Сварка аргоном в Москве, цена услуги от 15р за сантиметр.
Мы выполняем работы по аргоновой сварке. Потребность в этой услуге может возникнуть у производителей металлоконструкций и металлических изделий, автомастерских, автовладельцев, и у всех, кому необходимо создать неразъемное соединение из цветных металлов и нержавейки.
Аргононно-дуговая сварка отлично сваривает нержавейку, алюминий и его сплавы, медь, сталь. Она отлично справляется как с тонким, так и с толстым металлом.
Цена работ по аргоновой сварке за 1 см
Расценки для ориентира:
- Нержавейка от 15р за один см
- Алюминий от 65р за один см
- Медь от 30р за один см
При сварке аргоном цена за сантиметр зависит от многих факторов:
- От свариваемого материала. Алюминий дороже, нержавейка дешевле.
- От толщины свариваемого металла.
- От объема работ.
- От пространственного положения шва, доступности к нему и сложности его формирования.
- Сварка происходит в цеху или с выездом.
- Стоимость сантиметра сварки в среде аргона завит от последующей обработки шва.
Наши преимущества при сварке аргоном в нашей компании
- Адекватные, честные цены.
- Высокое мастерство наших специалистов, с опытом работы на оборонных предприятиях. При необходимости, наши швы пройдут рентген, цветной и ультразвуковой контроль.
- Профессиональные сварочные аппараты на 380В, позволяющие сварить от больших толщин, до минимальных.
- Всегда готовы к диалогу и компромиссам с заказчиком.
- Форма оплаты удобная клиенту. Наличная, или безналичная, с предоставлением бухгалтерских закрывающих документов.
Аргоновая сварка с выездом.
Если у вас возникла потребность в сварке на месте, что очень часто бывает при крупногабаритных деталях или невозможности разобрать часть конструкции (например трубопровод), то мы готовы к выезду к вам на объект, где мы произведем сварку аргоном.
Сварка алюминия и его сплавов: виды и особенности
Сварка алюминия
Описание, технология и особенности сварки алюминиевых изделий.
Алюминий повсеместно используется во многих сферах. Он применяется в промышленности, в авиастроении, приборостроении, строительстве и многих других сферах. Этот металл знаком каждой хозяйке или сладкоежке, так как из него делают пищевую фольгу.
В качестве преимуществ металла можно выделить высокую тепло- и электропроводность, хорошие механические свойства, а также легкость материала. Однако с преимуществами идет важный недостаток – плохая свариваемость. Не каждый сварщик, имеющий разряд, способен качественно осуществить эту процедуру. Про качество сварки обычного любителя и говорить не стоит.
Особенности свариваемости
- На поверхности материала или его сплавов постоянно присутствует оксид алюминия. Эта пленка имеет очень высокую температуру плавления – 2044 градуса по Цельсию, тогда как сам алюминий плавится при температуре в 660 градусов.
- Материал очень легко окисляется, пленка мгновенно образуется на каплях жидкого материала, что резко ухудшает сплавление со швом. Для осуществления процедуры нужно защитить рабочую область от воздействия воздуха. Для этого используется аргон.
- Металл имеет высокую жидкотекучесть, что затрудняет обработку и требует применения подкладок, отводящих тепло. В шве часто образуются трещины и поры, что ведет к его ослаблению. Поры возникают из-за водорода, который растворен в металле. Трещины чаще бывают у сплавов с увеличенным содержанием кремния. При охлаждении появляются дефекты. Металл сильно усаживается, что приводит к значительной деформации шва.

- Для сварки необходим ток большой силы. Из-за высокой теплопроводности тока для сталей недостаточно, хотя последние имеют более высокую температуру плавления.

К трудностям также можно отнести продажу сплавов с неизвестным составом. Это приводит к неправильному подбору способа и средств обработки алюминия. Такая проблема особенно характерна для сварщиков-любителей.
Способы сварки
Есть много вариантов обработки металла с использованием специального оборудования и электродов. Чаще всего используются три из них:
- Режим AC TIG. Применяются электроды с вольфрамом в среде таких инертных газов, как аргон или гелий. Наиболее распространённый вариант сварки. Необходим, если нужна высококачественная обработка. Применяемые газы должны быть высокой степени чистоты. Для отвода лишнего тепла свариваемые листы лучше класть на другой теплопроводный металл, например, медь.
- Режим DC MIG. Полуавтоматическая сварка в среде инертных газов с подачей проволоки. Для этого требуются импульсные аппараты, которые немало стоят. Имеет высокую скорость сваривания, но точность ниже, чем у способа выше.
- Режим MMA. С использованием покрытыми плавящимися электродами без защитного газа. Применимы при толщине листа не меньше 4 миллиметров. Для достижения нормального качества требуется нагревание до 250-300 градусов для изделия со средними стенками и до 400 для толстой детали. Этот способ имеет много недостатков, среди которых низкое качество шва, разбрызгивание материала в процессе обработки и сложное отделение шлака.
Так как основные проблемы образуются из-за оксидной пленки, то немаловажным условием качественной работы является её разрушение. Для этого применяют постоянный или переменный ток обратной полярности. Использование тока прямой полярности нецелесообразно, так как он не действует на пленку.
Вне зависимости от выбранного варианта металл обязательно нужно правильно подготовить. Вся процедура состоит их очистки кромок, их разделки и удалению пленки окисла.
Сварка алюминия при изготовлении вакуумных камер
Технологии сварки алюминия хорошо отработаны и документированы [90, 91, 92]. Они несколько отличаются от технологий сварки коррозионностойкой стали, но не являются намного более сложными. Главная цель изготовления вакуумных камер заключается в том, чтобы получить сварные швы, свободные от пористости и трещин, которые могут вызывать пути натекания или фактические течи. Соображения для конструкционных видов применения, в частности прочность, цвет и коррозионная стойкость, имеют вторичное значение. Сварку алюминия не следует рассматривать в качестве искусства, поскольку механизмы, влияющие на качество сварки, следуют хорошо понимаемым принципам.
Предотвращение пористости и дефектов
Водород является главной причиной пористости в сварных швах. Значительно большее количество его может растворяться в расплавленном металле, чем может оставаться растворенным, когда металл охлаждается и отвердевает. По мере выделения водорода из раствора он образует пустоты, соединяющиеся между собой и образующие пути течи. Коэффициент растворимости водорода в расплавленном/твердом металле для алюминия в 36 раз выше, чем у железа. В результате этого сварные швы алюминия становятся значительно более чувствительными к этому источнику пористости, чем сварочные швы коррозионностойкой стали [93]. Главными источниками водорода являются влага, углеводороды и гидроксиды на поверхности и в окружающей атмосфере. К счастью, относительно простые и практические меры способны сократить эти воздействия в достаточной степени для того, чтобы получить хорошие сварочные швы для сверхвысокого вакуума.
Постоянно следует надевать перчатки, так как кожные выделения вызывают значительное загрязнение. Масла и отпечатки пальцев можно удалять с обрабатываемой детали и присадочного прутка этанолом или ацетоном.
Оксиды захватывают влагу (главный источник водорода) и имеют высокие температуры плавления, вызывающие неполное расплавление. Они быстро разрастаются на открытых поверхностях алюминия и должны быть удалены в течение 4 ч после сварки. Поверхности на расстоянии 1 см от стыка должны шабриться инструментом с твердой кромкой [94]. Проволочные щетки могут вызвать попадание загрязнений в мягкую поверхность, и их применения следует избегать. Поскольку присадочный пруток представляет собой большую часть металла в стыке, он является основным источником потенциального загрязнения и достоин специального ухода при закупке, упаковке, хранении и транспортировке — в особенности, в виде проволоки. Присадочный пруток можно зачищать несколькими проходами Скоч-Брайт® непосредственно до сварки.
Они быстро разрастаются на открытых поверхностях алюминия и должны быть удалены в течение 4 ч после сварки. Поверхности на расстоянии 1 см от стыка должны шабриться инструментом с твердой кромкой [94]. Проволочные щетки могут вызвать попадание загрязнений в мягкую поверхность, и их применения следует избегать. Поскольку присадочный пруток представляет собой большую часть металла в стыке, он является основным источником потенциального загрязнения и достоин специального ухода при закупке, упаковке, хранении и транспортировке — в особенности, в виде проволоки. Присадочный пруток можно зачищать несколькими проходами Скоч-Брайт® непосредственно до сварки.
Защитный газ должен иметь сверхвысокую чистоту (99,999%) и пропускаться с целью промывки через наконечник в течение 20 секунд до инициации дуги для того, чтобы обеспечить содержание влаги ниже 10 частей на миллион (желательно менее 3 частей на миллион) [95]. Относительная влажность в зоне сварки должна быть меньше 75% и желательно составлять менее 50%, для чего может потребоваться работать в кондиционированным помещении. Быстрая скорость сварки, как было доказано, уменьшает пористость [96]. Необходимо приложить усилия к тому, чтобы обеспечить отсутствие утечек в линиях инертного газа, так как такие течи могут быть непреднамеренным источником скопления влаги.
Где только возможно, следует использовать дуговую сварку вольфрамовым электродом переменного тока в аргоне, поскольку в течение положительных полуциклов этой сварки защитный газ ионизируется и ускоряется в направлении обрабатываемой детали, обеспечивая очищающее действие посредством распыления-травления, благодаря которому удаляется остаточное загрязнение.
