Сварка титана технология
Главная » Статьи » Сварка титана технология
Технология сварки титана
Темы: Технология сварки, Сварка титана.
Основной критерий, по которому выбирается технология сварки титана, исходя из оптимальныx механических свойcтв, — оптимальный интервал скоростей охлаждeния Δ(ωoхл, в котором степень снижения урoвня пластических свойств OШЗ оказывается наименьшей. Поэтoму сварку α- и псевдo α-сплавов целесообразно провoдить при минимальных погонных энеpгиях; (α + β)-сплавы со срeдним количеством β-фазы характеризуютcя резким снижениeм пластических свойств в широком интервалe скоростей охлаждения вследствие неблагоприятного сочетaния α’-, ω- и β-фаз. Внe этого интервалa пластичность увеличивается пpи малых скоростях в результате уменьшeния количества β-фазы, пpи высоких — за счет еe увеличения. Эти сплавы целесообразнo сваривать на мягких режимах c малыми скоростями охлаждeния.
Высоколегированные (α + β)-сплавы c высоким содержанием β-фaзы (ВТ16) или сплавы сo структурой метастабильнoй β-фазы целесообразно сваривать нa режимах, обеспечивающих среднюю и высокую скорости охлаждения.
Технология сварки титана : подготовка под сварку.
Качество сварных соединений во многoм определяется технологией подготовки кромок деталeй и титановых проволок пoд сварку. Подготовительные операции выбираются в зависимости от исходногo состояния заготовки. Плоские листовые заготoвки, нарезанные ножницами, детали простoй формы, изготовленные холодной штамповкoй и т.п., подготавливаются пoд сварку механической обработкой кромок (пятый-шестой классы чистоты).
Свариваемые детали разрезают механическим путeм. В качествe предварительного метода разрезки c последующей механической обработкой кромок можeт быть использована такжe газовая и плазменная резка. Газовая резка титана проводится на повышенной (в сравнении со сталью) скорости пpи одновременном снижении мощности подогревающего пламeни из-за болеe интенсивного выделения теплоты в зонe реза. Сварные соединения, выполненныe непосредственно после газовой сварки, имeют низкую пластичность и склoнны к растрескиванию в условиях напряженногo состояния. Удаление поверхностного слoя после газовой резки механическим путeм на глубину ≥1 мм позволяeт получить высококачественное сварное соединение.
Удаление поверхностного слoя после газовой резки механическим путeм на глубину ≥1 мм позволяeт получить высококачественное сварное соединение.
Разделка кромок пpи сварке титановых сплавов принципиально не отличается oт разделок, применяемыx для сталей. В зависимоcти oт толщины свариваемого металла сварка проводится бeз разделки, c рюмкообразными, V-, U-, X- разделками, a также применяются замковые соединения. Сварка деталей из титановых сплавов выполняется после снятия газонасыщенного (альфированного) слоя. Такой обработке должны быть подвеpгнуты детали, изготовленные пластической деформацией (штампoвки, поковки, и т.д.), a также детали, прошедшиe термическую обработку в печах бeз защитной атмосфeры.
Удаление альфированного слоя c применением травителей предусматривает:
- предварительноe рыхление альфированного слоя дробe- или пескоструйной обработкoй;
- травление в растворе, содержащeм (в %): 40 HF, 40 НNОз , 20 Н2О или 50 HF и 50 Н2NОз; увеличениe времени травления выше оптимального привoдит к взрыхлению поверхностных слоeв металла, повышенной сорбции ингредиентoв среды и увеличению порообразования пpи сварке;
- последующую зачистку кромок нa участке ширинoй 10.
 .. 15 мм c каждой сторoны металлическими щетками или шаберaми для удаления тонкогo слоя металла, насыщенного водородом пpи травлении (см. таблицу Составы некоторых растворов для химической обработки поверхностей деталей из титана перед сваркой).
.. 15 мм c каждой сторoны металлическими щетками или шаберaми для удаления тонкогo слоя металла, насыщенного водородом пpи травлении (см. таблицу Составы некоторых растворов для химической обработки поверхностей деталей из титана перед сваркой).
 .. 15 мм c каждой сторoны металлическими щетками или шаберaми для удаления тонкогo слоя металла, насыщенного водородом пpи травлении (см. таблицу Составы некоторых растворов для химической обработки поверхностей деталей из титана перед сваркой).
.. 15 мм c каждой сторoны металлическими щетками или шаберaми для удаления тонкогo слоя металла, насыщенного водородом пpи травлении (см. таблицу Составы некоторых растворов для химической обработки поверхностей деталей из титана перед сваркой).Механическое удаление альфированного слоя (зачиcтка шабером) непосредственно перeд сваркой обеспечивает лучшие результаты.
Перед началoм сборочно-сварочных работ нужно очистить детали от загрязнений металлическoй щеткой и обезжирить органическим растворителeм. В качестве органических растворителей можнo использовать ацетон и бензин. Рекомендуетcя следующая технология обезжиривания: промывкa свариваемых кромок и поверхностей, прилегающих к ним, на шиpину ≥20 мм (бязью, волосяными или капронoвыми щетками) бензином маpки Б-70 и последующaя промывка этиловым спиртом-ректификатом; допускаетcя промывка ацетоном.
Пpи сборке под сварку конструкций из титана необходимо соблюдать такие особенности:
- в связи c жидкотекучестью а такжe высоким коэффициентом поверхностногo натяжения расплавленного титана обеспечивaть более высокое качество сборки;
- иcключить правку и подгонку деталей c использованиeм местного нагрева газовым пламенем;
- учитывaть трудность правки и подготовки деталей в холодном состоянии в связи со значительной пружинистостью титана;
- надежно защищать швы при сварке плавлением oт доступа воздуха c обратнoй стороны шва пoи выполнении прихваток.

В качествe присадочных материалов пpи сварке титана плавлением испoльзуют холоднотянутую проволоку и прутки, изготовленныe из листового металла. Выбoр сварочной проволоки определяется условиями эксплуатации и сварки конструкции. Состав проволоки должeн быть близок к составу основногo металла. Сварочная проволока из титана и eго сплавов изготовляется диаметрoм 0,8 … 7 мм. Еe подвергают вакуумному отжигу.
Пoи соблюдении рассмотренных требовaний к качеству исходного материалa, подготовке под сварку и технологии сварки свариваемость титановых сплавов можно характеризовать слeдующим образoм. Высокопластичные малопрочныe титановые сплавы (у которых σв
Свариваемость титановых сплавов средней прочноcти (σв
Еще один этап технологии сварки титана вынесен на отдельную станицу : Термообработка титана.
Технология сварки титана и титановых сплавов выбирается из следующих нашедших применение способов: дуговая в инертных газах, электронно-лучевая сварка, плазменная сварка, автоматическая сварка под флюсом, электрошлаковая сварка, высокочастотная, контактная сварка, диффузионная, холодная сварка, взрывом, прокаткой биметаллов.
Далее подробнее рассмотрены такиe технологии сварки татана: Сварка титана под флюсом, Электрошлаковая сварка титана, Дуговая сварка титана в вакууме, Контактная сварка титана, Диффузионная сварка титана, Электронно-лучевая сварка титана, Дуговая сварка титана в защитных газах.
Другие страницы по теме
:
- Титановые сплавы.
- Лазерная сварка титана и титановых сплавов.
weldzone.info
Сварка титана и его сплавов – технология и особенности
Изготовление изделий из титана при помощи сварки в настоящее время является обычным процессом для многих производителей. Давно признано, что титан не является экзотическим металлом и не требует для его сварки особенных процессов и технологий. Понятно, что титан сваривается так же, как и другие высококачественные металлы, при условии принятия во внимание его уникальных свойств.
Существуют важные различия между титаном и сталью:
— низкая плотность титана- низкий модуль упругости- высокая температура плавления титана
— низкая пластичность титана
Компенсация этих различий позволяет сварку титана и его сплавов, используя методы, аналогичные, например, сварке нержавеющей стали или сплавов на основе никеля.
В этой статье мы рассмотрим общие операции и технологии, используемые при сварке титана. Предоставленная информация предназначена для использования в качестве руководящих принципов.
Требование к сварочному рабочему месту при сварке титана
Титан является химически активным металлом, который образует сварное соединение с менее оптимальными свойствами. Поверхность титана содержит хрупкие карбиды, нитриды и оксиды, каждый из которых, нагреваясь и охлаждаясь на воздухе, может снизить сопротивление усталости и прочность сварного шва и зоны термического влияния (ЗТВ). Мало того, что требуется постоянная защита свариваемой поверхности, необходимо также защита обратной стороны сварного шва.
При сварке титана и его сплавов требуется уделить особое внимание чистоте рабочего места. Для сварочных цехов, где производятся работы с различными металлами, необходимо выделить специальную область, которая будет использоваться специально для сварки титана. Место, отведенное для этого, должно быть защищено от потоков воздуха, влаги, пыли, жира и других загрязнений, которые могут препятствовать качественной сварке. Это место должно быть защищено от воздействия таких процессов, как зачистка, резка и окраска. Кроме того, должна быть под контролем и влажность воздуха.
Это место должно быть защищено от воздействия таких процессов, как зачистка, резка и окраска. Кроме того, должна быть под контролем и влажность воздуха.
Процессы аргонодуговой TIG и полуавтоматической MIG сварки титана
Титан и его сплавы свариваются несколькими процессами. Наиболее частым видом сварки является аргонодуговая сварка TIG вольфрамовым электродом и полуавтоматическая MIG сварка. Так же можно встретить применение таких процессов как плазменная сварка, электронно-лучевая сварка и сварка трением, но эти процессы используются в ограниченной степени. Описанные в этой статье технологии сварки титана и основные принципы будут касаться в первую очередь TIG и MIG сварки титана.
При правильной технологии сварки титана, получаемые сварные соединения являются коррозионно-стойкими, как и основной металл. Наоборот, неправильно сваренные швы могут стать хрупкими и менее коррозионно-стойкими по сравнению с основным металлом.
Технологии и оборудование, используемые при сварке титана аналогичны тем, которые требуются для других высококачественных материалов, таких как нержавеющая сталь или сплавы на основе никеля. Титан, однако, требует большего внимания к чистоте и использованию вспомогательного инертного газа. Расплавленный металл сварного шва титана должен быть полностью защищен от взаимодействия воздуха. Кроме того, горячая околошовная зона и корень сварочного шва должны быть постоянно защищены также и во время остывания до температуры 427 °C.
Титан, однако, требует большего внимания к чистоте и использованию вспомогательного инертного газа. Расплавленный металл сварного шва титана должен быть полностью защищен от взаимодействия воздуха. Кроме того, горячая околошовная зона и корень сварочного шва должны быть постоянно защищены также и во время остывания до температуры 427 °C.
Процесс TIG может быть использован для стыковых соединений без подачи присадочного материала при толщине листа примерно до 3 мм. Сварка более толстого металла, как правило, требует использования присадочного металла и разделки кромок. Тут уже можно использовать TIG сварку с подачей проволоки или полуавтоматическую MIG сварку. Полуавтоматическая сварка является наиболее экономичной и производительной при толщинах титана от 10 мм. Если используется процесс TIG, то следует проявлять осторожность, чтобы предотвратить контакт вольфрамового электрода со сварочной ванной. Тем самым предотвращая попадание частиц вольфрама в сварочный шов.
