разница в плотности.
Действия, которые необходимо выполнять при сварке
Между двумя направляющими должен быть подготовлен надлежащий зазор, который должен быть точно выровнен с помощью линейки, чтобы гарантировать, что готовое соединение будет идеально прямым и ровным.
После первого этапа на втором этапе изготавливаются предварительно отформованные огнеупорные формы, которые изготавливаются таким образом, чтобы они точно соответствовали определенному профилю рельса, зажимались вокруг зазора рельса и затем герметизировались на месте. Оборудование, используемое для размещения горелки предварительного нагрева и термитного контейнера, затем собирается.
Сварочная полость, образованная внутри формы, предварительно нагревается с помощью кислородно-топливной горелки с точно установленным давлением газа в течение заданного времени. Качество готового сварного шва во многом зависит от точности этого процесса предварительного нагрева.
По завершении процесса предварительного нагрева контейнер устанавливается в верхней части форм, часть воспламеняется, и последующая экзотермическая реакция приводит к получению расплавленной термитной стали.
Контейнер состоит из автоматической системы выпуска, позволяющей жидкой стали, температура которой превышает 2500°C, поступать непосредственно в полость сварного шва.Сварному соединению дают остыть в течение определенного времени, прежде чем излишки стали и литейный материал удаляются с верхней части рельса с помощью гидравлического устройства обрезки.
В холодном состоянии стык очищают от мусора, осматривают поверхности катания рельсов. Готовый сварной шов должен быть тщательно осмотрен, прежде чем он будет принят как готовый к эксплуатации.

 Контейнер состоит из автоматической системы выпуска, позволяющей жидкой стали, температура которой превышает 2500°C, поступать непосредственно в полость сварного шва.
Контейнер состоит из автоматической системы выпуска, позволяющей жидкой стали, температура которой превышает 2500°C, поступать непосредственно в полость сварного шва.Типы сварки
Существует два типа сварки:
Сварка плавлением: нагревает и сплавляет металлические детали, термитная смесь также действует как присадочный металл.
Сварка давлением: металлическая деталь нагревается и поднимается до температуры ковки, а для их соединения применяется усилие ковки.
Заключение
В этой статье мы узнали о термитной сварке, ее преимуществах и недостатках, а также о процессе термитной сварки. Мы также узнали о том, какие шаги необходимо соблюдать при выполнении сварки и какие существуют другие виды сварки.
Процесс, оборудование и реакция термитной сварки
Процесс термитной сварки — это процесс, в котором используется экзотермический реагирующий состав для получения высокой температуры и сплавления материала.
Существует несколько применений термитной сварки, и все они выигрывают от ее способности сваривать толстый металл в неблагоприятных условиях. Этот процесс не требует электричества или какого-либо сложного оборудования. Вся установка довольно простая, но мощная.
В этой статье вы узнаете, что такое термитная сварка, как она работает, какие области применения, связанные с ней опасности, а также ее плюсы и минусы.
Quick Navigation
- The Essence Of Thermite Welding Process
- Thermite Welding Applications
- Thermite Welding Railroad Rails
- Welding Rebar For Reinforced Concrete
- Thermite Welding Use In Military
- Thermite Welding Safety
- Conclusion
- Ресурсы:
Сущность процесса термитной сварки
Термитная сварка основана на сильном сродстве металлического алюминия к оксидам. Оксид алюминия естественным образом образуется, если чистый алюминий подвергается воздействию воздуха. Атомы алюминия притягивают O2 (кислород) и образуют на его поверхности оксид алюминия.
Оксид алюминия естественным образом образуется, если чистый алюминий подвергается воздействию воздуха. Атомы алюминия притягивают O2 (кислород) и образуют на его поверхности оксид алюминия.
Однако для термитной сварки используется смесь чистого алюминиевого порошка и окисленного железа. Оксид железа отдает свои оксиды, а алюминий их принимает.
В ходе этого процесса выделяется огромное количество тепла, что обеспечивает термитную сварку. Термитный компаунд состоит из тонкоизмельченного алюминия и оксида железа в соотношении 1:3 по весу. Многие сплавы могут быть добавлены для улучшения качества металла сварного шва и достижения желаемых свойств металла.