Предотвращение дефектов в виде трещин
Трещины обычно появляются, когда сплав затвердевает в рамках широкого температурного диапазона (диапазон затвердевания). Пока стык охлаждается в этом диапазоне, валик металла имеет кашеобразный вид и легко ломается под действием небольших термических напряжений.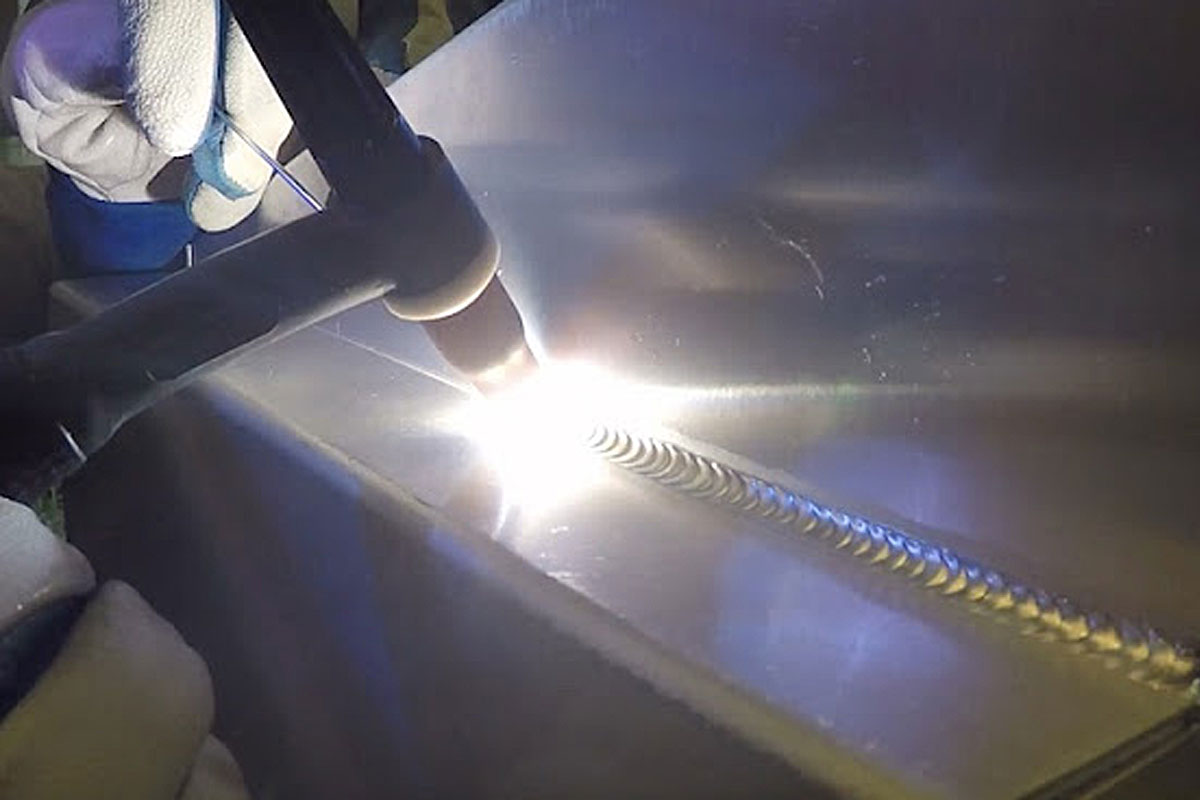 Этот процесс частично облегчается тем, что сплавы содержат некоторую степень эвтектики, которая продолжает течь при низкотемпературном пределе диапазона затвердевания и имеет тенденцию заполнять трещины. Они затем затвердевают без трещин на протяжении узкого температурного диапазона [97].
Этот процесс частично облегчается тем, что сплавы содержат некоторую степень эвтектики, которая продолжает течь при низкотемпературном пределе диапазона затвердевания и имеет тенденцию заполнять трещины. Они затем затвердевают без трещин на протяжении узкого температурного диапазона [97].
К несчастью, составы сплава, обеспечивающие хорошие структурные свойства, часто также обладают широкими диапазонами затвердевания.
Рис. 13. Зависимость появления трещин алюминия от содержания различных легирующих элементов (источник: J. D. Dudasand F. R/ Collins, Preventing Weld Crack in High-Strenght Aluminum Alloys, Welding Journal, 1966)
Чувствительность трещин сварки при соединении материалов можно значительно уменьшить подбором присадочных сплавов, являющихся менее подверженными растрескиванию (т. е. с более узким диапазоном затвердевания и/или высоким содержанием эвтектики) даже при частичном разбавлении базовым металлическим сплавом. Большинство трещин возникает рядом с центром валика, который охлаждается последним. К счастью, эта зона является наименее разбавленной базовым металлом. На рис. 13 показано воздействие различных составов сплава на чувствительность трещин. Следует отметить, что у сплавов AlMg2Si (серия 6000) сопротивление образованию трещин усиливается за счет увеличения либо содержания Mg, либо Si. Необходимо избегать присадочных материалов, затвердевающих при значительно более высоких температурах, чем базовый металл, поскольку силы температурного расширения будут вызывать растрескивание на расплавленной кромке валика (98]. Рекомендуемые присадочные материалы для различных алюминиевых сплавов приведены в табл. 7. Требуется избегать сочетаний, для которых присадочный материал не указывается.
Ряд других технологий помогает минимизировать трещины. Предпочтение отдается соединениям с угловым швом и соединениям с V-образной канавкой, поскольку они позволяют максимально заполнить соединение присадочным материалом, нечувствительным к трещинам, и минимизировать его разбавление чувствительным к трещинам базовым металлом. Валик сварного шва должен быть немного выпуклым, чтобы облегчать доступ расплавленного металла для заживления возникающих трещин. Если валику дается возможность принять плоское или выпуклое состояние, поверхностное натяжение может помешать потоку. Это может быть осуществлено путем наклона электрода на 10-20° и использования силы дуги для «установки преграды» расплавленному валику [99]. Следует препятствовать образованию кратера при завершении шва при помощи любой из ряда сложившихся технологий. В особо проблематичных швах с той и с другой стороны соединения могут вырезаться канавки (рис. 14). Эти канавки уменьшают растечки тепла от валика и минимизируют тепловое расширение остальной части конструкции. Они также отпускают напряжения, уменьшая жесткость и допуская некоторое механическое отклонение.
Валик сварного шва должен быть немного выпуклым, чтобы облегчать доступ расплавленного металла для заживления возникающих трещин. Если валику дается возможность принять плоское или выпуклое состояние, поверхностное натяжение может помешать потоку. Это может быть осуществлено путем наклона электрода на 10-20° и использования силы дуги для «установки преграды» расплавленному валику [99]. Следует препятствовать образованию кратера при завершении шва при помощи любой из ряда сложившихся технологий. В особо проблематичных швах с той и с другой стороны соединения могут вырезаться канавки (рис. 14). Эти канавки уменьшают растечки тепла от валика и минимизируют тепловое расширение остальной части конструкции. Они также отпускают напряжения, уменьшая жесткость и допуская некоторое механическое отклонение.
Конструкция сварных соединений
Кроме ряда специальных соображений, конструкция сварных соединений алюминиевых деталей в основном такая же, как для коррозионностойкой стали (рис. 14). Простые, квадратные стыковые сварные швы (касающиеся) подходят для толщины листа приблизительно до 6 мм (0,25 дюйма) и являются особенно желательными, потому что они легко зачищаются шабрением. В более толстых стыках должны использоваться V-образные канавки (60-90°) или угловые сварные швы для обеспечения проникновения дуги и минимизации разбавления присадочного металла базовым металлом. Зазор между свариваемыми кромками 3 мм (1/8 дюйма), 1,5-2 мм от дна способствует обеспечению полного проникновения теплоты (провариваемо- сти). Желательно, чтобы обе стороны стыка были обработаны на станке до одной и той же толщины для уравновешенного нагревания, благодаря чему минимизируется напряжение и искажение. Примеры стыков между горловиной с тонким фланцем и толстой стенкой камеры показаны на рис. 15. Прихваточные швы можно сделать после сборки и фиксации стыка. Они являются существенными для предотвращения искажений, которые создаются во время сварки от закрытия зазора в вершине разделки между свариваемыми кромками (когда она используется) до того, как шов будет завершен. Размер прихваточного шва может быть выбран в соответствии с предпочтением оператора, поскольку во время окончательного шва они должны быть полностью переплавлены и включены в шов [1001. Швы могут пересекаться крест- накрест, поскольку это не влияет на металлургическую прочность в алюминии, как это имеет место в других металлах [101].
Размер прихваточного шва может быть выбран в соответствии с предпочтением оператора, поскольку во время окончательного шва они должны быть полностью переплавлены и включены в шов [1001. Швы могут пересекаться крест- накрест, поскольку это не влияет на металлургическую прочность в алюминии, как это имеет место в других металлах [101].
Рис. 14. Виды сварных швов
Рис. 15. Рекомендуемая конструкция сварных соединений для алюминиевых фланцев
По ту и другую сторону стыка, где на состояние термообработки оказывается влияние и прочность уменьшается перманентно, имеет место «находящаяся под влиянием теплоты зона» величиной приблизительно 25 мм. Это важно при сварке сильно закаленных фланцев, но может ослабляться путем использования отвода тепла на поверхности фланца (в частности на таком, как сопрягаемый фланец) для поддержания температуры на низком уровне. Если сварочный шов требуется с обеих сторон стыка по структурным соображениям, одна сторона должна свариваться только короткими участками вразброс для того, чтобы предотвратить захват газа, который вызывает фактические течи. После сварки усадка будет приблизительно в два раза больше усадки коррозионностойкой стали (приблизительно 6% ширины шва). Это может вызвать искажение и должно учитываться сваркой элементов в одно целое в симметрическую последовательность и механической обработкой после сварки, если требуются строгие допуски по размерам.
KEMPPI MINARCTIG EVO 200MLP
Цена по запросу
В наличии от 6 ед. Доставим qwe1
Вы можете забрать товар в магазине или заказать доставку.
2485 просмотровKEMPPI (91)
Супер-качество! Импульсная сварка легким, но мощным источником!