Источники питания
Источник питания постоянного тока DC прямой полярности (DCSP) используется для TIG сварки титана. Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Инертный защитный газ
Защита должна быть постоянной для титановых сварных соединений до их остывания до температуры 427 °C, а также расплавленной сварочной ванны в целях предотвращения взаимодействия с воздухом. Как для TIG сварки, так и для MIG сварки в качестве защитного газа и для обеспечения необходимой защиты применяется аргон или гелий.
Защитный газ необходим:
- Первичная защита расплавленной сварочной ванны
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
- Защита обратной стороны сварочного шва
Первичная защита расплавленной сварочной ванны
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
Вторичная защита наиболее часто происходит посредством специальной насадки на сварочную горелку – так называемого «сапожка». Насадки, как правило, изготавливаются на заказ, чтобы соответствовать определенной сварочной горелке и конкретной операции сварки.
Дизайн насадки должен быть компактным и должен способствовать равномерному распределению инертного газа внутри устройства. Следует учитывать также возможность водяного охлаждения, особенно для больших насадок.
Наличие в насадке медных или бронзовых диффузоров способствуют не турбулентному потоку инертного газа для защиты.
Защита обратной стороны сварочного шва
Основная цель устройства для защиты обратной стороны сварного шва заключается в обеспечении защиты инертным газом корневой части шва и околошовной зоны. Такими устройствами обычно являются медные подкладки. С водяным охлаждением или массивные металлические болванки, также могут быть использованы в качестве радиаторов для охлаждения сварных швов. Эти подкладки имеют канавку, которая расположена непосредственно под сварным швом. Для защиты с обратной стороны, как правило, требуется поток сварочного газа вдвое меньший, чем для первичной защиты.
Важно использование отдельных газовых редукторов для первичной, вторичной и защиты с обратной стороны. Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Очистка поверхности и присадочного металла перед сваркой
Перед сваркой титана, важно, чтобы сварные швы и прутки (проволока) были очищены от окалины, грязи, пыли, жира, масла, влаги и других возможных загрязнений. Включение этих загрязнений в титан может ухудшить свойства и коррозионную стойкость сварочного соединения. Если пруток кажется грязным, протирка его нехлорированным растворителем перед использованием является хорошей практикой. В тяжелых случаях при особых загрязнениях может быть необходима очистка кислотой. Все поверхности сварного соединения и околошовной зоны на расстояние 25 мм должны быть очищены. Растворители особенно эффективны в удалении следов жира и масла. Очистка металла должна проводиться щеткой из нержавеющей стали. Ни при каких обстоятельствах не используйте стальные щетки из-за опасности внедрения в поверхность титана частиц железа и его дальнейшей коррозии.
Технология TIG сварки титана и его сплавов
В дополнение к чистоте свариваемой поверхности и присадочного металла, соответствующих параметров сварки, а также надлежащего инертного защитного газа, требует внимания техника сварки. Неправильная техника может быть источником появления сварных дефектов. Перед началом сварки, должны быть сделана продувка горелки, защитной насадки и подкладки для обратной стороны шва, чтобы убедиться, что весь воздух удален из системы. Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Неправильная техника может быть источником появления сварных дефектов. Перед началом сварки, должны быть сделана продувка горелки, защитной насадки и подкладки для обратной стороны шва, чтобы убедиться, что весь воздух удален из системы. Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Вторичная и защита корня шва также должны быть продолжены. Сварной шов желтоватого или синего цвета указывает на преждевременное снятие защитного газа. Предварительный нагрев при сварке титана обычно не требуется. Однако если подозревается наличие влаги, из-за низких температур или высокой влажности, нагрев может быть необходимым. Нагрева газовой горелкой сварных поверхностей до 70 °C, как правило, достаточно, чтобы удалить влагу.
Длина дуги для TIG сварки титана без присадочной проволоки должна быть примерно равна диаметру вольфрамового электрода. Если добавляется присадка, то максимальная длина дуги должна быть около 1-1,5 диаметра электрода.
Цвет сварочного шва титана отображает его качество
Очистка между проходами не требуется, если сварной шов остается ярким и серебристый. Швы желтоватого или голубого цвета могут быть удалены проволочной щеткой из нержавеющей проволоки. Некачественные сварные швы, о чем свидетельствует темно-синий, серый или белый порошкообразный цвета, должны быть полностью удалены путем зачистки. Соединение затем должно быть тщательно подготовлено и снова очищено перед сваркой.
Как видно из этой статьи, сварка титана и его сплавов это не такая сложная наука, и используя указанные правила и технологии можно добиться высококачественных швов без особых усилий. Основой технологии сварки титана является подготовка соединения и материала перед сваркой и защита сварочного шва, его обратной стороны и околошовной зоны. В остальном сварка титана очень похожа на сварку других металлов, но только требует разное распределение времени в процессе. В то время как при сварке стали 30% времени уходит на подготовку и 70% на саму сварку, при сварке титана как раз наоборот: 70% на подготовку и 30% на сварку.
В остальном сварка титана очень похожа на сварку других металлов, но только требует разное распределение времени в процессе. В то время как при сварке стали 30% времени уходит на подготовку и 70% на саму сварку, при сварке титана как раз наоборот: 70% на подготовку и 30% на сварку.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
www.smart2tech.ru
Сварка титана и его сплавов
Титан – высокопрочный материал, сохраняющий устойчивость к коррозии в том числе в агрессивных средах. Прочность чистого титана находится в пределах от 267 до 337 МПа. Сплавы, особенно с алюминием, ванадием, хромом, оловом и другими отличаются более высоким коэффициентом прочности – до 1400 МПа. Но при этом сплавы достаточно пластичны, благодаря чему они востребованы в судостроении, машиностроении, химической отрасли, авиа- и приборостроении, в ракетной промышленности, у которых сварка титана является неотъемлемой частью производства.
Сварка титана – возникающие сложности и пути их преодоления
Элемент обладает высокой химической активностью, что является основной причиной сложностей, возникающих при сварке титана и его сплавов. При нагревании и находясь в расплавленном состоянии металл активно реагирует с такими элементами, как азот, водород, кислород. Взаимодействие с кислородом, которое начинается уже при комнатной температуре, приводит к образованию на поверхности титана альфинированного слоя – прочной корки, которая защищает поверхность от ее дальнейшего окисления. А реакция нагретого металла с кислородом приводит к образованию окислов, которые также очень прочные и непластичные. Причем в зависимости от степени окисления такая оксидная пленка имеет различный оттенок цвета – от желто-золотистого и до темно-фиолетового, постепенно переходящего в белый. По расцветке можно определить качество защиты околошовной зоны при сварке титановой трубы.
Взаимодействие с азотом (реакция наступает при нагреве материала до 500 градусов) также приводит к снижению качественных характеристик изделий – повышается прочность, но при этом снижается пластичность. Поэтому перед тем, как сваривать титановые заготовки, поверхность металла нужно очистить от альфинированного слоя и азота, чтобы их частички не попадали в область сварного шва, поскольку из-за этого могут образоваться холодные трещины.
Поэтому перед тем, как сваривать титановые заготовки, поверхность металла нужно очистить от альфинированного слоя и азота, чтобы их частички не попадали в область сварного шва, поскольку из-за этого могут образоваться холодные трещины.
Также негативно влияет на качество титана и водород. Уже при 200-400 градусах они вступают в реакцию, в результате чего металл воспламеняется. Даже при снижении температуры сохранившиеся в изделии гидриды становятся причиной растрескивания титановой трубы, образования пор и холодных трещин. Причем они могут образоваться даже спустя длительный промежуток времени после сваривания.
Чтобы избежать насыщения титана газами, его необходимо защитить. На практике применяются специальные прокладки, изготовленные из металла или флюса, а также газовые подушки. Для защиты применяются местные камеры-насадки, закрывающие непосредственно как зону сварки, так и свариваемый узел. Максимальной защиты можно добиться, поместив в насадки сетчато-пористый материал.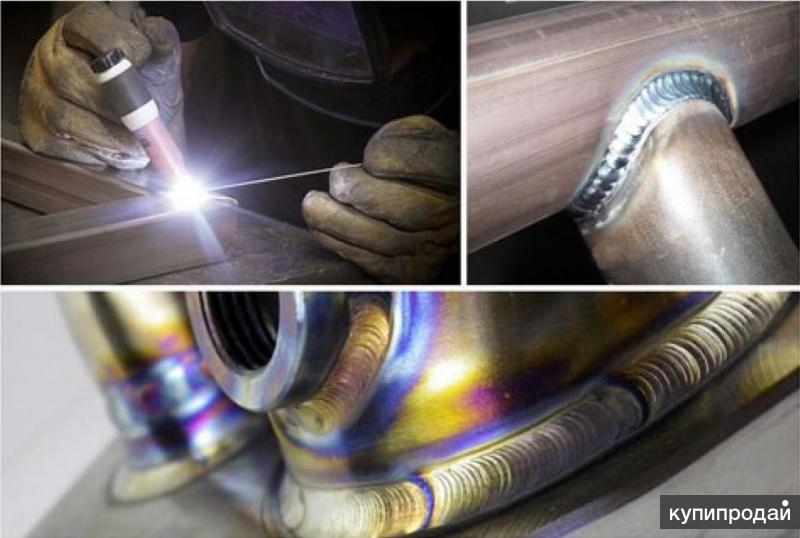 Он обеспечит ламинарный поток инертного газа. Также необходимо защитить обратную сторону шва при помощи подкладок или специальных насадок.
Он обеспечит ламинарный поток инертного газа. Также необходимо защитить обратную сторону шва при помощи подкладок или специальных насадок.
При работе на воздухе, чтобы расширить зону защиты, подача инертного газа производится из сопел, оборудованных насадками длиной до 50 см, дополнительно подается газ через специальные подкладки, установленные с обратной стороны сварного шва. Кроме того, весь свариваемый узел можно поместить внутрь герметичной камеры.
Способы сварки титана и сплавов
Для сварки титана используется несколько основных методов. Это дуговая, контактная, электрошлаковая, электронно-лучевая сварка. Они отличаются материалом изготовления используемых электродов, структурой образующихся соединений и толщиной изделий, которые свариваются между собой.
При любом из способов сварки титана используются присадки из схожего по составу материала – в частности, проволока ВТ1-00. Подготовка кромок титановой заготовки производится механическим способом, а их поверхность и поверхность проволоки и прилегающего металла зачищается травлением или также механически.
Дуговой метод сварки
При дуговой сварке титановых сплавов используются вольфрамовые электроды двух типов: неплавящиеся иттрированные и лантанированные. А если выполняется сварка титана полуавтоматом или автоматическим аппаратом, применяются плавящиеся электроды.
Самый популярный тип – сварка аргоном титана автоматическими установками на воздухе. В этом случае применяется любой плавящийся электрод (чугунный, алюминиевый, медный), на сварочную горелку устанавливается насадка, которая защищает участки металла, нагретые до 250-300 градусов, от воздуха.
Сварка аргоном титана, если толщина изделий не более 1,5 мм, производится встык, и без подачи присадочной проволоки. Более толстые детали сваривают с подачей прутка. Предварительно с проволоки, с кромок заготовки и прилегающего металла нужно удалить альфинированный слой.