Эта смесь обычно производится в металлической канистре, называемой тигель . Смесь не взрывоопасна. Однако воспламенение возможно только при температуре выше 2800°F (1537°C). Так, используется специальный запальный стержень, который глубоко засовывается в смесь. Всего через несколько секунд после воспламенения смеси происходит химическая реакция, повышающая температуру до 4500°F (2482°C).
В результате химической реакции с выделением тепла образуется расплавленное железо или сплав железа и алюминиевый шлак. Шлак всплывает на относительно чистую поверхность железа и вытесняется, как мы скоро обсудим. Расплавленное железо сплавляется с предварительно нагретым основным металлом и действует как присадочный металл, соединяя детали вместе.
Процесс термитной сварки относительно чист и не представляет опасности, если все сделано правильно. Однако этот процесс может быстро пойти наперекосяк и закончиться тяжелой травмой или смертью. Мы обсудим безопасность позже в статье.
Применение термитной сварки
Процесс термитной сварки в основном используется для сварки стальных рельсов при укладке железнодорожных рельсов. Однако есть и другие приложения, которые мы также рассмотрим. Но, поскольку сварка рельсов является его наиболее важным вариантом использования, мы сосредоточимся на деталях.
Термитная сварка железнодорожных рельсов
Ни один другой процесс сварки не может соединить рельсовую сталь так эффективно, как процесс термитной сварки. Вот почему во всем мире это самый распространенный метод соединения длинных рельсов в непрерывный путь.
Вот почему во всем мире это самый распространенный метод соединения длинных рельсов в непрерывный путь.
Этот сварочный процесс является портативным и не требует дуговой сварки, что снижает потребность в электроэнергии на месте.
Термитная сварка дешева и позволяет получать отличные стыковые соединения оплавлением. Спецификация процедуры сварки («WPS») подробно объясняет все. Сварка концов рельсов требует абсолютной точности.
trainfanatics.comТаким образом, для конкретного железнодорожного сплава определяются время химической реакции, размер загрузки, расстояние между стыками, температура предварительного нагрева и другие важные параметры сварки.
Процедура сварки
Перед сваркой концы рельсов должны быть тщательно очищены от ржавчины, масла, смазки, краски, грязи, песка или любых других загрязнений. Кроме того, необходимо исправить любые производственные дефекты, такие как сколы, заусенцы или поврежденные края.
Затем необходимо надлежащим образом выровнять и закрепить торцы концов рельсов, чтобы предотвратить их смещение в процессе сварки. Для обеспечения необходимого горизонтального и вертикального расстояния между стыками используются специальные рельсовые зажимы.
Для обеспечения необходимого горизонтального и вертикального расстояния между стыками используются специальные рельсовые зажимы.
Процесс термитной сварки требует специальной отливки вокруг двух концов рельса.
Отливка состоит из тигля, о котором мы говорили ранее, изложницы и шлаковых ванн.
Эти детали изготовлены из огнеупорных материалов (не деформируются при нагревании).
Форма закрывает оба конца рельса и герметизируется, чтобы предотвратить утечку расплавленного металла во время охлаждения расплавленной стали.
В верхней части кристаллизатора и под тиглем установлены два шлаковых поддона. Они собирают расплавленный алюминий, который вытекает в верхней части формы.
Пример установки для термитной сварки. Изображение: pandrol.com После того, как все собрано и перед тем, как тигель будет помещен сверху и подожжен, необходимо предварительно нагреть железнодорожные рельсы.
Форма имеет специальную конструкцию для размещения кислородно-топливной горелки сверху и выхода пламени из формы, чтобы оно не гасло.
Необходимо предварительно нагреть концы рельсов, потому что почти чистое расплавленное железо, выходящее из тигля, мгновенно охлаждается при контакте с холодными железнодорожными рельсами и не дает жидкого железа, соединяющего металлы.