MinarcTig Evo – это именно то, что вы ожидаете от аппарата Kemppi для сварки TIG: точно отрегулированное зажигание, управление необходимыми параметрами, мощность и производительность для выполнения самых различных операций профессиональной сварки. Аппарат MinarcTig Evo отлично подходит для сварки TIG на постоянном токе в промышленном производстве, при монтаже, ремонте и техническом обслуживании. Малый вес и компактность являются настоящим подарком для профессиональных сварщиков, которым требуется мобильный аппарат.
Аппарат MinarcTig Evo отлично подходит для сварки TIG на постоянном токе в промышленном производстве, при монтаже, ремонте и техническом обслуживании. Малый вес и компактность являются настоящим подарком для профессиональных сварщиков, которым требуется мобильный аппарат.
MinarcTig Evo 200MLP Мощный источник питания на базе технологии PFC сочетает полезные эксплуатационные преимущества, включая высокую энергоэффективность и способность обеспечивать надежную работу при использовании кабелей питания длиной более 100 метров. Модели MinarcTig Evo имеют большие светодиодные приборные панели и включают такие функции, как регулировка подачи газа до и после сварки, регулировка времени увеличения и уменьшения сварочного тока, дистанционное управление.
В модели MLP есть также функция Minilog, она предназначена для управления сварочной ванной нажатиями выключателя горелки, периодически снижая сварочный ток ниже фактического рабочего уровня.
MinarcTig Evo – это аппарат, работающий в двух режимах и обеспечивающий высокое качество сварки MMA на постоянном токе при использовании электродов различного типа.
Ознакомиться с отзывами и часто задаваемыми вопросами по аппарату можно по ссылке.
ОСОБЕННОСТИ
Сила пост. тока 200 А при рабочем цикле 35%, 1-фазный источник питания на 230В
Высокое качество сварки
Улучшенное зажигание дуги от 5А
Таймер расхода газа до и после подачи
Таймер увеличения/уменьшения значений сварочного тока
Фиксирование курка сварочной горелки
Опция MLP и режим импульсной сварки
Возможность дистанционной регулировки силы тока
Технология PFC для значительной экономии энергии
Питание от сети или от генератора
Гарантия Kemppi 2+ на запчасти и обслуживание
РУКОВОДСТВА И ИНСТРУКЦИИ
Наглядная брошюра KEMPPI MinarcMIG EVO 200/200MLP.pdf
Гарантийные положения и условия Kemppi.pdf
КОМПЛЕКТ ПОСТАВКИ
Сварочный инвертор KEMMPI MinarcTIG EVO 200 (200MLP)
Кабель заземления
Ремень для переноски
Газовый шланг
Для заказа дополнительных принадлежностей см. раздел Коды заказа ниже.
раздел Коды заказа ниже.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ХАРАКТЕРИСТИКА ЗНАЧЕНИЕ
Напряжение питающей сети, В 230 В ±15%
Частота питающей сети, Гц 1 ~ 50/60 Гц
Номинальная мощность при макс. токе 35% ПВ TIG 200 A / 4,9 кВА
Номинальная мощность при макс. токе35% ПВ MMA 170 A / 5,7 кВА
Выходная мощность (40 °C) TIG 35% ПВ 200 A 18 В
Выходная мощность (40 °C) TIG 100% ПВ 140 A 15,6 В
Выходная мощность (40 °C) MMA 35% ПВ 170 A 26,8 В
Выходная мощность (40 °C) MMA 100% ПВ 110 A 24,4 В
Коэффициент мощности при 100% ПВ 0,99
КПД при 100% ПВ TIG 83 %
КПД при 100% ПВ MMA 77%
Штучные сварочные электроды ø 1,5–4 мм
Габаритные размеры Д х Ш х В 449 x 210 x 358 мм
Масса (без кабелей) 11 к г
Температурный класс F (155 °C)
Класс защиты IP23S
Класс электромагнитной совместимости A
Диапазон рабочей температуры -20° C…+40° C
Диапазон температуры хранения -40° C…+60° C
КОДЫ ЗАКАЗА
НАИМЕНОВАНИЕ АРТИКУЛ
MinarcTig Evo 200 MLP 61009200MLP
Сварочный кабель, 25 мм² 5 м 6184201
Сварочный кабель, 25 мм² 10 м 6184202
Кабель заземления, 25 мм² 5 м 6184211
Кабель заземления, 25 мм² 10 м 6184212
Горелки
TTC 220, 4 м 627022004
TTC 220, 8 м 627022008
Дополнительные устройства
Регуляторы сварочной горелки TIG
RTC 20 6185478
RTC 10 6185477
Расходомер аргона с часами 6265136
Шланг защитного газа (4,5 м) W001077
Ремень для переноски 9592163
Устройства дистанционного управления R 10 6185409
Устройства дистанционного управления R11F 6185407
Сварочный инвертор KEMPPI MinarcTIG EVO 200MLP НЕПОДХОДИТ (!!!) для сварки алюминия , так как для сварки алюминия аппарат должен обладать возможностью сварки на переменном токе, иметь бесконтактный поджиг, а так же функции «баланс полярности» и «продувка газом» до и после сварки.
Это необходимо, так как алюминий – высокоактивный, неустойчивый металл, при взаимодействии с кислородом мгновенно покрывается толстой тугоплавкой оксидной пленкой, с температурой плавления в 2,5 раза выше температуры плавления чистого алюминия. Чтобы разрушить оксидную пленку и не допустить взаимодействия алюминия с окружающим воздухом, сварку алюминия проводят в среде аргона на переменном токе.
Чтобы разрушить оксидную пленку и не допустить взаимодействия алюминия с окружающим воздухом, сварку алюминия проводят в среде аргона на переменном токе.
ГАРАНТИИ И ОБСЛУЖИВАНИЕ
Гарантия производителя составляет 24 мес.
Гарантийное и послегарантийное обслуживание осуществляется в сервисных центрах
Сварка алюминия полуавтоматом | Цех металлообработки на заказ, завод по обработке металла,токарные, фрезерные работы, резка металла. Мадис.
Среда, 15 Май, 2019
В этой статье речь пойдёт о сварке алюминия полуавтоматом. Можно ли сваривать алюминий обычным полуавтоматом? Требует ли такая сварка дополнительных навыков? Об этом вы узнаете из данной статьи.
Все чаще люди, которые хотят купить сварочное оборудование, задают вопрос: «А алюминий этим аппаратом сваривать можно?». Почему людей волнует вопрос о возможности сварки алюминия тем или иным сварочным аппаратом? Человек не исключает вероятность того, что ему рано или поздно понадобится приварить какие-нибудь алюминиевые детали, и ему хотелось бы, чтобы его сварочный агрегат был к этому способен. Какая сварочная машина будет иметь такую возможность? Если говорить о сварке алюминия в целом, то этот процесс отличается от сварки стали, и требует специального сварочного оборудования и дополнительных навыков. В этой статье речь пойдет о полуавтоматической сварке, а точнее о том, можно ли использовать полуавтомат для сварки алюминия, как выглядит этот процесс и что для этого нужно.
При сварке алюминия полуавтоматом (в среде инертных газов в режиме MIG) используется специальная алюминиевая проволока, которая так же, как и обычная омедненная проволока, подается к зоне сварки через сварочный рукав с пистолетом (горелку) при помощи роликов подающего механизма. Если у вас был опыт в сварке полуавтоматом обычных металлов, то при сварке алюминия нужно будет немного поменять тактику. Алюминий – мягкий металл, поэтому скорость подачи сварочной проволоки должна быть быстрей, чем при сварке стали. Алюминий – хороший проводник тепла и для того, чтобы получился достаточный провар и хороший сварной шов, нужно сваривать алюминиевые детали на токе большем чем, в тех же условиях, необходим для сварки обычного металла. Начав сварку с большего тока, потом можно его постепенно сбавлять. На больших токах варить алюминий проще и легче.
Алюминий – хороший проводник тепла и для того, чтобы получился достаточный провар и хороший сварной шов, нужно сваривать алюминиевые детали на токе большем чем, в тех же условиях, необходим для сварки обычного металла. Начав сварку с большего тока, потом можно его постепенно сбавлять. На больших токах варить алюминий проще и легче.
Выбор оборудования и материалов
Используйте более мощный сварочный аппарат для сварки толстого металла. Если вы будете регулярно заниматься сваркой алюминия, то полуавтомат, который вы хотите купить должен иметь мощность более 200 ампер. В идеале, для сварки алюминия полуавтоматом нужен режим PULSE (режим импульсной сварки). Этот режим нужен для того, чтобы пробить окисную пленку, а так же для того, чтобы исключить возможность перегрева детали и ее прожога. Еще сварка импульсом обеспечивает хорошую «чешуйчатость» и качество сварного шва.
Выбор правильного защитного газа
Алюминий требует защитного газа в виде чистого аргона или смесь аргона и гелия (для толстых листов) в отличие от стали, для сварки которой, как правило, используется смесь аргона и углекислого газа (CO2). Это не требует применения каких-либо новых шлангов или рукавов, хотя вам, возможно, потребуется заменить редуктор и регуляторы, если они были разработаны специально для CO2.
Выбор сварочной проволоки и ее подача
Используется специальная алюминиевая проволока. Если вы хотите использовать проволоку 0,8, то сопло лучше всего подобрать с диаметром 1, 0. Это необходимо, потому что алюминий при нагреве расширяется больше чем сталь. Это означает, что потребуется контактные наконечники с большим отверстий, чем те, которые используются для стальной проволоки такого же размера.
Канавки у роликов в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась (для стальной проволоки используются V-образные канавки). Для идеальной сварки алюминия сварочный полуавтомат должен иметь 4-х роликовый прижимной механизм. Подача проволоки будет больше, чем при сварке стали. Все вышеперечисленные меры нужны, чтобы сварочный полуавтомат для сварки алюминия не закусывал мягкую алюминиевую проволоку при ее подаче во время сварки.