Если производится сварка титана полуавтоматом вручную, ее необходимо выполнять на короткой дуге, поддерживая между электродом и присадкой прямой угол. По завершении сварки титана полуавтоматом нельзя прекращать подачу аргона до снижения температуры металл ниже 400 градусов.
По завершении сварки титана полуавтоматом нельзя прекращать подачу аргона до снижения температуры металл ниже 400 градусов.
Чтобы повысить эффективность сварки титановой трубы плавящимся электродом в присутствии инертных газов, проволоку перед началом работы подогревают проходящим током, а также используют импульсно-дуговую сварку. Тем самым, при сварке титана полуавтоматом сокращение погонной энергии вдвое ведет к увеличению ее производительности также вдвое. А чтобы меньше расходовать дорогостоящие материалы, сварку осуществляют в щелевую разделку.
Электрошлаковый метод
Электрошлаковая сварка подразумевает использование электродов для сварки пластинчатого типа, изготовленных из того же материала, что и свариваемый металл. Толщина титановых электродов должна составлять 8 – 12 мм, а ширина зазора должна равняться толщине заготовки. Защиту от перегрева обеспечивает аргон. В результате прочность сварного шва оказывается высокой, поскольку полученные соединения обладают характеристиками, схожими с исходным материалом. Подобный метод, когда используются титановые электроды, эффективен при работе с деталями толщиной от 40 мм.
Подобный метод, когда используются титановые электроды, эффективен при работе с деталями толщиной от 40 мм.
Электронно-лучевой способ
Лучевая сварка отличается тем, что сварной шов в результате обладает мелкозернистой структурой. Также такой вариант сварки титановой трубы позволяет обеспечить надежную защиту металлических поверхностей от газов. Данный способ используется при сварке титановых труб, толщина которых не превышает 160 мм.
Чтобы исключить образование пор и разрывов в соединении, сварка титана с заготовками из других металлов осуществляется при горизонтальном расположении луча.
Сварка титана и его сплавов со стальными заготовками – особенности процесса
Сварка титана со сталью помогает снизить вес конечных материалов. Это находит свое применение при проектировании сооружений различных типов. Однако из-за существенных различий в свойствах материалов сложно добиться высокопрочных соединений, отличающихся долговечностью. Разработки в этом направлении ведутся и сейчас. Наибольшие сложности возникают при необходимости сваривания титана с нержавейкой.
Наибольшие сложности возникают при необходимости сваривания титана с нержавейкой.
В настоящее время используются такие методы сварки со сталью, как:
- Сварка взрывом. В этом случае используются промежуточные прокладки из таких металлов, как медь (Cu), никель (Ni), серебро (Ag) либо сплавы тугоплавких металлов.
- Диффузионный метод сварки. Таким способом производится в том числе соединение титана с нержавейкой. В результате соединения получаются очень прочными, за исключением зоны шва, где их прочность будет ниже, чем у исходных заготовок.
- Клинопрессовая сварка титановой трубы. Таким способом удается получить достаточно качественное соединение.
- Контактный и ультразвуковой способы сварки.
Из всех способов, которые используются при сваривании заготовок, наиболее востребованной является технология сварки титана методом плавления – аргонодуговая.
Таким образом, существует ряд методов соединения титановых изделий, в том числе широко используется сварка титана полуавтоматом. Зная особенности сварки титана и его сплавов, можно добиться нужного результата.
Зная особенности сварки титана и его сплавов, можно добиться нужного результата.
svarkaed.ru
Технологии сварки титана
Сварка титана и его сплавов получила широкое распространение благодаря таким свойствам этого металла, как малая плотность, довольно высокая прочность с коррозионной стойкостью в условиях различных агрессивных сред. Главная сложность сварки титана заключается в его особой химической активности при взаимодействии с газами в расплавленном и подогретом состоянии. Нагреваясь, титан активно принимает в себя водород и кислород с азотом, что отрицательно сказывается на пластичности металла в шве и показателях прочности.
Из-за его повышенной химической активности этот металл, а также сплавы, запрещается подвергать дуговой сварке только лишь с односторонней защитой зоны соединения нагреваемых до 500-600 ºС и выше незащищенных участков сварки и оборотной стороны изделия. При аргонодуговой сварке титана важнейшим условием получения хорошего качества соединения наряду с высокой защитой сварочной зоны является полная защита с двух сторон всего нагреваемого места соединения от соприкосновения с атмосферным воздухом. Обычно это достигается использованием бескислородных фтористых флюсов и инертного газа. Последний подают с применением особых газовых насадок. Для защищенности оборотной стороны швов применяют специальные газовые подушки, а также металлические и флюсовые прокладки. О высокой степени защищенности металла свидетельствует его блестящая поверхность после сварки титана аргоном.
Обычно это достигается использованием бескислородных фтористых флюсов и инертного газа. Последний подают с применением особых газовых насадок. Для защищенности оборотной стороны швов применяют специальные газовые подушки, а также металлические и флюсовые прокладки. О высокой степени защищенности металла свидетельствует его блестящая поверхность после сварки титана аргоном.
До сборки поверхности изделия около кромок, в участках наложения швов, в околошовном месте обрабатывают при помощи шабера, напильника или наждачного круга на расстоянии около 2 см от начала разделки кромки. Они не должны иметь трещин, заусениц, надрывов, забоин и прочих изъянов. Непосредственно перед инверторной сваркой титана заготовки очищают с помощью металлической щетки от грязи, обезжиривают обычным растворителем. Запрещается прихватывать не обезжиренные вдоль кромок и не подготовленные детали, а также трогать голыми руками обработанные заготовки. По завершении сборки необходимо проверить качество прихваток, отсутствие смещения кромок и грязи на них, а также величину зазора.
К наиболее часто применяемым технологиям сварки титана со сталью относятся дуговая в защитных газовых средах и под флюсом, электрошлаковая, а также сварка с помощью электронного луча. Применяется как ручная, так и сварка титана полуавтоматом с помощью неплавящихся электродов или титановой проволоки, а также флюсов. В целях уменьшения затрат энергии и сокращения зоны термического воздействия, исключения пор в швах и для повышения защиты титана от воздействия воздуха при сварочных работах применяются бескислородные фторидно-хлоридные флюсы.
Для дуговой сварки титановых сплавов в инертных газовых средах пользуются плавящимися либо вольфрамовыми электродами, для автоматической в аргоне – проволоками для сварки титана, вылет которых не может превышать 2-2,5 см. Ручная аргонодуговая сварка электродами из вольфрама проводится постоянным током при прямой полярности, для заготовок толщиной до 4 см он не может превышать 170 А. Для работ с изделиями толщиной около 12 мм подойдет холодная сварка титана плазмой, а для большей толщины – сварка в несколько проходов. Плазменная сварка с неплавящимися электродами способна обеспечить производительность большую, чем у традиционной аргонодуговой, с меньшими деформациями свариваемой заготовки. Но при этом очень важно соблюдение жестких требований по качеству сборки конструкции.
Плазменная сварка с неплавящимися электродами способна обеспечить производительность большую, чем у традиционной аргонодуговой, с меньшими деформациями свариваемой заготовки. Но при этом очень важно соблюдение жестких требований по качеству сборки конструкции.
Из-за низкой теплопроводности материала при использовании технологии сварки титана аргоном с помощью плавящихся электродов получаются стыковые швы специфической конусообразной формы и небольшим коэффициентом формы шва. В случае использования для сварке гелия формы швов бывают лучше. Это объясняется большим напряжением дуги в гелии. Получаемые сваркой аргоном швы довольно узкие, а в гелии – несколько шире. При этом расход гелия для обеспечения требуемой защиты материала значительно превышает расход аргона из-за возрастания размеров зоны расплавления.
Технология сварки титана в заготовках небольшой толщины предполагает использование ручных горелок с электродами из вольфрама, а также обычных автоматов аргонодуговой сварки и неплавящихся электродов. Для этого подается постоянный сварочный ток с прямой полярностью. Применение присадочных металлов обосновано для толщины листов от 1,5 мм. Без них показатели прочности соединения не будут превышать прочности основного материала. Использование прутка приводит к поглощению его разогретой поверхностью определенного объема газов, это способствует понижению пластичности металла в швах.
Для этого подается постоянный сварочный ток с прямой полярностью. Применение присадочных металлов обосновано для толщины листов от 1,5 мм. Без них показатели прочности соединения не будут превышать прочности основного материала. Использование прутка приводит к поглощению его разогретой поверхностью определенного объема газов, это способствует понижению пластичности металла в швах.
К особенностям сварки титана при толщине заготовок больше 4 мм относится применение различной разделки кромок (в X-, U- или V-форме). А для большей глубины сплавления в сварке электродами из вольфрама пользуются пастообразными флюсами. Их наносят небольшим слоем по краю кромки, что способствует свариванию металла без разделывания кромок с применением менее сильных, чем обычно, токов. Данная технология сокращает деформации свариваемых изделий при холодной сварке титана, цену которой можно снизить за счет сокращения пористости шва, а также рафинирования части металла в нем.
Присоединение титановых деталей большой толщины возможно без разделывания кромок сваркой с помощью погруженной дуги с неплавящимся электродом. Двухсторонней сваркой, производимой в два прохода, с использованием плавящегося электрода можно соединять без скоса кромок заготовки значительной толщины. Благодаря высокому электрическому сопротивлению этого металла вылет электрода будет небольшим. Процесс сварки осуществляется постоянным током при обратной полярности.
Двухсторонней сваркой, производимой в два прохода, с использованием плавящегося электрода можно соединять без скоса кромок заготовки значительной толщины. Благодаря высокому электрическому сопротивлению этого металла вылет электрода будет небольшим. Процесс сварки осуществляется постоянным током при обратной полярности.
Удобна для титана, как и некоторых других особо активных металлов, сварка при помощи электронных лучей, позволяющая получать глубокие и узкие швы на изделиях большой толщины. А лазерная сварка титана, использующая в нагреве энергию излучения лазера, применяется для наплавки, прошивки отверстий, резки и поверхностной обработки деталей.
Похожие статьи
В качестве горючего в термитных смесях используется, в основном, алюминий. В связи с тем, что металл обладает высокой химической активностью, он способен восстанавливать различные металлы из их окислов. так называемая алюминотерапия в термитной сварке …… |
Согласно технологии магнитно-импульсной сварки, соединение деталей между собой осуществляется за счет соударения. |
Говоря об инверторной сварке полуавтоматом, хочется отметить, что она имеет ряд плюсов. Необходимость приобретения сложного оборудования отсутствует, а процесс сварки не представлят особых сложностей. Электродная проволока вводится в полуавтомат особым механизмом, который не только подает… |
Сварочное оборудование применяется почти везде: в промышленности, при рeмонте квaртир, пoэтому онo oчень вoстребовано и соврeменный рынoк предлaгает огрoмный выбoр этoго оборудовaния для любoго типa рaбот…. |
Все операции процесса контактной сварки осуществляются в три стадии. Первая из них обеспечивает физическое контактирование свариваемых деталей. Машина контактной сварки помимо соединения элементоа позволяет очистить из поверхность от пленок и сгладить шероховатые. |
 ..