Кислородно-ацетиленовая горелка предварительно нагревает рельс, а специальная конструкция формы позволяет огню выходить из формы.Далее сверху помещается тигель и поджигается. Химический реагирующий состав обеспечивает подачу жидкого содержимого сплава железа, которое выбрасывается сверху в форму. Концы рельсов подвергаются процессу экзотермической сварки в сварное соединение. Плавающий шлак алюминия и избыточный металл вытекают и собираются шлаковыми ваннами.
После этого форму извлекают, а лишний металл от термитной реакции отламывают с помощью молотка, пока металл еще горячий. Весь процесс выполняется за пару минут, но необходимо выполнить дополнительную послесварочную зачистку с помощью специализированных шлифовальных машин.
Весь процесс выполняется за пару минут, но необходимо выполнить дополнительную послесварочную зачистку с помощью специализированных шлифовальных машин.
Сварка арматуры для железобетона
Термитная сварка иногда используется для сварки концов длинной стальной арматуры для армирования бетона. Процесс примерно такой же, как и с железнодорожными путями. Однако арматуру легче сваривать с помощью других способов сварки, поэтому термитную сварку имеет смысл использовать только в том случае, если сечение стали слишком толстое, электричество недоступно или время имеет существенное значение.
Использование термитной сварки в вооруженных силах
Термитная сварка используется в военных операциях весьма уникальным образом. Иногда термитный процесс используется для саботажа движущихся частей военной техники противника, которые были захвачены или должны быть оставлены на поле боя.
Безопасность при термитной сварке
Получение термитной сварки относительно безопасно, даже если используются такие высокие температуры. Тем не менее, существует несколько критических угроз безопасности, на которые следует обратить внимание.
Тем не менее, существует несколько критических угроз безопасности, на которые следует обратить внимание.
Самая опасная опасность – это влага.
Любое попадание воды в расплавленный металл и воспламененную термитную смесь может привести к сильному выбросу жидкой стали по всему рабочему участку и операторам. Это может привести к тяжелым травмам и смерти.
Итак, термитную сварку нельзя проводить на улице, если идет дождь. Но вам также следует избегать использования процесса термитной сварки, если окружающая среда влажная или имеет повышенную влажность.
Изображение термитной реакции. Автор изображения: Nikthestunned из ВикипедииЛучше перестраховаться, чем потом сожалеть. Даже если форма слегка влажная, это может вызвать сильную реакцию и раскалить добела массу металла.
Другим важным фактором является состояние пресс-формы. Вы никогда не должны использовать сломанную или неполную форму. Если плесень не выдержит, расплавленное железо и загоревшаяся термитная смесь попадут на окружающее пространство. Из-за большого количества расплавленного металла вода, содержащаяся в почве, может испаряться и бурно реагировать с расплавленным металлом. Термитная смесь и горячий металл могут разлететься на несколько футов после контакта с водяным паром.
Из-за большого количества расплавленного металла вода, содержащаяся в почве, может испаряться и бурно реагировать с расплавленным металлом. Термитная смесь и горячий металл могут разлететься на несколько футов после контакта с водяным паром.
Если вы не являетесь профессионалом, возможно, лучше вообще не использовать термитную сварку. Но если вы все равно хотите это сделать, пожалуйста, сначала прочитайте все о безопасности, начиная со связанного руководства по безопасности в ресурсах внизу статьи. Кроме того, убедитесь, что вы хорошо разбираетесь в мерах безопасности при изготовлении металла и носите все необходимое оборудование для обеспечения безопасности при сварке.
Заключение
Самым значительным преимуществом процесса термитной сварки является то, что он не требует внешнего источника тепла или электричества. Но самым большим минусом являются необходимые меры безопасности. Необученные сварщики не должны выполнять термитную сварку. С другой стороны, новичок может использовать процессы дуговой сварки с гораздо меньшей вероятностью получения травмы, поскольку все более контролируемо.
Ресурсы:
- Сварка: принципы и применение, Ларри Джеффус какой металлический алюминий окисляется оксидом другого металла (наиболее распространенным является оксид железа). Что наиболее важно, в этом процессе образуются молекулярные соединения, а не только механические соединения между проводниками. Он производится исходным реагентом, который обеспечивает достаточно энергии для активации реакции сварки. Это делается быстро и безопасно в песчаная форма . В зависимости от свариваемых компонентов и типа требуемого соединения песчаная форма специально разработана для определенного соединения.