Подача проволоки будет больше, чем при сварке стали. Все вышеперечисленные меры нужны, чтобы сварочный полуавтомат для сварки алюминия не закусывал мягкую алюминиевую проволоку при ее подаче во время сварки.
Для уменьшения трения алюминиевой проволоки в горелке, необходимо использовать неметаллический кабельный канал. Обычно он изготовлен из графита или тефлона.
Сварочная горелка
Особое внимание следует уделить горелке полуавтомата. Не забывайте об этой важной детали! Так как алюминиевая проволока очень мягкая, шланг горелки не должен превышать 3 метра и должен быть прямым, без скручиваний.
Процесс сварки алюминия полуавтоматом
В процессе сварки важно поддерживать постоянную длину дуги, для сварки алюминия длина дуги обычно составляет 12-15 мм. Если длина дуги меньше необходимого — будет прожог, если больше — несплавление. Этот параметр зависит от толщины детали и химического состава алюминиевого сплава. Параметры сварки будут отличаться при различных марках сплавов, имеющих различную теплопроводность. Заварка кратера в конце сварного шва вызывает сложности, потому что алюминий быстро остывает и твердеет. Это можно решить с помощью высококвалифицированного опытного сварщика или путем использования на полуавтоматах 4-тактного режима работы сварочной горелки. Для сварки алюминия 4-тактный режим позволяет установить большой сварочный ток в начале сварки, разогревая деталь и пробивая окисную пленку, и малый сварочный ток в конце сварки для заварки кратера шва.
Подведем итоги. Если вы подбираете и хотите купить обычный сварочный полуавтомат, который варит классической стальной проволокой, но изредка хотите сваривать и алюминий, то, скорее всего ваш выбор правильный. Но с обычным полуавтоматом для сварки алюминия потребуется смекалка и дополнительные навыки. В случае если сварка алюминия – это часть вашей повседневной работы – позаботьтесь о том, чтобы купить сварочный полуавтомат соответствующего профиля, в котором есть все необходимые опции для сварки алюминия.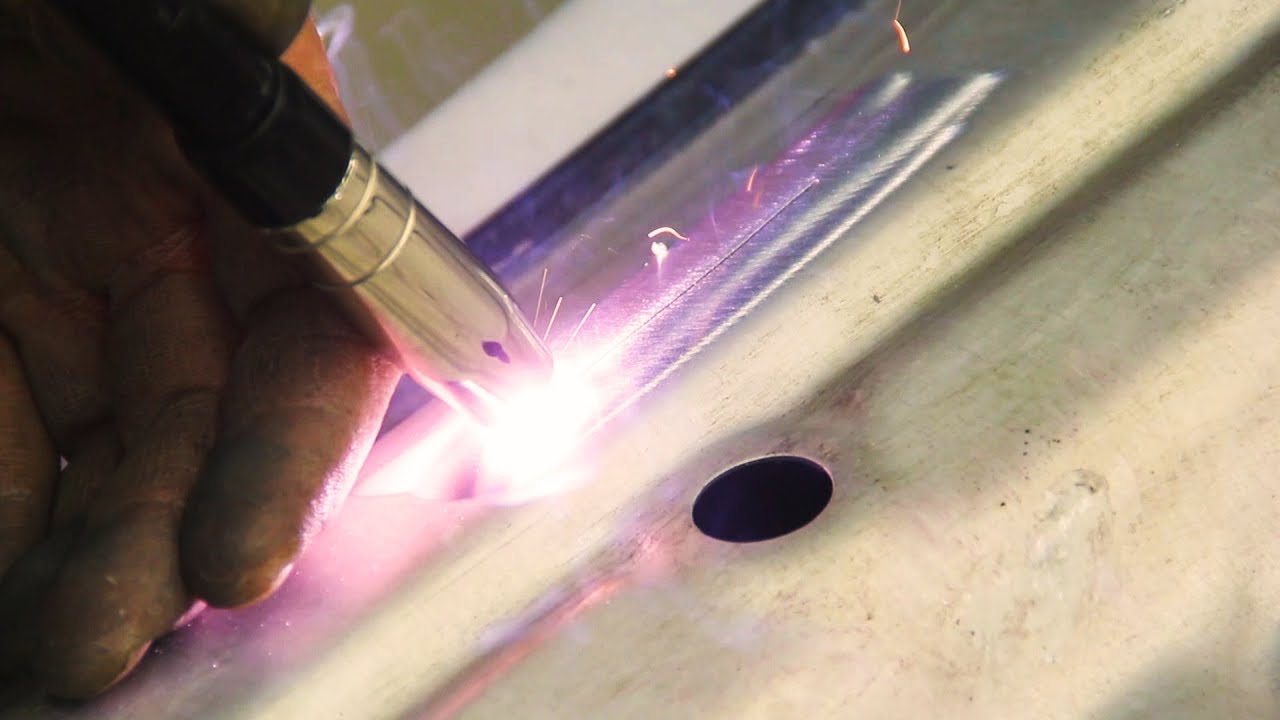
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО И ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ. НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса порошковой сварки в среде защитного газа, что в тех общих сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения полуфабриката -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки.Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОРОГОЙ ремонт сварных швов и брак сварных деталей обычны. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ ПОИГРАТЬ С КОНТРОЛЯМИ», МОЖЕТ БЫТЬ ПЕРЕМЕЩЕН НА МУЗЫКУ И БЫТЬ СДЕЛАН В ГЛОБАЛЬНЫЙ МАГАЗИН СВАРКИ.
Возможно, это отражение недостатка опыта в области управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, это небольшое количество сварочных цехов. осведомлены о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
осведомлены о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применен, по крайней мере, высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об одном инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах нержавеющей стали в SpaceX и многих годы и миллионы долларов были потрачены впустую, поскольку Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для получения результатов испытаний на разрушающие сварные швы из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIP TIG, обеспечивая при этом самую высокую энергию сварки в инертной атмосфере уникален тем, что также обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG — это также процесс сварки, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также устраняет проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG для сварки качественных сталей и сплавов CODE огромны, и столь же необычным является медленный отклик мировой сварочной отрасли на значительные преимущества в отношении качества / стоимости, которые могут быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общего отсутствия контроля за процессом сварки и передового опыта в области сварки, который преобладает во всех отраслях промышленности, где используются обычные процессы дуговой сварки, такие как импульсная сварка MIG, GTAW. и газозащитный флюсовый порошок. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, дает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельные, все позиции». , используйте качественные сварные швы, которые не требуют доработки.TIP TIG самый простой в использовании процесс позиционирования. Без дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт, посвященный TIP TIG без BS, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG обеспечивает на 200–400% больше наплавки, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с повышенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG — всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки при отсутствии проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс от корня до заполнения, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.

____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс в личном кабинете и медленного развития процесса сварки, который преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на переоборудование сварных швов сверх установленного бюджета или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления на оборудовании MIG, которое мало изменилось за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления на оборудовании MIG, которое мало изменилось за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десятилетие, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но буду вежливым предоставить его здесь.И даже при широком использовании TIP TIG сейчас, в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о полностью ручных и автоматических возможностях сварки и возможностях этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы они постоянно развивались в соответствии с процессами сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.
СВАРОЧНЫЙ ИНЖЕНЕРНЫЙ КОМПЛЕКС В США ПОЗВОЛИЛ КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ, ПРОСТО НЕВОЗМОЖНО для большинства сварочных цехов, обслуживающих нефтедобывающую промышленность.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовали пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем у этой компании потребовался месяц, чтобы сделать TIP TIG своим основным ручным и автоматизированным процессом сварки, который будет использоваться для большинства сварных швов качества их нормативных требований на своих предприятиях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века вместе с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям процесса сварки, которые могут улучшить качество, производительность и затраты, они могут с таким же успехом закрыть двери своих сварочных цехов и открыть чашку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите мой другой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварка порошковой проволокой в среде защитного газа очень важна- Ежедневное качество сварки и производимая сварка часто мало меняются за шесть десятилетий.
- Ожидается брак брака и доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется несколько сварочных процессов.
- В отделениях сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Обычно можно найти опытный сварщик, который «поиграет» со своим руководством . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, где есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, кто понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти кого-то, кто менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых сварных швов 1/14 MIG.
________________
Отсутствие права собственности на сварочный процесс во всем мире — обычное недостающее звено
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения по сварке, легко найти ресурсы, которые они требуется для этого на этом сайте.Меня зовут Эмили Крейг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов на протяжении более 40 лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную сварку MIG — GTAW — Flux. Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт позволяет мне выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН САМЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССА, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварных швов заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварных швов.
В конце концов, когда менеджеры или инженеры поймут, что их дорогостоящий отдел контроля качества и сварочный персонал не предоставляют эффективных решений в процессе сварки для решения ежедневных проблем ручной или роботизированной сварки, менеджер может затем обратиться к более дорогостоящим решениям, например, нанять больше сварщиков. , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке со всего мира, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы. качество и производительность, а создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРОЙ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
ПРИЛОЖЕНИЕ ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОБЛЕМЫ: Существенным требованием к владению процессом сварки со стороны фронт-офиса является понимание ключевыми лицами компаний, принимающих решения по сварке, ценности того, что на протяжении десятилетий известно немногим менеджерам или инженерам, является важным требованием: средства контроля процесса сварки — передовой опыт в области сварочных работ.При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварочного шва. Опыт управления процессами и передовой практики, который позволяет организации последовательно добиваться максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
УБЕДИТЕЛЬНО, ЭТО НЕ ТОЛЬКО ИНЖИНИРИНГ: Когда инженеры, менеджеры или супервайзеры сварочного цеха решают проблему, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают в течение десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса для почти четырех тысяч североамериканских специалистов по продажам сварных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна область, которая всегда резко свидетельствует об отсутствии средств контроля сварочного процесса MIG и передового опыта в области сварки, который преобладает на большинстве мировых автомобильных и грузовых заводов, заключается в часто плохих, постоянно меняющихся данных сварки, которые имеют К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварного шва в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
На протяжении десятилетий самый глобальный производитель. и руководители предприятий не знали, что их инженеры или техники не обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен здесь.ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ ЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и контролеры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботов контролировать требования к опыту владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками контроля сварочного процесса и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса сварки роботов или вручную, этот же руководитель также мог бы быть достаточно мудрым, чтобы гарантировать, что на их эксперта по контролю сварочного процесса была возложена ответственность обучить всех сотрудников как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы независимо от их опыта в области сварки их мог представить любой. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова: «Должен иметь необходимый контроль сварочного процесса и опыт передовой практики сварки».