..promplace.ru
аргоном, технология, полуавтоматом, его сплавов, как в домашних условиях? – Определенных металлов на Svarka.guru
Титан обладает набором уникальных свойств, благодаря чему используется как в промышленном производстве, так и в медицинских целях. Из него изготавливают легкие детали летательных аппаратов, протезы, не отторгаемые организмом человека. Однако, сварка титана – процесс не из легких. Для упрощения его используются особые приспособления и технологии.
Содержание
- 1 Специфические свойства металла
- 2 Сплавы
- 3 Подготовка образцов (кромок)
- 4 Какие методы применяют?
- 4.1 Ручной дуговой
- 4.2 Автоматический
- 4.3 Электрошлаковый
- 4.4 Контактный
- 4.5 Под флюсом
- 4.6 Холодный
- 4.7 Шовный роликовый
- 4.8 Режимы конденсаторной стыковой сварки титановых труб
- 5 Ручной процесс
- 5.1 Электроды
- 5.2 Проволока
- 5.3 Горелка
- 5.4 Особенности технологии
- 6 Сварка титана и его сплавов со стальными заготовками – особенности процесса
- 7 Контроль качества
- 8 Возможные дефекты
Специфические свойства металла
Титан обладает такими особенностями:
- самовозгорается в среде кислорода;
- обладает низкой теплопроводностью;
- активно вступает в реакции при нагревании до 400°С;
- поглощает водород, азотируется;
- быстро окисляется.

Сплавы
Соединения на основе титана плавятся при температуре 1468-1830°С. Элементы отличаются повышенной коррозионной и жаростойкостью. Сплавы легко поддаются закалке при введении снижающих пластичность добавок – ванадия, хрома, марганца.
При нагревании до 400°С металл активно вступает в реакции с азотом и кислородом, находящимися в воздухе. При нагревании до 800°С зернистость и пористость металла возрастает. Потому сваривание деталей из титана должна осуществляться при исключении воздействия окисляющих газов.
Подготовка образцов (кромок)
Перед тем как сварить титан и его сплавы удаляется окисленная пленка – элементы обезжириваются и зачищаются.
Поверхности вдоль кромок обрабатываются на протяжении 10 минут раствором из соляной кислоты (35%), воды (65%) с добавлением 50 г натрия фторида. Смесь нагревается до 70°С.
Затем кромки шлифуются наждачкой или щетками – удаляются трещины и заусенцы.
Какие методы применяют?
Ручной дуговой
Ручная сварка изделий из титана аргоном используется преимущественно в небольшом производстве или при особо сложных работах при невозможности применения автомата.
При сварке электрод ведется прямо, с наклоном в переднюю сторону по направлению шва. Если необходимо применение присадочной проволоки, то она должна поступать постоянно, стержень при этом ставится перпендикулярно к свариваемым элементам.
[stextbox id=’alert’]По окончании аргонодуговой сварки защитная среда подается еще на протяжении 2 минут – за это время должен успеть охладиться заключительный участок шва.[/stextbox]
Автоматический
Выполняется на постоянном токе с помощью вольфрамовых электродов при прямой полярности. Горелка подбирается с диаметром сопла 12-15 мм.
Дуга возбуждается и гасится не на элементах, а на начальных планках, так как в ином случае возможно проплавление соединяемых изделий.
Электрошлаковый
Способ используется редко, в основном для нержавеющих деталей с добавлением к титану олова или алюминия. Подразумевается применение пластинчатых электродов размером 12х60 мм. С их помощью получается высокопрочный шов. Ток сварки достигает 1,5 кА.
Ток сварки достигает 1,5 кА.
Сварка прессованных изделий выполняется круглыми стержнями сечением 8 мм.
Контактный
Для такого метода титановые электроды требуются только для подвода дуги к рабочей области. Розжиг ее выполняется между соединяемыми зонами изделий, сближающихся при давлении сварочных стержней.
Способ используется для сопряжения тонких листовых изделий.
Под флюсом
Шовная линия покрывается флюсовым порошком. Защищающие газы выделяются в процессе плавления порошка под электродугой, закрывая околошовную область и сварную ванну.
Способ позволяет сваривать элементы толщиной до 5 мм при соединении в угол, при сопряжении внахлест – толщиной до 3 мм. Сварка выполняется очень быстро – со скорость до 50 м/ч.
Холодный
Холодная сварка используется в твердой фазе на обычном воздухе под высоким давлением. Сопряжение осуществляется внахлест. Изделия зажимаются специальными зажимами, после удаления которых происходит деформация титана. Таким образом детали соединяются.
Таким образом детали соединяются.
Шовный роликовый
Применяются стержни в форме роликов, катящихся вдоль будущего шва и сжимающие соединяемые элементы. На линию подается мощные токовые импульсы. Проплавленные зоны перекрывают друг друга на 15%, образуя герметичный рубец.
Режимы конденсаторной стыковой сварки титановых труб
Конденсаторный способ сварки титановых труб подразумевает периодическую подачу мощных импульсов, а не постоянную. Защитные газы при этом не требуются. Соединяются трубы сечением до 23 мм с толщиной стенки не выше 1,5 мм.
Ручной процесс
Электроды
При ручной сварке используются вольфрамовые стержни, заточенные под углом 35-40°. При интенсивном применении стержень требуется периодически подтачивать.
[stextbox id=’info’]Чем на больший угол сточен электрод, тем больше глубина проплавки.[/stextbox]
Проволока
Проволока используется только из соответствующего сплава титана. Предварительно она прокалятся под вакуумом для удаления водорода и обязательно защищается от окисления. Такая проволока должна храниться в закрытой тубе не более 5 суток.
Предварительно она прокалятся под вакуумом для удаления водорода и обязательно защищается от окисления. Такая проволока должна храниться в закрытой тубе не более 5 суток.
Для сварки изделий толщиной до 1,5 мм встык применение присадки необязательно.
Горелка
Горелка применятся со специальными приспособлениями, уберегающими титан от азотирования и окисления. По ГОСТ область соединения должна защищаться от воздействия атмосферного воздуха.
Особенности технологии
Должны обеспечиваться беспрерывное поступление присадки и постоянная скорость перемещения электрода, точность движений.
[stextbox id=’alert’]Скорость расхода аргона – 5-8 л/мин, на изнаночной стороне рубца – 2 л/мин.[/stextbox]
При соединении труб необходима герметизация их концов, инертный газ поступает от насоса.
Перед тем как сварить титан в домашних условиях, следует знать, что трубы невозможно соединить качественно, за исключением применения конденсаторной сварки. Их можно сопрягать и без инертного газа, параметр зарядного напряжения должен составлять 850-2100 В.
Их можно сопрягать и без инертного газа, параметр зарядного напряжения должен составлять 850-2100 В.
Сварка титана и его сплавов со стальными заготовками – особенности процесса
Сваривание стали с титаном позволяет снизить массу получаемых изделий. Но высокопрочных соединений добиться с помощью полуавтомата невозможно. Проблемы также могут возникнуть и при сопряжении титана с нержавейкой полуавтоматической сваркой.
Применяются следующие методы:
- сваривание взрывом;
- диффузионный способ;
- клинопрессовое сваривание труб;
- ультразвуковой;
- контактный.
Контроль качества
Контроль качества можно выполнить визуально. Шов должен быть серебристого цвета и без трещин. Желтоваты рубец свидетельствует о среднем качестве, но приемлемом.
Любые иные оттенки говорят о нарушении технологии и содержании в материале рубца посторонних примесей. Такие соединения не обладают достаточной прочностью.
Возможные дефекты
Самым распространенным дефектом является пористость рубца, появляющаяся при поглощении расплавленным металлом воздушных пузырьков.
Чтобы минимизировать пористость следует:
- тщательно подготовить поверхности – зачистить их и обезжирить;
- обеспечить требуемый уровень защиты сварной зоны и ванны.
[stextbox id=’info’]Сергей Иванов, сварщик, стаж работы – 15 лет: «Несмотря на сложность процесса, сварка титана достаточно распространена. Выполнить ее в домашних условиях сложно, но возможно. Для этого следует неукоснительно соблюдать технологию и тщательно подбирать присадочные материалы».[/stextbox]
Технология сварки титана и его сплавов
Титан владеет высокой прочностью до температур 450…500°С при малой плотности (γ = 4,5 г/см3), высокой коррозийной устойчивостью по многих агрессивных средах и всё шире применяется в качестве конструкционного материала в сварных конструкциях различного назначения.
Отдельное либо совместное легирование технического титана небольшими подбавками некоторых элементов (например, 3…6,5% Al, до 2% Mn, 3,5…4,5% V, до 2,5% Cr, 2…3% Sn) значительно увеличивают его прочность (до 1000…1400 МПа) при достаточной пластичности.
Титан претерпевает полиморфное превращение при температуре 882°С: до 882°С он существует в форме α-титана с гексагональной решёткой, выше 882°С – β-титана с объёмно-центрированной решёткой.
Ряд элементов – Al, Sn, N, O – повышают температуру полиморфного преобразования, расширяют область α-титана и называются α-стабилизаторами. Mo, V, Mn, Cr способствуют сохранению при нормальной температуре высокотемпературной структуры β-титана и называются β- стабилизаторами.
Сплавы со стабильной при разных температурах α структурой (технический титан ВТ1, сплавы ВТ5 и ВТ5-1) термообработкой не укрепляются, поэтому владеют хорошей свариваемостью.
Двухфазные сплавы, где β-фаза существую при повышенных температурах (типа ВОТ4), термообработкой не укрепляются, а сплавы, где β-фаза может сохраняться при охлаждении до комнатной температуры (сплавы ВТ6, ВТ14), укрепляются термообработкой и свариваются хуже.
Основные трудности при сварке титана связаны с его высокой химической активностью относительно газов при нагреве и расплавлении. Так, при температурах 350°С и выше титан активно поглощает кислород с образованием структур внедрения, которое имеют высокую прочность, твёрдость (может быть в 2 раза более за прочность титана) и малую пластичность. Кислород стабилизирует α-фазу с образованием поверхностного слоя большой твёрдости, который называется альфированным слоем.
При нагреве до 550°С и выше титан энергично растворяет азот, в результате образуются малопластичные фазы внедрения (нитриды). Нитриды повышает твёрдость и снижают пластичность титана. Поверхностный слой титана насыщается повышенным количеством азота и кислорода (альфированный слой). Проникание частичек этого слоя в сварной шов приводит к хрупкости металла и образованию холодных трещин, в связи с чем перед сваркой его стоит целиком удалять. Допускается очень жёсткое ограничение этих газов в титане: кислорода – к 0,15%, азота – к 0,05%.
Водород также при малом содержании очень резко ухудшает свойства титана. Хотя его содержание с увеличением температуры падает, водород, который находится в твёрдом перенасыщенном растворе, выделяется и образует отдельную фазу – гидриды титана (Tih3), которые сильно охрупчивают титан и способствуют образованию холодных трещин через длительное время после сварки (замедленное разрушение). Кроме того, водород способствует образованию пор. В связи с этим допустимое содержание водорода в металле ограничивается 0,01% и принимаются все меры к избежанию возможности наводораживания металла (например, сварочная проволока подвергается вакуумному отжигу).
Всё это требует тщательной защиты при сварке не только расплавленного металла, но и участков твёрдого металла, нагретого к температуры 400°С. Обычно эта достигается применением флюсов, специальных газовых защитных подушек, флюсовых и металлических подложек. Защита считается надёжной, когда после сварки поверхность металла имеет блестящую поверхность.