У CRS есть профессионалы, которые предоставят вам бесплатное предложение, и мы ответим по электронной почте, поэтому сообщите нам свой адрес электронной почты!
Термитный порошок / термитный сварочный порошокТермитный порошок представляет собой пиротехнический состав, обычно состоящий из металлического порошка и оксида металла.
Порошок для термитной сварки обычно не взрывоопасен, но создает чрезвычайно высокие температуры на очень небольшой площади в течение короткого периода времени. Например, температура термитов из оксида алюминия/железа достигает 4500 градусов по Фаренгейту.С (0,5-0,75) Си (< 1,2) Мн (0,5-1,4) С (< 0,035) П (< 0,03) Физические свойства порошок Пакет Мешок и барабан Вес 12 кг Чтобы заказать термитный порошок, отправьте свой адрес электронной почты, и специалисты свяжутся с вами в течение 12 часов!
Thermit Welding Video youtube.com/embed/gf-1GW3OrZA» title=»THERMIT WELDING PROCESS»>
youtube.com/embed/gf-1GW3OrZA» title=»THERMIT WELDING PROCESS»>
Thermite Welding Powder Chemical PropertiesChemical nature 98,00% Синоним Термитный сварочный порошок, термитный порошок, термитная реакция, реакция золота Шмидта, натрий, термитный сварочный порошок, термит, термитная сварка, медный термит, Cadwelding Меры предосторожности Основной материал представляет собой смесь порошка оксида железа, порошка алюминия и стального сплава. Он должен быть защищен от воды, влаги и поломки. Реактивность: *Fe2O3 + 2Al ==> 2Fe + Al2O3 + тепло Продукт представляет собой оксид алюминия, свободное железо и много тепла. Реагенты обычно измельчают в порошок и смешивают со связующим, чтобы материал оставался твердым и предотвращал расслоение. Другие оксиды металлов, такие как оксид хрома, могут использоваться для получения элементарных металлов. Медный термит использует оксид меди для создания электрических соединений в процессе, называемом сваркой кад: *3CuO + 2Al ==> 3Cu + Al2O3 + тепло Химическое название Термитная реакция Химическая формула: 1) Fe2O3 + 2Al ==> 2Fe + Al2O3 + тепло 2) Алюминий + оксид железа (III) ==> железо + оксид алюминия 2Al(s) + Fe2O3(s) ==> Al2O3(s) + 2Fe(s). По любым вопросам о термитном порошке укажите свой адрес электронной почты, и специалисты свяжутся с вами в течение 12 часов!
Железнодорожная термическая сварка в процессе
Thermite Welding Powder имеет много применений 0 Типичное применение0.
 Порошок для термитной сварки обычно не взрывоопасен, но создает чрезвычайно высокие температуры на очень небольшой площади в течение короткого периода времени. Например, температура термитов из оксида алюминия/железа достигает 4500 градусов по Фаренгейту.
Порошок для термитной сварки обычно не взрывоопасен, но создает чрезвычайно высокие температуры на очень небольшой площади в течение короткого периода времени. Например, температура термитов из оксида алюминия/железа достигает 4500 градусов по Фаренгейту.
 Первоначально использовавшийся для ремонтной сварки кронштейнов осей локомотивов и т. д. на месте, его можно ремонтировать, не снимая детали с места установки.
Первоначально использовавшийся для ремонтной сварки кронштейнов осей локомотивов и т. д. на месте, его можно ремонтировать, не снимая детали с места установки. Thermite также можно использовать для быстрой резки или сварки металлов, таких как железнодорожные пути, без необходимости использования сложного или тяжелого оборудования.
В настоящее время термитный порошок широко используется при сварке, резке или сверлении металла, аварийном ремонте металла на месте, научных демонстрациях, высокотемпературном воспламенении, запрещенном военном оборудовании (включая артиллерию, документы и жесткие диски) и других применениях.