ЭТО БУДЕТ ШОРОЧНЫМ МНОЖЕСТВОМ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
СВАРОЧНАЯ КОМАНДА: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не контролируют процесс сварки и не имеют опыта передовой практики, они часто создают команду сварщиков, команду, которой, по иронии судьбы, также не хватает такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение было предоставлено всему персоналу компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored и TIP TIG, Ручное и роботизированное управление процессом сварки и передовая практика сварки, программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и защита, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «так они всегда делали это». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, процесс, который позволит сварочным цехам использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. Подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная сварка MIG, порошковая сварка и сварка горячей проволокой, кратко обсуждаются на этой странице, а самые обширные в мире данные TIP представлены в TIP TIG. раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 года. Однако я хорошо осведомлен о том, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.THE АГРЕССИВНЫЙ БЫСТРАЯ ЭВОЛЮЦИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Мне хорошо известны причины, по которым «ИЗМЕНЕНИЯ» во многих сварочных цехах трудно осуществить, в конце концов, позволяют Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмической, энергетической, нефтяной и оборонной отраслях, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже десятилетие возглавляет Северную Америку.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА КОНСУЛЬТАЦИИ ПО ПРОДАЖЕ СВАРКИ, ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ПОЛУЧАЮЩЕЕ ВРЕМЯ СТАЛИ И НЕРЖАВЕЮЩЕЙ СТАЛИ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стального или нержавеющего углового шва на стали толщиной> 5 мм, будет знать о сварке MIG. В режиме распыления, который, к сожалению, имеет низкое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом проводит 50% своего времени при низком фоновом токе, тогда неудивительно, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва и не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, что называется «Экспертиза в области контроля сварочного процесса».
В 1970-х и 1980-х годах, используя дешевое оборудование для сварки сварочным электродом в газовой среде, я показывал сварочные цеха, как выполнять сварку короткого замыкания MIG без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без разбрызгивания. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секундуЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятых годах я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый источник питания за 2500 долларов США в 2020 Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварочные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОДКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: В то время как некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше негативных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
Во многих случаях сварки сталей и сплавов в течение десятилетий обычная бесполезная электроника, используемая в импульсном оборудовании MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и металлической порошковой проволоки, которые также использовались в качестве костыля те, кому не хватало опыта в области контроля сварочного процесса. Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
ЗАЩИТНАЯ С ФЛЮСОМ: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что и GTAW, и процесс нанесения порошковой проволоки в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году всю позиционную порошковую проволоку с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему какой-либо сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыточный сварочный дым будут нормой.
ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫЕ МАГАЗИНЫ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.Хотя импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х гг. Отвечали за выполнение большинства ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
___________________-TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварной части с помощью простого в использовании процесса для сварки любых металлов в любых областях размер, и сварные швы в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И Я НАЧИНАЛ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ И МАГАЗИНОВ СВАРКИ В Северной Америке. КИТАЙ.2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных от TIP TIG, преимуществ, изложенных на этой странице и особенно в моей комплексной программе TIP TIG, которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварного шва такова, что когда требуется максимально возможное качество для всех положений, корня или насадки, углового или стыкового соединения, мелких или больших деталей, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой TIG.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, могут не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих приложений глобального сварочного цеха с высоким качеством кода. Обратите внимание: сравнение процессов сварки будет иметь большее значение, когда те, кто заинтересован в сопоставлении, имеют средства управления процессом сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заполняющих проходов для любых применений и металлов, а также подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварного шва (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве рентабельных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и подаваемой энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварных швов и пористость.
- Не должен давать брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутой скорости сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также лучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ НАИЛУЧШУЮ ВСЕПОЗИЦИОННУЮ СВАРКУ.Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм наименьший нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными процессами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнений процессов сварки полезно, если те, кто проводит сравнения процессов, сначала обладают средствами управления процессом сварки и передовой практикой сварки, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в газовой среде, которые соответствовали бы показателям качества сварки в верхнем левом углу. а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские знают, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои обучающие программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах, связанных со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и собственника сварочного инжиниринга, а также отсутствия опыта в области контроля сварочного процесса, как правило, всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие из роботов на заводах достигнут оптимального потенциала производительности роботизированной сварки.
На десятилетия. В результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие контроля за процессом сварки и передового опыта в области сварочных работ.
Его 2020 год, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и тем не менее судостроительный завод;
- ИСПОЛЬЗУЮТСЯ НЕОБХОДИМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБОРУДОВАНИЯ ЕЖЕДНЕВНО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ СТРОИТЕЛЬСТВА СУДНА.
- МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ПРЕКРАЩАЕТСЯ ПРОБЛЕМЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логический менеджер или инженер спросит, почему с простой настройкой, двумя регулировками, сваркой MIG и сваркой порошковой проволокой, которые используются в большинстве случаев ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Также, почему после десятилетий опыта работы с этими двумя сварочными процессами мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной индустрии отсутствуют?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями или почему большинство авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века.Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЯВЛЯЮТСЯ СУЩЕСТВУЮЩИМИ ЭКСПЕРТИЗАМИ.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ НА ПЕРЕДНЕМ ОТДЕЛЕНИИ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ПОЛУЧИТЬ СТОИМОСТЬ ОБЫЧНОЙ СВАРКИ МИГ ИЛИ ФИЛЕТОМ 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] РУКОВОДИТЕЛИ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был раньше, однако обсуждаемые процессы и приложения сварки разнообразны, процесс сварки требует значительных затрат, а также отрицательно сказывается на качестве дорогостоящей сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что контроль процесса — темы передовых методов сварки должны быть интересны всем, кто называет себя профессионалом в области сварочных работ.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и обобщить тему контроля сварочного процесса и передовых методов сварки и передать их всем лицам, принимающим решения по сварке.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным будет TIP TIG. процесс. Читатель найдет с этими тремя сварочными процессами наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.ДЛЯ МЕНЯ, 50 ЛЕТ ПРОШЛО В ЭТОЙ ОТРАСЛИ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, возникшие в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
РЕАЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО МНОГИЕ МАГАЗИНЫ СВАРОЧНОЙ СВАРКИ ЗНАЛИ ДЕСЯТИЛЕТИЕ НЕРАБОТКИ ОБОРУДОВАНИЯ ДЛЯ СВАРОЧНОГО ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН УКАЗАТЕЛЬ ОТСУТСТВИЯ ПРОЦЕССА ЭТОГО ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно импульсное оборудование MIG для сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если руководителей фронт-офиса, принимающих решения о сварных швах, спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местные торговые представители. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно, когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или регулярная сварка CV MIG, вы могли бы подумать, что было бы логичным, чтобы лица, ответственные за решения роботизированной сварки MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖИ СВАРОЧНОГО ГАЗА И ЦЕХОВ СВАРКИ BS:
В Северной Америке доступно более сорока газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых газовых смесей MIG — это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИТ УПРОЩЕНИЕ, УНИВЕРСАЛЬНОСТЬ И ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ СОТРУДНИКОВ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЕТСЯ НАИЛУЧШИЕ ПРАКТИКИ.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении / самообучении Управление процессом сварки MIG и порошковой порошковой проволокой в среде защитного газа — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных режима сварки. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и инженерно-техническому делу много знал о сварке штангой и ничего не знал о сварке с флюсовой сердцевиной и MIG Weld Process Controls, а также о лучших методах сварки.На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Полученная информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА РЕМОНТ НА СВАРКУ НА ПРОИЗВОДСТВО ВМФ, И ПОСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАЯ, УПРАВЛЕНИЕ ВЕРСИИ ВЕРСИИ ВЕРСИИ СМОТРЕТЬ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не имели сварочного цеха, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось решением дорогостоящих сварочных вопросов, и редко было свидетельством понимания или важности использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
Для тех, кто не интересуется моим общим мнением и моим вниманием к сварке передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
2020… КОГДА ПРИХОДИТ К СВАРКЕ СУДОВ ВМФ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ ГЛОБАЛЬНОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАКОНЧЕННЫМИ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения инженерными сварочными процессами. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций сварных швов и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки. которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. В настоящее время в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.
ВЛАДЕНИЕ Процессом исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, роботизированное управление процессом сварки и передовая практика сварки, учебные материалы или материалы для самообучения.
В то время как МНОГИЕ СВАРОЧНЫЕ МАГАЗИНЫ ФОКУСИРУЮТСЯ НА «НАВЫКЕ СВАРОЧНИКА», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ СВАРОЧНЫЕ НАВЫКИ НЕ ЯВЛЯЮТСЯ НАИЛУЧШИМИ ПРАКТИКАМИ, И НАВЫКИ СВАРОЧНЫХ МАГАЗИНОВ WELDERT 9000 EXPEL 9000 ОКАЗЫВАЮТ УКАЗАТЕЛЯ WELDERT 9000 WELDISE 9000 WELDISE 9000. ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ.Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не обеспечивают адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации сварочного процесса. Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
КАЧЕСТВО СВАРКИ — ОТВЕТСТВЕННОСТЬ ЗА СВАРКУ.