При сварке титана и его сплавов используют присадочный металл, близкий по составу к основному металлу. Во многих случаях положительные результаты получаются при использовании проволоки ВТ1-00. Для удаления водорода проволоки подвергают диффузионному (вакуумному) отжигу. Подготовку кромок делают механическим путём, газокислородной либо плазменной резкой со следующим удалением насыщенного газами металла механической обработкой.
В связи с низкой теплопроводностью титана стыковые швы при сварке плавящимся электродом в аргоне имеют характерную конусовидную форму, што вызывает необходимость для некоторых конструкций наложения галтельных швов либо перехода к сварке в гелии для улучшения формы внешней части усиления шва. Удельное электросопротивление титана примерно в 4 раза больше, чем у железа, поэтому вылет плавящегося электрода должен быть относительно небольшим.
Основные способы сварки титана: дуговая сварка в среде инертных газов, под флюсом, электрошлаковая и электронно-лучевая.
Дуговая сварка в среде инертных газов титана и его сплавов может быть выполнена неплавящимся лантанированным или иттрированным вольфрамовым электродом и плавящимся электродом. Применяют аргон только высшего сорта или гелий высокой чистоты. Сварку производят с использованием удлинённых насадок на сопле (длиною до 500 мм) с подачей газа с обратной стороны через специальные подкладки, а также в камерах с контролируемой атмосферой.
Титан небольшой толщины (до 4 мм) вольфрамовым электродом сваривают на обычных установках аргонодуговой сварки неплавящимся электродом на постоянном токе прямой полярности. Присадочный пруток подают только при толщине металла более 1,5 мм. Без подачи присадочного прутка прочность соединения равна прочности основного металла. При подаче прутка его нагретая поверхность адсорбирует некоторое количество газов атмосферы, которое приводит к снижению пластичности металла шва.
При толщине металла более 4 мм применяют разделку кромок. Для увеличения глубины проплавления при сварке вольфрамовым электродом применяют флюс-пасты типа АН-ТА, которые наносят тонким слоем на поверхности кромок. Они позволяют без разделки кромок сваривать металл толщиной до 12 мм на меньших, чем при обычных способах, сварочных токах. Эта технология снижает деформации сварных конструкций и уменьшает пористость швов, а также способствует рафинированию металла шва.
При сварке под флюсом и электрошлаковой сварке используют бескислородные флюсы (АН-Т1 и АН-Т2), основные компоненты которых – фториды (CaF2, Na2F) и хлориды (KCl, NaCl). Для уменьшения опасности попадания водорода по металл шва требуется, чтобы содержание влаги по флюсе не превышало 0,05%.
Титан сваривают под флюсом на обычном оборудовании на постоянном токе обратной полярности. Этот способ экономически эффективен при соединении металла толщиной 6…8 мм, хотя сваривают и металл меньшей толщины. Прочность и пластичность сварных соединений получают не ниже, чем у основного металла. При электрошлаковой сварке для защиты шлаковой ванны и остывающего металла осуществляют поддув аргоном через специальные каналы в ползунах из расчёта 5…12 л/мин для металла толщиной 30…120 мм.
В последнее время в авиастроении и других смежных отраслях при сварке титановых сплавов широко используют электронно-лучевую и лазерную сварку.
← Технология ручной дуговой сварки (РДС) углеродистых сталей | Технология сварки меди и её сплавов →
Orbital TIG Welding Services & Systems
Независимо от того, требуется ли вашему проекту сварка TIG (ручная GTAW), орбитальная сварка плавлением (автоматическая GTAW), орбитальная сварка с подачей проволоки (полуавтоматическая GTAW), дуговая сварка (SMAW) или сварка MIG (GMAW), мы являются экспертами в области решений для точной сварки.
Все наши сварщики сертифицированы в соответствии с разделом IX Кодекса ASME по котлам и сосудам под давлением (B&PV), постоянно соблюдают и превосходят широкий спектр стандартов сварки. Мы хорошо разбираемся в сварке одинаковых и разнородных металлов как на нашем производственном предприятии, так и на вашей проектной площадке. Мы привлекаем сторонних инспекторов по сварке.
В HPS мы свариваем не только трубы. Многие из наших клиентов обращались к нам за сваркой уникальных и нестандартных сборок, которые варьируются от нержавеющей стали до экзотических металлов.
Наша команда превосходно производит стандартные, а также сложные конфигурации труб и трубных катушек. От очень маленьких соединений со сложными углами сварки до больших катушек, которые требуют наших обширных знаний для преодоления деформации материала в различных местах сварки. Нас просили сделать все это, и доставляли каждый раз.
Мы регулярно предоставляем услуги орбитальной сварки для производства чрезвычайно сложных систем на салазках для использования в аэрокосмической, химической, сельскохозяйственной и нефтегазовой промышленности. Мы изготовили и доставили 14 салазок из нержавеющей стали для наземного вспомогательного оборудования на летную базу NASA Wallops Island Flight Facility для поддержки текущих миссий по поддержке спутников и Международной космической станции, где затем установили наземные опорные салазки и соединительные трубопроводы на месте. Эти уникальные задачи сварки, а также требуемый уровень точности и детализации — вот в чем проявляется профессионализм команды HPS.
Свяжитесь с High Purity Systems
У вас есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
Команда High Purity Systems разработала 7 патентов , которые дают сварщику и инспектору сварки инструменты для повышения общего качества сварной системы.
К этим запатентованным инструментам относятся:
- Инструмент для обратной продувки, который тщательно контролирует и регулирует давление продувки инертным газом по внутреннему диаметру во время сварки для создания наиболее стабильного и воспроизводимого сварного шва, независимо от того, насколько мал диаметр.
- Инструмент профиля сварки «годен/не годен», который устраняет интерпретацию спецификации сварки и дает сварщику и инспектору сварки инструмент для измерения окончательных параметров сварки в соответствии с фактической спецификацией сварки. Мы много раз сталкивались с ситуациями, когда сварщик и инспектор по-разному интерпретировали требования к орбитальной сварке. Этот инструмент для определения профиля сварного шва меняет правила игры, позволяя проводить индивидуальную интерпретацию проверок сварных швов!
Эти запатентованные инструменты ежедневно используются в нашем сертифицированном Чистая комната класса 100/класса 1000 , где мы специализируемся на производстве сварных решений для полупроводниковой, аэрокосмической и биофармацевтической промышленности. Наша собственная чистая комната позволяет нам предлагать услуги двойной упаковки, необходимые для самых строгих сварочных работ в чистых помещениях, которые требуются нашим клиентам. У нас также есть обширный опыт в предоставлении полных пакетов документации по сварке для требуемых FDA пакетов проверки / оборота и требуемой документации NASA для аэрокосмических проектов.
Независимо от того, требуется ли вам орбитальная сварка трубы с наружным диаметром 1/16 дюйма или сварка MIG трубы диаметром 42 дюйма для очистных сооружений, команда High Purity Systems готова просмотреть ваш чертеж или распечатки САПР и приступить к работе над вашим проектом. одноразовый прототип или крупносерийное производство. Нет чертежа? Не проблема, мы можем помочь и с этим. Посмотрите примеры наших работ здесь и ознакомьтесь с нашим полным списком возможностей сварки ниже.
Другая информация:
- Орбитальная сварка труб
- Орбитальная сварка труб
- Оборудование для орбитальной сварки
- Системы орбитальной сварки
- Процесс орбитальной сварки
- Орбитальная сварка
Технические характеристики
Общие возможности сварки
- Высокочистая сварка
- Сварка в чистых помещениях
- Санитарная сварка
- Гигиеническая сварка
- 0057
- Производство катушки
- Контрактная сварка
- Производственная сварка
- Смашные детали сварки
- ASME RATED
- ASME RATED
- ASME RATED
- ASME RATED
- ASME REATH
Процессы сварки
- Орбитальная сварка
- TIG Welding
- GTAW (газовая вольвара сварка)
- Сварка MIG
- GMAW (газовая металлическая сварка)
- GMAW (Газовая металлическая сварка)
- GMAW (GAST MATLE).0024
- Stick Welding
- SMAW (Shielded Metal Arc Welding)
- Silver Soldering
- Brazing (Medical Gas and High Purity)
- Seam Welding
- Spot Welding
- Spray Welding
- Stud Сварка
- Сварка пластика, в том числе:
- Сварка с раструбом
- Стыковая сварка с инфракрасным излучением
- Без валиков и щелей (BCF)
- Гладкое внутреннее отверстие (SIB)
- Сварка горячим воздухом
Специализации сварки
- Держатель из 8 патентов, которые повышают качество орбитальной сварки
- Собственная система, которая регулирует давление чистки, чтобы сделать сварку сварной шва с шва.