Флюс для термосварки алюминия для стальных рельсов в основном используется при обслуживании железнодорожных линий, капитальном ремонте линий и строительстве новых линий.
Сценарии использования: например, железные дороги, метро, заводские подъемные рельсы, надземные железные дороги, городские рельсы и т. д.
Характеристики термитного порошка
1. Обладает превосходной проводимостью по сравнению с самим проводником.
Обладает превосходной проводимостью по сравнению с самим проводником.
2. Не подвергается коррозии, окислению или деградации с течением времени и может противостоять гальванической связи.
3. Способен выдерживать многократные разряды.
4. Никогда не увеличивает сопротивление.
5. Обладает большей механической прочностью и устойчивостью к сжатию, чем сам проводник.
Термитный порошок
Термит Цитаты? Где купить термит?
Как поставщик, специализирующийся на предоставлении решений для тепловой сварки алюминия, мы без колебаний предоставим вам котировки термитов и сроки поставки, если они вам понадобятся.
Наши преимущества
1. Прочность сварных соединений на растяжение на 5%~18% выше, чем у аналогов
2. Проверка качества сварки на соответствие требованиям железной дороги.
3. Трехкомпонентная матрица песочного типа может соответствовать требованиям к сварке поперечного сечения рельса, ширины сварного шва и использования специальных процессов.
4. Цена на 8%~25% ниже, чем у аналогов.
5. Бесплатное обучение, человеческое обслуживание.
6. Бесплатные образцы
Основные страны экспорта
Филиппины, Вьетнам, Таиланд, Индонезия, Сингапур, Малайзия, Мьянма, Лаос, Камбоджа, Шри-Ланка, Корея, Россия, Турция, Таджикистан, Пакистан, Бангладеш и т. д.
Меры предосторожности при использовании термитного порошка
1. Не пытайтесь поджечь термитный порошок вручную. Эта смесь будет и действительно будет сильно гореть и распылять на вас горящий металл.
2. При сильном возгорании термитного порошка расплавленный металл распыляется во всех направлениях. Когда смесь горит или горит, не приближайтесь к ней.
3. Если вы не можете зажечь термит фейерверком, попробуйте смешать немного магниевого порошка или хлопьев магния с небольшим количеством смеси термитного порошка. Тогда вы сможете использовать свою пиротехнику, чтобы поджечь смесь магния.
4. Порошок для термитной сварки горит очень жарко и образует расплавленный железный шлак, который можно расплавить через блок двигателя автомобиля! Горящий термитный сварочный порошок может разбрызгивать расплавленное железо на большое расстояние от горящей кучи. Держитесь как можно дальше. И убедитесь, что поблизости нет ничего, что могло бы загореться. Сначала начните эксперимент с термитом с небольшим количеством термита, пока не поймете его поведение и то, как далеко он выбрасывает расплавленный металлический шлак.
5. Не используйте воду для тушения термитного огня. Не пытайтесь тушить огонь водой, иначе может произойти сильный паровой взрыв, который также приведет к образованию шлака. Точно так же не используйте влажные материалы для тушения огня.
Контент, который может быть вам полезен!
Что такое термитная сварка?
Как выполняется термитная сварка на железных дорогах?
Термитная сварка — Сварочные технологии :: Trackopedia
Изобретатель:
Ганс Гольдшмидт был вторым сыном Теодора Гольдшмидта, родившегося в 1861 году в Берлине. Как и его отец и старший брат Карл, он изучал химию в Берлинском университете, где был учеником знаменитого Роберта Вильгельма Бунзена и проявлял незаурядные способности еще в ранние годы. После окончания он присоединился к управлению химическим заводом Th. Гольдшмидт в 1888 году и в течение следующих 30 лет взял на себя исследования и разработку новых продуктов. Ганс Гольдшмидт стал одним из самых известных химиков своего времени, и сегодня вы найдете о нем много в учебниках.
В конце 19 века профессор д-р Ганс Гольдшмидт открыл способ извлечения тяжелых металлов из их оксидов путем окисления алюминия на своем заводе в Эссене. Этот алюмотермический процесс получил название термитной сварки ® .