Эта платформа m использовалась для размещения на море. Все, что потребовалось, — это плохой угловой сварной шов на 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, и платформа рухнула в океан, в результате чего погибли 123 человека и понесены миллиарды долларов.
MIG Welding Aluminium: Maine Welding Company
MIG Welding Aluminium — это быстрый адаптируемый процесс, который используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/16 дюйма.Толщиной от 1,6 мм до нескольких дюймов.
Защитный газ для сварки MIG алюминия . Необходимо принять меры для обеспечения максимальной эффективности газовой защиты. Для сварки алюминия методом MIG используется аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон. Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги.Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия. Схема проникновения показывает глубокий центральный разрез. Гелий дает более плоский и широкий шарик и более широкую картину проникновения под шариком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них. Картина проникновения и контур валика показывают характеристики обоих газов.Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия методом MIG в инертном защитном газе. Рекомендуется передний угол хода 30 °. Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 представлены графики процедуры сварки алюминия методом MIG.
Сварка алюминия методом MIGПроволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки. Часто используется метод зажигания дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое подведение дуги к начальной точке сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки на противоположное и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить появление кратеров и трещин. Обычно используются вкладки стока. Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов относительно работы. Обычно предпочтение отдается технике бусинок. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва.
Скорость перемещения дуги контролирует размер валика.
При сварке алюминия методом MIG важно поддерживать высокую скорость перемещения.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх.
При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелой части. Небольшой угол обратной стороны иногда бывает полезен при сварке тонких секций с толстыми.
Корневой проход стыка обычно требует короткой дуги для обеспечения желаемого проплавления.При последующих проходах можно использовать дугу немного большей длины и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте лайнеры нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики. Продеть алюминиевую проволоку чрезвычайно малого диаметра через длинные кабельные сборки пистолета сложнее, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Требуются пистолеты с водяным охлаждением, за исключением слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучшее зажигание и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра. С этой системой качество сварки кажется лучше. Источник питания постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подводимую мощность к сварному шву и высочайшее качество сварки.
Алюминий для сварки MIG, конструкция стыковКромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.Допустимые конструкции соединений показаны на рис. 7-12.
Руководство по сварке алюминия методом MIG и TIG
Воспроизведено с любезного разрешения журнала Welding Design and Manufactation Magazine
Это рекомендации по выбору правильного оборудования для сварки, применению правильной техники, подготовке основных материалов и визуальному осмотру сварных деталей, чтобы обеспечить высокое содержание металла в газе. а также сварка вольфрамовым электродом в среде защитного газа любого алюминиевого сплава.Сварка алюминиевых сплавов может оказаться довольно сложной задачей даже для опытных сварщиков сталей. Из-за более низкой температуры плавления и большей теплопроводности алюминиевые сплавы легко подвержены прожогу, если сварщики выполняют определенные процедуры. Помимо подачи алюминиевой сварочной проволоки в процессе (GMAW) газо-металлической дуговой сварки, это испытание, так как проволока имеет меньшую прочность столба, оказывается мягче стали и склонна к запутыванию в приводном валке.Чтобы справиться с этими трудными проблемами, операторы сочтут очень полезным следование практическим правилам и выбору приведенных ниже руководств по оборудованию.
GMAW или газовая дуговая сварка металла
Подготовка основного металла: При сварке алюминия очень важно, чтобы операторы не забывали избавляться от любого присутствия оксида алюминия, углеводородных загрязнений из режущих растворителей или масла и всегда очищать основу материала. Хорошо известно, что оксид алюминия плавится при температуре 3700 F на поверхности материала, тогда как алюминий материала у основания ниже плавится при температуре 1200 F.Таким образом, очевидно, что любой оксид, оставшийся на внешней стороне основного материала, может препятствовать проникновению присадочного металла прямо в изделие.
От оксидов алюминия можно эффективно избавиться с помощью проволочной щетки из щетины из нержавеющей стали или других травильных растворов или растворителей. Если используется щетка из нержавеющей стали, не забывайте чистить ее только в определенном направлении и не забывайте чистить осторожно, так как грубая чистка помогает еще больше задержать оксиды внутри заготовки.Также следует помнить, что при очистке алюминия никогда не используйте щетку, которая использовалась для очистки углеродистой или нержавеющей стали. Если используются растворы для химического травления, перед началом сварки убедитесь, что они не работают. Чтобы снизить опасность попадания углеводородов из растворителей для резки и других масел в сварной шов, удалите их с помощью обезжиривателя, предварительно убедившись, что в нем нет углеводородов.
Техника проталкивания: при сварке алюминия лучше держать пистолет на расстоянии от сварочной ванны, чем тянуть его, так как это дает лучшие результаты при очистке, уменьшая загрязнение сварного шва и улучшая покрытие экрана. газ.
Защитный газ: Аргон, благодаря своей проницаемости и высокому стандарту очищающего действия, является наиболее популярным и распространенным защитным газом, который используется при сварке алюминия. При сварке алюминиевых сплавов серии 5ХХХХ накопление оксида магния будет минимальным, поскольку он представляет собой смесь защитного газа с гелием и аргоном — максимум 75% гелия.
Предварительный нагрев: Это может помочь предотвратить растрескивание алюминиевой заготовки при сварке. Поскольку температура предварительного нагрева никогда не должна превышать 230 F, отслеживайте ее с помощью индикатора, который отображает температуру, чтобы избежать перегрева.Сохранение прихваточных швов как на начальных, так и на конечных частях, которые должны свариваться, будет иметь большое значение для облегчения предварительного нагрева. Перед приваркой алюминия к тонкой детали сварщикам необходимо сначала нагреть довольно толстый кусок, а в случае холодной притирки попробовать использовать выступы для схода и притирки.
Сварочная проволока: Выбирайте алюминиевую присадочную проволоку с такой же температурой плавления, как и у основного материала. Если оператор может разумно снизить диапазон температуры плавления металла, тем легче будет сваривать сплав.Приобретайте проволоку диаметром 3/64 или 1/16 дюйма, так как чем больше диаметр проволоки, тем легче ее подавать. Проволока диаметром 0,035 дюйма в сочетании с процессом импульсной сварки с меньшей скоростью подачи проволоки в идеале может составлять от 100 до 300 дюймов в минуту, что было бы идеальным для сварки тонкого материала.
Сварные швы выпуклой формы : Кратерное растрескивание является причиной большинства отказов при сварке алюминия . Это растрескивание происходит из-за высокой скорости теплового расширения алюминия, а также из-за значительных сокращений, возникающих при остывании сварных швов.Вероятность растрескивания наиболее высока для вогнутых кратеров, поскольку внешняя поверхность кратеров разрывается и сжимается при охлаждении. Таким образом, сварщики должны создавать воронки так, чтобы они образовывали бугорок или выпуклую форму, поскольку это компенсирует силы сжатия при остывании сварного шва.
Скорость хода: При сварке алюминия процесс должен быть «быстрым и горячим». В отличие от стали, алюминий с высокой теплопроводностью требует большей скорости движения сварного шва, настроек напряжения и использования сверхмощного тока.В случае очень низкой скорости движения сварщик рискует получить чрезмерный ожог, особенно если речь идет о тонкостенных алюминиевых листах.
Выбор источника питания: При выборе источника питания для GMAW алюминия в первую очередь следует учитывать систему импульсной дуги или дуги с переносом струи. Аппараты постоянного напряжения (cv) и постоянного тока (cc) могут использоваться для дуговой сварки. Распылительная дуга поглощает очень небольшую струю жидкого металла и затем разбрызгивает ее вдоль дуги к основе материала с проволоки электрода.Для толстого алюминия, для которого может потребоваться сварочный ток более 350 А, куб.см обеспечит максимальные результаты.
Импульсная передача обычно осуществляется при питании от инвертора. Новейшие источники питания имеют присадочную проволоку типа и диаметра, а также встроены процедуры подачи импульсов на основе. При импульсном GMAW крошечная капля присадочного металла переносится на заготовку в электроде с каждым импульсом тока и создает положительный перенос капли, что приводит к меньшему разбрызгиванию и более высокой скорости следования по сравнению со сваркой с переносом распылением.Использование импульсного метода GMAW на алюминии помогает лучше контролировать подвод тепла, что облегчает сварку в смещенном состоянии и позволяет сварщику сваривать материал тонким калибром при меньших токах и скоростях подачи проволоки. .
Устройство подачи проволоки: Двухтактная система, в которой используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды. Это самый предпочтительный способ подачи мягкой алюминиевой проволоки на большие расстояния.Электродвигатель с регулируемой скоростью с постоянным крутящим моментом, расположенный в шкафу механизма подачи проволоки, помогает направлять и проталкивать проволоку от одной стороны к другому концу горелки с постоянной скоростью и силой. Двигатель с высоким крутящим моментом, который находится внутри горелки, используемой для сварки, втягивает проволоку внутрь и наружу и помогает поддерживать одинаковую скорость подачи проволоки и длину дуги. В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи алюминиевой и стальной проволоки.
В таком случае использование тефлоновых или пластиковых вкладышей может помочь обеспечить плавную и стабильную подачу алюминиевой проволоки.Пластиковые трубы, которые входят, и выходящие трубы долота, могут использоваться в качестве направляющих трубок для поддержки проволоки как можно ближе к приводному ролику, чтобы проволока не запуталась. Во время сварки кабель горелки должен быть как можно более параллельным, чтобы уменьшить сопротивление подачи проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы избежать образования алюминиевой стружки.
Используйте ведущие ролики, специально предназначенные для алюминия, и установите натяжение ведущего ролика для обеспечения равномерной скорости подачи проволоки.Если имеется чрезмерное натяжение, проволока деформируется и приведет к грубой и беспорядочной подаче, а слишком низкое натяжение приведет к неравномерной подаче. Таким образом, любое из этих условий может привести к возникновению нестабильной дуги и пористости сварного шва.