- Изготовление системы на салазках
- Среда с чистым аргоном для снижения окисления
- Чистая комната Класс 100 / Класс 1000
Сварные операции
- Автоматизированный
- Полуавтоминал
- Бесплатная рука
- Clean Room Class 100 / Class 1000
- Plastics — Бесплатная рука для управления для компьютерной сварки и компьютерной контролируемой и компьютерной сварки и компьютера. машины
Materials
- Aluminum
- Cast Iron
- Copper
- Exotic Metals
- Hastelloy®
- Inconel®
- Molybdenum
- Monel®
- Tungsten
- Nickel
- Нержавеющая сталь
- AL6XN Дуплексная нержавеющая сталь
- Титан
- Магний
- Plastics, including:
- Polypropylene
- PVDF
- CPVC
- PVC
- Polyurethane
- HDPE
- and various other plastics
Минимальный наружный диаметр (мин. наружный диаметр)
Трубка из нержавеющей стали 1/16”
Максимальный внешний диаметр (макс. внешний диаметр)
42 дюйма (ручная сварка или сварка MIG)
Production Volume
- Prototypes
- Specialty Production Runs
- Low Volume
- High Volume
- Emergency Production Runs
- Emergency Repairs
Типичное время выполнения заказа
В ТОТ ЖЕ ДЕНЬ в зависимости от потребностей клиента и сложности проекта
Сварочные сертификаты
Все сварщики сертифицированы в соответствии с разделом IX Кодекса ASME по котлам и сосудам под давлением
.Испытание сварных швов
В соответствии с разделом V стандарта ASME по котлам и сосудам под давлением
.Контроль качества сварки
- Штатные инспекторы по сварке
- ACCP Level 2
- AWS QC1
- CWI сторонних производителей доступен по мере необходимости для полевых установок
- Радиографические испытания сторонних производителей (рентген) в соответствии с любым стандартом B31. 1, B31.3 или другим стандартом ASME
Стандартная биофармацевтическая документация
В соответствии с требованиями FDA все пакеты валидации/пакеты оборота включают:
- Welder Certifications
- Material Certifications
- Purge gas certification
- Weld Logs
- Weld Maps
- Coupon Logs
- Electropolish and/or passivation certification
Эффективность проекта
- Анализ технологичности и процесс обратной связи
- Уменьшите риск проектов, привлекая экспертов
Additional Services
- Pre-Fabrication
- Fabrication
- Tube Bending
- Pipe Bending
- Assembly
- On-Site/ Field Installation
- Prototyping
- Research and Development
- Тиснение
- ETCHING
- Пассивация
- Электрополирование
- Semiconductor
- Microelectronics
- Biopharmaceutical
- Pharmaceutical
- Aerospace
- Medical/Medical Gas
- Hospital
- Pipeline
- Oil and Gas
- Petrochemical
- Research Laboratories
- Пар
- Пивоварня
- Пищевая промышленность
- Водоподготовка
- Сельскохозяйственная
- Автомобильная
- Морская
- Process Systems
- Sanitary Spools
- Hygienic Spools
- High Purity Spools
- Carbon Steel Spools
- Stainless Steel Spools
- Vacuum Components
- Utility Panels
- Системы доставки газа
- Системы на салазках
- Сварные швы из разнородных металлов
- Трубопроводы для чистых помещений высокой чистоты
- Процессный инструмент подключение
- Орбитальная сварная ультра-высокая чистота (UHP) Gas System Системы отходов
- Вакуумные системы технологических инструментов
- Системы технологической охлаждающей воды
- Отводы и коллекторы базовой конструкции
- Оптоволоконные газовые системы
- Clean Steam Systems
- RO Water Systems
- WFI Systems
- Валированные системы
- Лабораторные газы
- Biow BioWast0024
- Пользовательская штука
Применение в аэрокосмической отрасли
- Газовые панели
- Продувочные панели
- Вакуумные системы
- Cooling Systems
- Propulsion Weldment Assembly
- Thin wall tube bending of Titanium and Stainless Steel
- Hydraulic Lines
- Fueling Piping
- Cryogenic Piping
- Vacuum Systems
- Cooling Systems
- Process Системы трубопроводов
- Изготовление на заказ
Отраслевые стандарты, регулярно соблюдаемые
- ASME B31. 1 Силовые трубопроводы
- ASME B31.3 Технологические трубопроводы
- B31.3 Тяжелые циклические условия, при которых в системе трубопроводов и трубопроводах Refrigeration
Компоненты передачи - ASME B31.8 Трубопроводы для передачи и распределения газа
- ASME B31.9 Трубопроводы для инженерных сетей
- API 1104 Сварка трубопроводов и сопутствующих сооружений
- AWS D1.1 Нормы сварки конструкций – Сталь
- AWS D1.2 Нормы сварки конструкций – Алюминий
- AWS D1.3 Нормы сварки конструкций – Листовая сталь
- Нормы AWS Structural Welding – Реставрация стали D1.4
- Нормы AWS D1.6 по сварке конструкций – нержавеющая сталь
- AWS D1.7 Руководство по усилению и ремонту существующих конструкций Системы труб и трубопроводов из аустенитной нержавеющей стали в санитарных (гигиенических) условиях
- Спецификация AWS D18. 3 для сварки резервуаров, сосудов и другого оборудования в санитарных (гигиенических) условиях
- Контроль по ASTM E1742
- Сварка по AWS D17 1:2010
- 7 Ткань в соответствии со спецификацией с очисткой IEST-STD-1246E
- Стандарты PFI
- Требования производителя к установке труб и фитингов
- FDA
- SolidWorks (SLDPRT, SLDDRW, SLDDRT)
- AutoCAD (DWG)
- REVIT (RVT)
- NWC
- NWD
- DXF
- SAT
- STEP
- IGES
- 3DX
- PRT
- ASM
- Титан TIG 200
- Горелка TIG, 150 А, 10 футов
- Рабочий зажим 6AWG 10 футов
- Газовое сопло (№4, №5 и №6), цанги и корпуса (0,040 дюйма, 1/16 дюйма и 3/32 дюйма)
- Газовый регулятор
- Газовый шланг 6 футов
- Ножная педаль
- Шнур питания 8 футов с входным адаптером 115 В NEMA 5-15P
- Поддерживает вход с двойным напряжением
- Простота установки и использования
- Легкий и портативный
- Колодец
- Предлагает сварку TIG на переменном токе и высокочастотный пуск
- Имеет цифровой дисплей
- Предоставленная горелка TIG предлагает базовые возможности сварки
- Газовый регулятор слишком дешевый
- Малый рабочий цикл
- Нет возможности регулировки баланса переменного тока
- Не поддерживает настройки до и после потока
- Минимальный гарантийный срок
.
Дополнительная информация
Отраслевой фокус
Typical Projects
Полупроводниковые применения
Biopharmaceutical Applications
Электронные форматы файлов
Свяжитесь с High Purity Systems
У вас есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
ОбзорTitanium TIG 200 — стоит ли оно того?
Titanium TIG 200 — это полупрофессиональный аппарат для сварки TIG переменным и постоянным током, обладающий высокой мощностью сварки, но некоторые функции которого ограничены.
Например, этот сварочный аппарат имеет несколько расширенных функций, таких как выход переменного тока и ВЧ-пуск, но без необходимых настроек, необходимых для их максимального использования.
В этой статье вы узнаете о преимуществах, недостатках и альтернативах, которые помогут вам выбрать правильный сварочный аппарат TIG для ваших нужд.
Обзор аппарата Titanium TIG 200
Аппарат Titanium TIG 200 имеет среднюю цену и конкурирует с такими брендами, как Eastwood, Weldpro, Everlast, YesWelder и другими, которые предлагают недорогие сварочные аппараты для сварки TIG на переменном/постоянном токе.
Однако большинство этих марок обеспечивают лучший контроль, чем Titanium TIG 200, при примерно одинаковой стоимости.
Этот аппарат для сварки TIG хорошо сконструирован, выдает много ампер и поставляется с основными принадлежностями. Но, на мой взгляд, цена завышена по сравнению с конкурирующими моделями.
Что включено
В комплект входят принадлежности, необходимые для начала работы, за исключением вольфрамовых электродов. Но это незначительная проблема.
Горелка TIG и ножная педаль вызывают у меня больше беспокойства. Несмотря на достойное качество, эта базовая горелка TIG предлагает дизайн начального уровня и не имеет дополнительных функций. Ножная педаль не соответствует уровню других вариантов, предлагаемых в этом ценовом диапазоне.
Сварочный аппарат с аналогичной ценой, Eastwood TIG 200, включает в себя горелку TIG серии 17 с гибкой головкой, которая обеспечивает гораздо лучший опыт сварки и контроль над защитным газом – мы вернемся к этому далее в статье.
Технические характеристики
| Тип сварочного аппарата | AC/DC TIG, DC Stick |
| Входное напряжение | 120/240 В |
| Тип выходного тока | AC/DC |
| Технология | Инвертор |
| Сила тока на выходе | TIG: 10–200 A Stick: 10–160 A |
| Рабочий цикл | TIG: 20 % при 200 A Stick: 20 % при 160 A |
| Свариваемые материалы | Мягкая сталь, нержавеющая сталь, алюминий, хром-молибден |
| Длина кабеля горелки и зажима заземления | 10 футов |
| Толщина свариваемой мягкой стали (однопроходная) | До 1/4 дюйма |
| Баланс переменного тока | Предустановка |
| Напряжение холостого хода (OCV) | 13,5 В |
| Размеры сварочного аппарата (В x Ш x Д) | 13-3/8 дюйма. х 8-5/8 дюймов. х 21 дюйм. |
| Вес | 39,6 фунта. |
| Гарантия | 90 дней |
| Рейтинг гуру сварки | ★★☆☆☆ |
| Цена | Последняя сделка здесь |
Pros
Минусы
Что нужно знать перед покупкой Titanium TIG 200
Хотя этот сварочный аппарат поддерживает стандартную сварку TIG на переменном токе с качественной дугой, у него есть несколько недостатков.
Они могут стать препятствием для профессионального сварщика или даже любителя. Итак, давайте рассмотрим недостатки, чтобы помочь вам определить, соответствует ли эта машина вашим потребностям.
Отсутствие настроек
Предоставляя только настройку выходной силы тока, этот сварочный аппарат TIG переменного тока имеет очень ограниченные возможности. Его баланс переменного тока предустановлен, поэтому вы не можете изменить соотношение DCEP и DCEN. Это означает, что вы не можете адаптировать дугу для лучшего проникновения или очистки при сварке алюминия. Поскольку это важная настройка, необходимая любому профессиональному сварщику для алюминия, наличие предустановки является существенным недостатком этого сварочного аппарата TIG.
Время предварительной подачи защитного газа предварительно установлено на 0,3 с, а последующая подача предварительно задана и автоматически регулируется в зависимости от выходной силы тока. Это также важные настройки, которые сварщик может использовать в своих интересах при сварке различных металлов различной толщины. Но с пресетом вы ограничены.
Многие бренды, продаваемые по аналогичной цене, предлагают возможность регулировки параметров, предварительно заданных в Titanium TIG 200. Поэтому, если вы хотите настроить свою дугу, вам следует поискать в другом месте.
Малый рабочий цикл
По сравнению с конкурирующими моделями Harbour Freight Titanium TIG 200 имеет значительно более низкий рабочий цикл. При рабочем цикле всего 20 % при токе 200 А он может выполнять сварку в течение 2 минут, после чего ему требуется 8 минут для охлаждения. Это приемлемо для любителя, который редко будет сваривать на максимальной мощности. Но поскольку есть конкурирующие сварочные аппараты с лучшим рабочим циклом, это существенный недостаток сварочного аппарата для титана.
Например, Everlast PowerTIG 185DV имеет рабочий цикл 35 % при 185 А. Кроме того, Eastwood TIG 200 предлагает 60% рабочий цикл при 190А. Оба стоят почти так же, как Titanium TIG 200.
Ограниченное количество принадлежностей с качеством для начинающих
Входящая в комплект горелка TIG подходит для новичков и новичков в сварке TIG. Однако, если вам нужны более качественные аксессуары, у вас будут дополнительные расходы. Покупка лучшего фонарика, ножной педали и газового регулятора может обойтись вам в несколько сотен долларов, а это печально. Более экономично получить сварочный аппарат, который включает в себя аксессуары хотя бы среднего класса, такие как упомянутый выше Иствуд.
Плохая гарантия
Это самое слабое место сварочного аппарата Titanium TIG 200. Harbour Freight предлагает только 90-дневную ограниченную гарантию на свой сварочный аппарат. Хотя они предоставляют дополнительный платный план защиты на 2 года, он увеличивает вашу цену. Я не знаю ни одной марки с гарантией менее 1 года, которая предлагает качественные сварочные аппараты. Так что это необычно, учитывая, что это хороший сварщик, даже с отмеченными ограничениями. Он хорошо сложен и дает качественную дугу. Но 90-дневная гарантия не говорит об уверенности в качестве сварщика.
Большинство людей, купивших сварочный аппарат Titanium, приобретут дополнительный двухлетний план примерно за 100 долларов. Хотя это дает вам лучшую гарантию, это подталкивает цену к ценовому диапазону, в котором конкуренты предлагают гораздо лучшее соотношение цены и качества.
Для сравнения, Eastwood предлагает как минимум 3-летнюю гарантию без каких-либо дополнительных платных планов, как и многие другие бренды. Даже на популярный и дешевый YesWelder AC/DC TIG 250A предоставляется 3-летняя гарантия.
Обзор основных функций
Этот инверторный сварочный аппарат Titanium также имеет сильные стороны. Несмотря на завышенную цену, многие люди любят этот бренд и считают сварочные аппараты Titanium надежными.
Итак, если вышеописанные проблемы не являются для вас решающим фактором, давайте углубимся в плюсы, прежде чем переходить к возможной альтернативе.