Сварка Thermit ® :
В процессе Thermit ® смесь оксида железа и мелкодисперсного алюминия поджигается в тигле. В результате химической реакции (так называемая конверсия) образуется расплавленный чугун и расплавленный алюминиевый шлак (оксид алюминия), оба из которых имеют температуру около 2400°C. Шлак всплывает на Thermit 9Сталь 0677 ® благодаря малому весу. После периода ожидания и по истечении срока конверсии тигель вырезают. Жидкая сталь в основном используется для сварки крупных заготовок и особенно железнодорожных рельсов.
Литейный тигель:
В тигле готовится сварочный пакет с зажигательными палочками. Каждый день перед первым использованием тигель просушивают горелкой и нагревают не менее чем до 100°С. После каждой отливки следует удалять рыхлый шлак и очищать внутреннюю сторону тигля. Сухой резерв, готовый к использованию тигель, всегда должен храниться на складе. Стопорное кольцо тигля с 3 ножками является кронштейном для литейного тигля. С его помощью тигель можно поставить на пол, подготовить там к следующему литью, а затем установить ножкой трубы на универсальное зажимное устройство.
Литейный тигель для сварки Thermit®
© Plasser & Theurer
Осуществление процесса сварки
Выравнивание концов рельсов:
Концы рельсов выравниваются на глаз, а затем с помощью линейки длиной 1 м. Рельсы должны быть точно выровнены, потому что в противном случае это впоследствии сильно повлияет на беговую поверхность. Кроме того, опоры рельсов должны быть выровнены друг с другом, чтобы поверхности сварки как можно больше выступали на контактной поверхности для сварки.
Установка полуформ для сварки
Готовые формы (2 половинки) должны без проблем подгоняться к профилю рельса для сварки. После соединения половин пресс-формы зажимаются в так называемой стопорной пластине, а затем удерживаются захватным устройством по центру сварных отверстий.
Захватное устройство
The 9Захватное устройство 0279 прикрепляется к одной из двух головок рельса в соответствии с установочным размером и позже используется для поддержки полуформ в удерживающих пластинах.
Песок кварцевый
Зазоры между готовыми формами, захватным устройством и свариваемыми концами рельсов заполняют кварцевым песком. Необходимо следить за тем, чтобы горячий сварочный металл не вытекал из готовых форм во время их заполнения.
Приведите тигель в положение сварки:
Расстояние между тиглем и формой после выравнивания должно быть не более 4 см. Отверстие тигля не должно касаться кристаллизатора, иначе замок не откроется и горячая жидкость Thermit ® не сможет вытечь.
Сварной шов при нейтральной температуре с использованием гидравлического натяжителя рельсов
© Robel Bahnbaumaschinen GmbH
Начало реализации
Запальный стержень поджигается пламенем горелки, затем вставляется в сварочную часть, и начинается реализация. Теперь тигель с соответствующей крышкой тигля закрыт.
Поступление массы в формы (так называемое литье):
По истечении времени реализации + задержки жидкая сталь Thermit ® может стекать по каналам в полости формы. Сталь перемешивается, и теперь, когда она затвердевает, концы рельсов свариваются между собой.
Обработка сварного шва
Примерно через 3 минуты сталь в форме затвердела. Теперь удерживающие пластины пресс-формы можно аккуратно снять. Головной валик аккуратно отделяют триммером, ножной стояк и остальные части формы остаются до полного остывания сварного шва или конца рельса.
Грубая шлифовка сварного шва
После полного удаления заусенцев с головки рельса рабочую поверхность и рабочую кромку следует отшлифовать, пока они еще горячие.
Очистка сварного шва
Сварной шов необходимо очистить от остатков формовочной смеси и полуформ. Рельс не должен подвергаться воздействию ударных инструментов.
Вы можете найти подходящую специализированную литературу по теме здесь:
Основные принципы содержания механизированного пути
Эта книга предназначена для многих людей, занимающихся повседневным планированием и выполнением работ по техническому обслуживанию путей.