Сварочные пистолеты: Для сварки алюминия необходимо использовать отдельные вкладыши горелок. Во избежание истирания проволоки на оба конца гильзы можно положить ограничитель, чтобы можно было устранить зазоры между газовым диффузором на пистолете и гильзой.Частая смена футеровки помогает снизить вероятность образования абразивного оксида алюминия, который вызывает проблемы с подачей проволоки. Использование контактного наконечника, который примерно на 0,015 дюйма больше диаметра присадочного металла, поможет быстро нагреть наконечник, тем самым расширившись до овальной формы, что, вероятно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используется пистолет с водяным охлаждением, что сводит к минимуму накопление тепла и, таким образом, уменьшает другие проблемы с подачей проволоки.
Катушечный пистолетMIG против TIG
Стенограмма видео
Сварка алюминия: пистолет-распылитель MIG против TIG
Привет.Джоди здесь, с WeldingTipsandTricks.com. Видео на прошлой неделе было первой частью сборки алюминиевого навеса. Мы собрали большую часть конструкции в цехе JD, всю сварку TIG с помощью аппарата на 200 А, полную педаль для большей части сварки. Многие люди спрашивают, почему мы не использовали катушечный пистолет. Почему мы не стали его сваривать методом MIG. Конечно, могли. Часть вторая еще не готова. Хочу подождать, пока все кадры будут доработаны и тент повешен на место, где можно будет увидеть готовый продукт.
В этом видео я хочу сравнить скорость, недостатки, области перекрытия и все, что при сварке TIG и сварке алюминия MIG.Есть много совпадений. Есть определенные вещи, в которых вы определенно можете выполнить сварку в сварке, и вы определенно можете ее выполнить. Иногда быстрее, иногда — чуть быстрее. Об этом мы и поговорим сегодня.
У меня есть металл толщиной в четверть дюйма, то есть примерно 6 мм толщиной. Я собираюсь сравнить скорость движения, мы посмотрим на несколько снимков дуги, а в конце сделаем резку и травление. Если вы не уверены, что означает «вырезать и травить», просто придерживайтесь конца, и вы поймете, когда посмотрите его.Хорошо, давай перейдем к делу.
Когда мы перейдем ко второй части видео о сборке навесов, когда все будет готово, и я смогу это показать, вы увидите, как JD запускает эту машину от генератора. Здесь я использую свою машину в своем магазине. Настройка его для катушки с катушкой, 100% аргон, положительный электрод, 4043,035, и выбор толщины три шестнадцатых, и вот что он мне дает.
Я всегда обнаруживал, что на этой конкретной машине настройки скорости подачи проволоки довольно высоки, особенно для алюминия.Вы можете использовать настройки машины по умолчанию или таблицу на внутренней стороне машины, но вы можете видеть, что там 590 дюймов в минуту, 23 вольта. Я сразу его обрезал. Уменьшил его до 415 и даже опустился немного ниже, и даже сгорел наконечник, когда у меня было около 400, так что я остановился на 415. Он работал лучше при приближении к 400, но я был на этом рваном крае, сгорая. чаевые, и я не люблю сжигать чаевые. Вы можете видеть часть сварного шва, здесь не будет брызг, а затем вы увидите, как брызги поступают, но этот жужжащий звук — это то, чего вы отчасти хотите.Я просто установил скорость подачи проволоки немного выше оптимальной, чтобы не прожечь наконечники.
Несколько вещей, которые следует учитывать при использовании катушечного пистолета: Держите под рукой множество контактных наконечников. Вы просто проходите через них больше, чем со сталью, и их трудно использовать повторно. Используйте угол пистолета-толкателя. Иногда вам придется тянуть, но по возможности используйте толчок. Аргон или смесь аргона с гелием. Не пытайтесь использовать газ 75/25 или C25, как сталь. Хорошая почва. Это поможет вам лучше начать.Дважды подумайте о сварке всего, что тоньше восьмой или 3,2 мм.
Я применил небольшое колебание на этом последнем сварном шве. Немного а, вроде вперед и назад, или вроде небольшой серии курсивных е, как я бы сделал на стали. Тебе не нужно этого делать. Фактически, здесь я просто буду следовать за устойчивым толкающим движением без каких-либо реальных манипуляций, без каких-либо колебаний. После увеличения потока аргона примерно до 30 кубических футов в час, похоже, я очень близко подошел к этому.
Здесь я установил соединение внахлест длиной 12 дюймов.Толщина четверти дюйма, то есть примерно 6 мм. Я знаю, что угол пистолета выглядит так, как будто я тяну сюда. Это что-то вроде камеры. Это небольшой угол толчка. И, знаете, как это часто бывает, тот самый последний сварной шов, который я выполнил, прошел очень хорошо, а этот — не так хорошо. Одна из вещей, которые я замечаю при использовании пистолета с катушкой, — это то, что каждый раз, когда вы нажимаете на спусковой крючок, кажется, что происходит что-то новое. Я просто делаю прямое затягивание, или, я бы сказал, прямой толчок, не сильно двигая пистолетом, за исключением тряски.
Чтобы пройти 12 дюймов, потребовалось 45 секунд. Это равносильно тому, как вы это вычисляете, если разделите 12 на 45, и вы получите 0,266. Умножьте это на 60, и вы получите скорость движения 16 дюймов в минуту. Теперь это нормально. Выглядит не так хорошо, как сварка TIG, и, надеюсь, у меня получается немного лучше. Мне бы пригодилась практика. Я видел некоторых просто потрясающих людей, и я хочу туда попасть.
Если бы я делал этот конкретный стык, который я сделал с помощью TIG в мастерской, это просто стыковой шов на материале толщиной в восемь дюймов.Я ехал довольно хорошо здесь, но этот шарнир, вероятно, прошел бы немного быстрее с катушкодержателем. Я, вероятно, мог бы двигаться со скоростью, близкой к 20 дюймам в минуту, потому что я не пытаюсь заполнить четверть-дюймовую заливку. Я мог бы двигаться с такой скоростью, как я хотел, с пистолетом для катушки. Но даже здесь я скатываюсь с 11 до 12 дюймов в минуту. Мы просто решили использовать TIG в магазине. Этот шов будет виден прохожим. Один из тех сварных швов, которые вы видите прямо, когда подходите ко входу, где будет висеть навес, так что хотелось, чтобы он выглядел так хорошо, как мог бы выглядеть.А затем для полевых сварных швов мы будем использовать пистолет для катушки от генератора.
Тем не менее, пока я был в своем магазине, я решил установить нахлест на четверть дюйма и попытаться ехать так быстро, как мог, и при этом иметь какой-то контроль. Я был как бы на грани потери контроля, пытался заполнить эту четверть дюйма, вложить туда какую-нибудь удочку и не сжевать край, и двигаться так быстро, как только мог. Поднимите мой механизм подачи, моя рука подачи проволоки двигается так быстро, как только может. Глядя на это постфактум в программном обеспечении для редактирования, на то, чтобы пройти 12 дюймов, потребовалась ровно одна минута, то есть, без формулы, 12 дюймов в минуту, по сравнению с 16 дюймами в минуту, которые мы сделали с катушкодержателем.Мы проверим их через минуту.
Мой опыт сварки алюминия методом MIG с помощью пистолета для катушки в основном оставил меня во мнении, что все имеет большее значение, чем сталь. Все было более чувствительно. Угол пистолета: вы хотите толкать, а не тянуть, тогда как со сталью вы можете толкать, вы можете тянуть, прямо внутрь. Есть небольшие различия, но при сварке алюминия MIG, если вы потянете, вы получите сажу. И очень часто вы будете получать некоторую пористость, потому что это очищающее действие не делает то, что должно делать, когда вы тянете.Иногда приходится тянуть. Держите в кармане проволочную щетку из нержавеющей стали в виде зубной щетки. Очень помогает при небольшом количестве сажи. Держите под рукой множество контактных советов. Вы делаете гораздо больше контактных советов, чем со сталью. Трудно использовать их повторно с алюминием, потому что одна маленькая заусенец на внутренней стороне тянется за мягкую алюминиевую проволоку и просто портит вас.
Скорость подачи проволоки. Машины и диаграммы, как правило, указывают вам на немного более высокую скорость подачи проволоки, чем то, что вам действительно нужно.Я думаю, это потому, что они понимают, что если вы используете слишком низкую скорость подачи проволоки, вы действительно получите советы, и это будет неприятно. Итак, начните с рекомендации, а затем отрежьте ее оттуда. Хороший совет. Как только вы получите действительно гудение, по моему опыту, когда я получаю идеальный звук и идеальную передачу струи, я как бы нахожусь на границе обратного горения, поэтому я обычно добавляю немного скорости подачи проволоки оттуда. Я слышу легкий треск и немного брызг.Я лучше получу это, чем буду получать 20 советов в день.
Хорошо, давайте вернемся к испытанию сварных швов. Мы собираемся нарезать их оба примерно посередине, а затем сделаем немного, просто двухэтапную полировку, в основном, зернистостью 120, а затем пэдом Scotch Brite. Чем больше вы полируете, тем лучше, но вы можете получить результат всего лишь с небольшим количеством полировки. Я использую средство для чистки духовки Easy-Off. Это хорошая и легкая штука, которая отлично справляется с задачей травления алюминия для подобных испытаний, чтобы выявить разницу между сварным швом и основным металлом.
Вот и TIG-сварка. В этом нет ничего вопиющего неправильного. Это косяк МИГ. Сварка МИГ. Можно было бы немного отполировать, но результат все равно получим. Сразу можно увидеть всего пару мелких пор, небольшую пористость, но проникновение? Довольно хорошо. Не сильно отличается от сварки TIG. Помимо этих двух маленьких пор, сварные швы очень похожи, и время для этих двух сварных швов не сильно отличается. Это хорошая информация, которую нужно иметь при выборе процесса.Опять же, во второй части мы будем использовать катушечный пистолет, потому что мы снова находимся в поле, и это имеет больше смысла.