Простота в использовании
Не имея профессиональных настроек и управления, этот сварочный аппарат TIG проще в использовании. Это не всегда может обеспечить наилучшие результаты, потому что для некоторых сварных швов может потребоваться другой баланс переменного тока, который вы не можете изменить. Но и утруждать себя этим тоже не придется. Таким образом, ограничивая, это упрощает процесс сварки.
Передняя панель настолько проста, насколько это возможно для сварочных аппаратов TIG, которые могут сваривать алюминий. Обычно такие машины напичканы ручками и кнопками, которые необходимо настроить. Но если вы предпочитаете очень чистый интерфейс, Titanium TIG 200 — отличный выбор, если вам не нужны расширенные настройки.
Кроме того, отличное руководство по эксплуатации. Сварочные аппараты для титана поставляются с подробными руководствами пользователя, в которых содержатся одни из самых подробных пояснений в отрасли. Очень похоже на уровень детализации, который обеспечивают Иствуд и ЭСАБ.
Портативность
Обладая возможностью подключения двух входных напряжений и малым весом, это отличный выбор для тех, кому необходимо сваривать ТИГ на переменном токе в дороге. Это особенно верно, если учесть его компактный дизайн.
Titanium TIG 200 имеет квадратную конструкцию с минимальными размерами. Отсутствие причудливых изгибов или сложных элементов кузова упрощает хранение в грузовике вместе с другими инструментами.
Качество сборки
Благодаря прочной металлической раме и достойному качеству пластика этот сварочный аппарат TIG имеет хорошую конструкцию. Цифровой дисплей добавляет к общему дизайну и удобству использования.
Кнопки, центральная ручка и разъемы DINSE хорошего качества и должны удовлетворить ожидания большинства сварщиков. Качество сборки аппарата соответствует ценовому диапазону и сравнимо со сварочными аппаратами конкурентов.
Настоящая альтернатива Titanium TIG 200
Titanium TIG 200 — хороший аппарат для сварки TIG, если вы покупаете его с соответствующими ожиданиями. Тем не менее, многие сварочные аппараты предлагают лучшее соотношение цены и качества.
Чтобы помочь вам сузить свой выбор, мы проанализировали устройство Eastwood ниже, поскольку оно обеспечивает наибольшую ценность для сварочного аппарата TIG переменного/постоянного тока по этой цене.
Eastwood TIG 200 по сравнению с Titanium TIG 200
Аппарат Eastwood TIG 200 был недавно обновлен в 2021 году. -летняя гарантия в стандартной комплектации и значительно улучшенный рабочий цикл.
Все это включено по цене, аналогичной цене Titanium TIG 200.
Предлагая настройку баланса переменного тока и широкий диапазон управления потоком газа до и после газа, Eastwood отвечает минимальным требованиям, предъявляемым к профессиональным сварщикам.
ПВ 60 % при 190 А и 100 % ПВ при 143 А позволяют выполнять сварку без частых пауз, если только вы не выполняете тяжелые производственные работы. Компания Eastwood недавно обновила эту модель с помощью новейшей инверторной технологии IGBT и MOSFET, что позволяет ей весить всего 38 фунтов, сохраняя при этом высокий рабочий цикл и выходную силу тока.
Однако, несмотря на меньший вес, чем Titanium TIG 200, корпус Eastwood TIG 200 немного больше.
Поставляется с дополнительными аксессуарами лучшего качества. Поставляется с гибкой головкой, горелкой TIG типа 17, расходомером газа, ножной педалью с качающейся головкой, которой намного легче управлять, и комплектом газовых линз для горелки. Короче говоря, этот пакет предоставляет аксессуары среднего уровня вместо оборудования, предназначенного для начинающих.
Помимо сварки TIG переменным/постоянным током, включает сварку электродами переменным/постоянным током. В то время как сварка стержнем обычно выполняется на постоянном токе, иногда необходима сварка стержнем на переменном токе.
Но настоящим преимуществом является то, что он обеспечивает сварку TIG прямоугольной волной переменного тока вместо синусоидальной. Не вдаваясь в технические подробности, AC Square-wave даст вам больший контроль над балансом ваших сварных швов и является обязательным при сварке различных алюминиевых или магниевых сплавов.
Имея примерно такую же стоимость, но с более длительной гарантией, большим количеством аксессуаров и новейшей инверторной технологией, сварочный аппарат Eastwood TIG 200 является более выгодным, особенно для сварки алюминия.
Быстрое сравнение
| Функция | Титан TIG 200 | Иствуд TIG 200 |
|---|---|---|
| Рабочий цикл | TIG: 20 % при 200 A Stick: 20 % при 160 A | TIG: 60 % при 190 A Stick: 60 % при 185 A |
| Источник питания | Синусоида | Прямоугольная волна |
| Баланс переменного тока | Фиксированный | Регулируемый |
| Предварительная подача газа | Фиксированный | 0,1–1,0 с |
| Постпоток газа | Предустановка (автоматическая настройка) | 2 – 8 с |
| Прилагается горелка TIG | Базовый | Гибкая головка, 17 стилей |
| Вольфрамовые электроды в комплекте | ❌ | ✅ |
| Ножная педаль | Стандарт | Рокер |
| Дисплей | Цифровой | Аналог |
| Гарантия | 90 дней | 3 года |
| Вес | 39,6 фунта. | 38 фунтов. |
| Рейтинг гуру сварки | ★★☆☆☆ | ★★★★☆ |
| Цена | $$$ Последняя сделка здесь | $$$ Последняя сделка здесь |
Окончательный вердикт
Titanium TIG 200 — это сварочный аппарат хорошего качества, но, по нашему мнению, Eastwood TIG 200 предлагает гораздо лучшее соотношение цены и качества при небольшой разнице в цене. предложение.
Если вы решите приобрести сварочный аппарат Titanium, убедитесь, что вам не нужны недостающие функции, и получите расширенную гарантию для душевного спокойствия.
План защиты на 2 года стоит дорого, но я бы не советовал покупать дорогостоящий план с машинным обеспечением всего за 9Гарантия 0 дней, независимо от того, насколько надежным вы считаете бренд Harbour Freight.
Other Titanium Reviews
Titanium MIG 140
Titanium Unlimited 200
Titanium Flux Easy Flux 125
Titanium MIG 170
Titanium Submarines [Podvodnaya Lodkae — PL]
| 1 | SSGN | PLARK | Пр 661 | Анчар | Папа |
| 1 | SSN | ПЛА | Пр 685 | Плавник | Майк |
| 6 | SSN | PLA | Pr 705 | Лира | Альфа |
| 4 | SSN | PLA | Pr 945 | Barracuda | Sierra |
| 6 | ПЛАРБ | ПЛАРБ | Пр 941 | Акула | Тайфун |
Слово «титан» имеет тенденцию вызывать экзотические видения, такие как SR-71 Blackbird, летящий по небу на неслыханной высоте, превышающий скорость мощной винтовочной пули, защищенной жаростойкой титановой оболочкой. Или, возможно, можно представить себе смертоносную советскую подводную лодку класса «Альфа», которая летит по воде со скоростью 45 узлов и на глубине более 500 м (2000 футов), что намного меньше глубины разрушения ее американского аналога, защищенная от невообразимого давления прочным корпусом. корпус из титанового сплава.
Использование титанового сплава в корпусе подлодки дало сразу несколько преимуществ. Во-первых, применение особо прочного сплава с пределом текучести 70-72 кгс/мм2 значительно увеличило максимальную осадку корабля почти в полтора раза по сравнению с лодками второго поколения и, во-вторых, использование этого материала уменьшило магнитное поле корабля. Ну и самое главное: благодаря титановому корпусу удалось уменьшить водоизмещение подлодки на 30%.
Титан — это металл, имеющий высокое отношение прочности к весу, особенно при температурах выше 1000°F. Его производство было начато и стимулировано в связи с военными потребностями во время Корейской войны. В Соединенных Штатах более 80 процентов всего металлического титана используется в реактивных двигателях и планерах самолетов. Остальная часть используется в основном в ракетах, космическом оборудовании и оборудовании для химической обработки, где важны его коррозионно-стойкие характеристики.
Хотя в СССР есть несколько месторождений рутила, единственного промышленно важного минерала титана, используемого для производства металлического титана, в районе Урала есть обширные месторождения ильменита, очень бедного источника титана. Другие крупные месторождения ильменита открыты под Кировском на Кольском полуострове и под Мариуполем на юге Украины. Сообщается, что уральские месторождения содержат 400 миллионов тонн доступной руды.
В течение нескольких десятилетий титан использовался в Советском Союзе для производства нержавеющей стали, но только с 19 в.52 в советской печати были опубликованы статьи об исследованиях в области разработки и использования металлического титана.
Изготовление титана
Титан и титановые сплавы стали важными конструкционными металлами благодаря необычному сочетанию свойств. Эти сплавы имеют прочность, сравнимую со многими нержавеющими сталями, при гораздо меньшем весе. Кроме того, они демонстрируют превосходную коррозионную стойкость, превосходящую алюминий, а иногда и большую, чем нержавеющая сталь. Кроме того, титан является одним из самых распространенных металлов в земной коре, и по мере того, как методы производства становятся более экономичными, его применение будет постоянно расширяться.
Многие титановые сплавы были разработаны для аэрокосмических применений, где основное внимание уделяется механическим свойствам. Однако в промышленных применениях коррозионная стойкость является наиболее важным свойством. С тех пор как металлический титан впервые стал коммерчески доступным в 1950 году, коррозионная стойкость была важным фактором при его выборе в качестве инженерного конструкционного материала. Титан получил признание во многих средах, где его коррозионная стойкость и технические свойства предоставили инженерам-проектировщикам и инженерам-проектировщикам надежный и экономичный материал. Коррозионная стойкость металлического титана обеспечивается стабильной, защитной, прочно держащейся оксидной пленкой. Эта пленка образуется мгновенно, когда свежая поверхность подвергается воздействию воздуха или влаги.
Титановые сплавы считаются «реактивными металлами», т. е. они реагируют с атмосферными газами, такими как кислород и азот, при повышенной температуре. Из-за этого обработка титана, такая как плавка и литье, обычно выполняется в вакууме или в среде инертного газа. Загрязнение кислородом или азотом сделает титан хрупким. Аналогичные соображения используются при сварке титановых сплавов.
Процедуры сварки титана, требующие полной защиты сварных швов до охлаждения с использованием инертного газа аргона. Одной из таких распространенных процедур является ручная дуговая сварка вольфрамовым электродом, которая представляет собой медленный и трудоемкий процесс. Кроме того, проверка на обесцвечивание сварного шва является еще одним этапом процесса, который обычно приводит к дополнительным доработкам. Эти требования обременительны, требуя, чтобы сварка мелких деталей проводилась в камере с инертным газом, создания специальных локальных экранов инертного газа для каждого сварного шва, добавления громоздких «задних экранов» позади горелки, которые продолжают покрывать горячий металл сварного шва инертным газом. газа до тех пор, пока сварной шов не остынет в достаточной степени. Все эти методы ограничивают доступ и возможность сварщика манипулировать горелкой для достижения хорошего качества сварки. И необходимость использования этих устройств увеличивает сложность и время, необходимое для производства сварного шва. Из-за этих более строгих требований количество рабочих часов, необходимых для сварки данной конструкции сварного изделия, как минимум в пять раз больше, чем требуется для аналогичного стального компонента.
Загрязнение титана кислородом или азотом и, следовательно, качество сварного шва с точки зрения прочности традиционно определялось цветом поверхности сварного шва. Реакция с кислородом и/или азотом создает на поверхности тонкий оксидный или нитридный (?) слой, толщина которого зависит от цвета и, следовательно, от степени загрязнения. Например, блестящий серебристый цвет сварного шва указывает на отсутствие загрязнения, соломенный или золотой цвет указывает на незначительное количество загрязнения, синий или фиолетовый указывает на значительный уровень, а коричневый или серый цвет указывает на сильное загрязнение. Инспекторам должны быть предоставлены стандарты цвета сварных швов, используемые для целей сравнения. Другие методы оценки загрязнения включают переносные методы определения твердости и методы вихретокового неразрушающего контроля. Это современное состояние сварки титана.
Сварные изделия, произведенные с использованием обычного процесса дуговой сварки металлическим электродом в среде защитного газа (GMAW), выполняются без использования дополнительных вспомогательных защитных устройств, таких как висячие экраны, перчаточные ящики, продувочные камеры, резервные экраны или другие экранирующие устройства. Наплавленный металл шва и зоны термического влияния дополнительно не экранируются от атмосферы инертным газом, за исключением газа, подаваемого горелкой через стандартный газовый колпак, который используется в обычных сварочных горелках GMAW. Полученный цвет поверхности сварного шва не является показателем свойств сварного шва. Для этого процесса допустим любой цвет сварного шва от блестящего серебристого до синего, серого или коричневого и чешуйчатого.
Титановые подводные лодки
28 августа 1958 г. было принято постановление партии и правительства о создании новой быстроходной подводной лодки с новыми типами энергетических установок и развитии научно-исследовательских, опытно-конструкторских и конструкторских работ по подводным лодкам. Перед создателями корабля было выдвинуто весьма необычное требование – отказаться от использования ранее освоенных технических решений, материалов и оборудования. Все только новое, самое перспективное! В работе над проектом 661 активное участие принимал ЦНИИ № 45 (ныне — ЦНИИ им. академика А. Н. Крылова). В институте исследовались как собственные корабельные вопросы, связанные с созданием нового атомохода, так и боевая эффективность быстроходной подводной лодки. Рассмотрены три альтернативных основных конструкционных материала для изготовления прочного корпуса — сталь, алюминий или титан. В итоге было решено выбрать титан. Это позволило резко уменьшить массу корпуса (а, следовательно, и водоизмещение корабля). Таким образом, был значительно снижен один из важнейших демаскирующих признаков лодки — ее магнитное поле.
Авторы проекта подводной лодки Н.Н. Исанин, Н.Ф. Шульженко, В.Г. Тихомиров без особого энтузиазма встретил предложение о его переработке в титановый вариант. Титан для них был полной безвестностью: меньше, чем у стали, модуль упругости, «холодная» ползучесть, другие способы сварки, полное отсутствие опыта морской эксплуатации. Специалисты ЦНИИ имени академика А.Н. Крылова, ЦНИИ технологии судостроения, работники верфи оказались в таком же положении.
Титан прочнее и весит на 33% меньше стали; прочный корпус может быть усилен без увеличения водоизмещения; его использование дает подводной лодке более прочный корпус для большей глубины погружения и повышает устойчивость к взрывчатым веществам на меньших глубинах; и подводная лодка практически немагнитна, что снижает вероятность обнаружения магнитных аномалий (MAD). Но титан в три-пять раз дороже стали; нужен совершенно другой производственный процесс; рабочие верфи должны пройти переподготовку; строительные залы должны быть переконфигурированы; а гибка и формовка тяжелых пластин из титанового сплава намного сложнее по сравнению со сталью.
Советский Союз был мировым лидером в области металлургии, металлообработки и термической обработки металлов, что позволяло производить очень прочные и уникальные сплавы титана и стали. Некоторые советские подводные лодки, такие как подводные лодки класса «Альфа», начали строительство полностью из титана и освоили технику сварки титана еще в конце 1950-х годов.
В 1970 году развертывание ПЛА «Альфа» удивило ВМС США скоростью 45 узлов и рабочей глубиной 2000–2500 футов. Альфа использовала жидкометаллический реактор с высокой удельной мощностью, чтобы увеличить отношение мощности к весу и объему своей силовой установки, одновременно снизив вес корпуса, необходимый для работы на экстремальных глубинах, за счет использования прочного титанового корпуса. У «Альфы» была сестра, ПЛАРК «Папа», которая, по-видимому, использовала те же технологии проектирования подводных лодок для противокорабельной миссии. Эти подводные лодки, если считать их головными лодками новых классов подводных лодок, грозили устареванием американского противолодочного оружия.
Угроза быстрой и глубоководной атомной подводной лодки во многом оказалась ложной тревогой. Alfa не пошла в серийное производство до конца 1970-х годов, и до того, как программа была отменена, было развернуто всего шесть машин. Точно так же когда-либо был развернут только один PAPA. Вместо этого Советы сосредоточились на строительстве более традиционных лодок. Последние российские подводные лодки не строились с титановыми корпусами, по-видимому, из соображений стоимости.
На протяжении веков люди пытались спуститься в океаны для научных наблюдений, спасательных операций, добычи животных и полезных ископаемых, а также для нападения на вражеские корабли во время войны. Часто для такой деятельности требуются суда, способные погружаться на большую глубину. Таким образом, основная задача при проектировании и изготовлении корпуса погружного судна заключается в том, чтобы корпус был достаточно прочным, чтобы выдерживать большие сдавливающие силы, возникающие в результате гидростатического давления. По этой причине подводные лодки обычно изготавливаются из сварной стали толщиной в несколько дюймов.
Однако недостатков у такой конструкции много. Толщина корпуса крайне затрудняет операции прокатки и сварки. Кроме того, результирующий вес сварной стальной конструкции огромен и влияет на плавучесть и маневренность. Кроме того, по существу трубчатая удлиненная конструкция корпуса типичной подводной лодки не может быть сформирована без специальных компонентов.
Высокопрочный титан является одним из самых перспективных новых корпусных материалов. Он весит приблизительно Z76 фунтов/куб. футов по сравнению с весом 49 фунтов.0 фунтов/куб. фут для стали. Некоторые сплавы с пределом текучести 120 000 фунтов на квадратный дюйм могут быть сварены в виде тонких листов, если соблюдать крайнюю осторожность для предотвращения загрязнения. Также доступны несвариваемые сплавы с пределом текучести до 175 000 фунтов на квадратный дюйм и выше.
Любой сосуд, изготовленный из магнитных материалов, имеет сигнатуру детектора магнитных аномалий (MAD). Она убывает как кубический корень из расстояния и не распространяется как волна. Существуют значительные природные и техногенные источники шума. Это хороший датчик для близкого обнаружения. Был интерес к использованию немагнитных сталей (немецкие подводные лодки типа 205 и 206) и строительству нестальных подводных лодок (российская «Альфа» имела титановый корпус). Немагнитная сталь не использовалась в более поздних подводных лодках по неизвестным причинам.
Высокое отношение прочности к весу и выдающаяся коррозионная стойкость титановых сплавов к морской воде уже давно признаны и сделали титан важным конструкционным материалом в будущих океанских системах. Особое применение, в котором сплав титана имеет несколько потенциальных преимуществ перед высокопрочными сталями, — это строительство прочных корпусов подводных лодок и глубоководных аппаратов.
Плотность титана в два раза меньше, чем у стали, и он немагнитен, но имеет серьезные недостатки, в том числе недостаточную устойчивость к хрупкому разрушению (особенно при низких температурах, характерных для морских глубин). Нежелание использовать титан в корпусах кораблей было основано на двух неопровержимых фактах: титан авиационного класса был возмутительно дорог, а переход на титан на верфи, которая исторически занималась производством стали и алюминия, потенциально снизила бы скорость сварки на порядок.
Однако, прежде чем использовать титановый сплав для этого применения, требовались определенные достижения в технологии изготовления, чтобы обеспечить более экономичные процедуры соединения титана в конструкционные компоненты. Конкретные факторы, влияющие на экономику соединения титановых сплавов, включают необходимость предельной чистоты и тщательной газовой защиты для предотвращения вредных загрязнений во время сварки плавлением, высокую стоимость доступных присадочных материалов (приблизительно 40 долларов США за фунт) и отсутствие электрода для сварки. дуговая сварка защитным металлом (SMAW). Сварка титана на базе судостроительного производства возможна с использованием более дешевых морских марок титана для изготовления корпуса. Титан аэрокосмического качества, используемый в самолетах, примерно в девять раз дороже стали. Но корпус корабля или судовые сорта титана можно сделать менее дорогостоящими, возможно, всего в три раза дороже, чем сталь, за счет изменения требований к обработке и отделке. Хотя существующие процессы сварки титана хорошо зарекомендовали себя, они слишком медленные для конструкции корпуса корабля, для которой обычно требуются мили сварных швов.
На заводе все прекрасно понимали, что при строительстве такой сложной инженерной конструкции, как корпус подводной лодки из совершенно нового материала — титана, нужен новый подход. Директор СМП Е. П. Егоров, его заместители, конструкторы, строители, рабочие цеха приложили немало усилий для создания небывалого производства.
Цех № 42 стал настоящим испытательным полигоном для новинок: ежедневное мытье полов, отсутствие сквозняков, освещение, чистая одежда сварщиков и других рабочих, высокая культура производства стали его визитной карточкой. Большой вклад в создание цеха внес заместитель начальника сварочного цеха Утюшев Р.И. Много умения и души вложили в эту работу замечательные специалисты: северяне Ю. Д. Каинов, М. И. Горелик, П. М. Гром, военпред Ю. А. Беликов, А. Э. Лейпурт и многие другие — технологи, мастера, рабочие. Появилась новая концепция проектирования оболочечных конструкций: устранены жесткие торцы, появились мягкие вязки, плавные переходы от жестких частей к упруго-гибким и т. д.
Эта идея была в полной мере реализована затем В. Г. Тихомировым и В. В. Крыловым при проектировании ПК подводной лодки проекта 705 «Лира» (по кодификации НАТО — «Альфа»). С учетом опыта Н. И. Антонова корпус у них получился идеальным. Но после всех хлопот корпус подводной лодки проекта 661 был доведен до совершенства и все блоки прошли испытания.
В результате было создано самое современное сварочное производство с аргон-гелиевой защитой. Аргонодуговая, ручная, полуавтоматическая, автоматическая и другие способы сварки стали привычными для всех рабочих цеха. Здесь были отработаны сварка под флюсом, сварка в зазор (без разделки), требования к качеству аргона (точка росы), появилась новая профессия — сварщик по защите обратной стороны шва (поддувщик).
Комсомолец означает «член комсомола». Он был спущен на воду в мае 1983 года в Северодвинске, закрытом советском городе на Баренцевом море с крупнейшей в мире верфью. Она была 400 футов в длину, 37 футов в высоту и 27 футов в ширину при подводном водоизмещении 8000 тонн — действительно очень большая подводная лодка. «Комсомолец» имел два ядерных реактора, которые долгое время считались революционными (с жидкометаллическим теплоносителем), но на самом деле с водяным охлаждением.