Вот и все. Помните, что я поддерживаю эти видео через свой интернет-магазин на WeldMonger.com. Я ценю вашу поддержку. Спасибо за просмотр.
Настройки сварочного аппаратаMIG для различной толщины металла Настройки сварочного аппарата
MIG могут существенно различаться от модели к модели и, конечно, от производителя к бренду.Эта статья является скорее общим руководством, чтобы помочь начинающему сварщику понять, как различные настройки повлияют на ваши результаты. В отличие от сварки штучным сварочным аппаратом, сварка MIG представляет собой полуавтоматический процесс. Сама сварка требует очень небольшого количества навыков, если настройки сварочного аппарата MIG соответствуют области применения. Информация в этой статье относится к сварке сплошной проволокой. При сварке проволокой Flux Core параметры могут быть совсем другими.
Факторы, влияющие на настройки сварочного аппарата MIG
Вам потребуется внести изменения в настройки сварочного аппарата MIG на основе различных критериев.Перед началом сварки убедитесь, что вы понимаете, как эти настройки влияют на процесс сварки. Вы должны учитывать следующие факторы:
- Тип металла, который вы будете сваривать
- Тип необходимого газа
- Толщина металла
- Чистота стыка
Какой металл вы свариваете?
Тип металла, который вы будете сваривать, имеет большое влияние на настройки MIG Welder. Материал также определяет размер и материал проволоки, а также необходимый газ.Металлы, которые можно сваривать на аппарате MIG, можно разделить на три основных класса:
- Углеродистая сталь, также называемая мягкой сталью или A36
- Цветные металлы, алюминий, медь и титан
- Нержавеющая сталь и другие сплавы на никелевой основе
Какой газ вам нужен?
Защитный газ используется в процессе сварки MIG для предотвращения воздействия на расплавленную лужу кислорода, азота и водорода, которые присутствуют в атмосфере и загрязняют сварной шов.Для достижения оптимальных результатов вам необходимо использовать газ, соответствующий типу свариваемого металла. Скорость потока защитного газа также будет иметь значение. Обратитесь к руководству, прилагаемому к вашей машине, чтобы найти соответствующие настройки защитного газа.
Выберите лучший газ для вашего процесса:
Двуокись углерода (CO2): Это наиболее распространенный защитный газ, используемый в процессе сварки MIG. Это единственный защитный газ, который можно использовать без добавления инертного газа.CO2 — хороший выбор для сварки толстых материалов, требующих глубокого проплавления. Если стоимость является основным фактором, это самый дешевый защитный газ.
СМЕСЬ АРГОН / СО2: Отношение аргона к СО2 может составлять от 75 до 95 процентов. Аргон, смешанный с 5–25 процентами СО2. Argon CO2 MIX обеспечивает более высокое качество сварки по сравнению с прямым CO2, а также повышает производительность.
100-процентный аргон: Для сварки цветных металлов, таких как алюминий, магний и титан.
Tri-MIX Гелий / аргон / C02: Газ Tri-MIX создает более горячую дугу, которая улучшает скорость и общую производительность. Это лучший вариант для сварки нержавеющей стали.
Толщина металла, параметры силы тока и размер провода
У каждого сварочного аппарата MIG есть оптимальное решение для заданной толщины материала, из определенного сплава, с использованием проволоки определенного размера и определенного защитного газа. Чтобы помочь вам принять участие в охоте, мы предоставили удобные инструкции ниже. Имейте в виду, что это просто общий обзор, чтобы дать вам отправную точку, и эти настройки применимы только к низкоуглеродистой стали при сварке сплошной проволокой.Настройки для проволоки Flux-Core и цветных металлов будут совершенно другими.
Параметры толщины металла и силы тока: При сварке низкоуглеродистой стали хорошим практическим правилом является установка уровня силы тока на 1 ампер на каждые 0,001 дюйма толщины. Поэтому, если вы свариваете низкоуглеродистую сталь 12-го калибра и толщиной 0,100 дюйма, вы должны установить машину на 100 ампер.
Размер провода и диапазон силы тока: Каждый размер провода обеспечивает значительный рабочий диапазон и значительное перекрытие.Это может помочь вам стандартизировать один или два размера проводов для большей части вашей работы. Само собой разумеется, что меньшая проволока используется для более тонкого листового металла, а проволока большего диаметра используется для более тяжелой пластины. Вам необходимо соблюдать следующие параметры:
- Провод диаметром 0,023 дюйма / от 30 до 130 ампер
- Провод диаметром 0,030 дюйма / от 40 до 145 ампер
- Провод диаметром 0,035 дюйма / от 50 до 180 ампер
- Провод диаметром 0,045 дюйма / от 75 до 250 ампер
Где я могу найти правильные настройки сварочного аппарата MIG для моего аппарата?
| Введение Недрагоценный алюминий подразделяется на две категории: деформируемые сплавы, полученные механической обработкой, такой как прокатка, экструзия или ковка, или литые сплавы, полученные путем заливки в форму.Деформируемые сплавы далее делятся на термически обрабатываемые и нетермообрабатываемые в зависимости от состава.
Ниже приводится базовое пошаговое руководство, которому нужно следовать при сварке алюминия. Безопасность прежде всего
Начните с определения наилучшего способа соединения основных металлов.Правильная конструкция соединения и подгонка — важные шаги для обеспечения прочной связи после завершения сварки. Обязательно учитывайте требуемую степень прочности, положение сварки, толщину металла и доступность соединения. Пять основных типов соединений: стык, угол, кромка, внахлест и тройник. Эти пять соединений могут быть расположены во многих комбинациях для создания большого количества сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений следует плотно зажимать по всей длине работы. Выберите процесс сваркиСамыми популярными процессами являются газовая дуговая сварка металла (GMAW), иногда называемая MIG-сваркой, и газо-вольфрамовая дуговая сварка (GTAW), иногда называемая сваркой TIG. Третий процесс, дуговая сварка защищенного металла (SMAW) или сварка электродом, имеет ограниченное применение на алюминии и используется в основном для небольших ремонтных работ на материалах толщиной 1/8 дюйма или более.
GTAW — Аргон рекомендуется для толщины примерно до 1/2 дюйма. Для более толстых сечений можно использовать смеси аргона с гелием или чистый гелий.Для более глубокого проникновения можно также использовать чистый гелий. GMAW — Аргон используется в большинстве приложений. Обеспечивает более глубокое проплавление и чистые сварные швы. Смеси аргона и гелия из 25% Ar / 75% He подходят для более толстого материала (более 0,5 дюйма). Гелий создает более горячую дугу, что иногда необходимо из-за высокой теплопроводности алюминия. Он также обеспечивает более широкую форму сварного шва. Подробную информацию см. В Руководстве по защитному газу Выберите подходящий присадочный металлПрисадочный металл зависит от нескольких факторов.Одним из соображений является способность обеспечить подходящие механические свойства термически обрабатываемым и нетермообрабатываемым основным металлам, как деформируемым, так и литым. Другими важными факторами являются отсутствие трещин, условия эксплуатации и цвет сварного шва после анодирования. Установка параметров SMAW — использует постоянный ток (DC) или переменный ток (AC).DC использует либо прямую полярность, которая является отрицательной полярностью электрода, либо обратную полярность, которая является положительным электродом. Постоянный ток непрерывно течет в одном направлении через сварочную цепь. Есть несколько преимуществ DC. Он хорошо работает при малых токах и малых диаметрах. Кроме того, зажигание дуги и поддержание короткой дуги проще. Алюминиевый электрод AL-43 используется с обратной полярностью постоянного тока. Сила тока Рекомендуемые настройки:
GTAW — Ручная GTAW для алюминия обычно выполняется с использованием переменного тока (AC).Для зажигания и стабилизации дуги используется высокочастотный генератор. Для сварки на переменном токе используются электроды из чистого или циркониевого вольфрама. Вольфрамовые электроды должны быть изготовлены с наконечником в форме полусферы. Параметры для ручной GTAW зависят от толщины листа, положения сварного шва и конструкции соединения. Следующие настройки могут быть полезны при установлении процедуры. Настройки для плоского положения.
GMAW — Газовая дуговая сварка алюминия выполняется с использованием обратной полярности постоянного тока (положительный электрод.) Перенос присадочного металла в режиме распыления. Предлагаемые настройки для ручного GMAW в горизонтальном положении (защитный газ аргон):
Очистка основного металла Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов.На основной металлической поверхности не должно быть жира, масла, краски, грязи и т. Д. Чистая поверхность обеспечит более гладкое и прочное соединение. Очистите поверхность и края пластины металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и оксиды. Надевайте перчатки, чтобы предотвратить попадание масла для рук или грязи на соединяемую поверхность. Предварительный нагрев, если возможноПри сварке алюминия предварительный нагрев обычно не требуется.В некоторых случаях это может быть полезно при сварке отливок для уменьшения склонности к растрескиванию. Также может быть полезно выравнивать проплавление при сварке металлов разной толщины. Сварочное оборудованиеХорошая техника сварки развивается по мере приобретения сварщиком опыта.Ниже приведены основные советы по сварке:
Дайте стыку медленно остыть.Если используются электроды с покрытием AL-43, удалите шлак после сварки. Металлы наполнителя AufhauserAufhauser производит полную линию присадочных материалов для сварки алюминия. В зависимости от области применения мы поможем вам выбрать подходящий сплав для сварки алюминия из нашей Таблицы выбора . |
Лучший пистолет для миграции
Для всех ваших потребностей в сварке Mig не ищите больше. Приобретите наш ассортимент Mig Welding сегодня и выберите одну из шести категорий: Mig-регуляторы и расходомеры, сварочные детали Mig, сварочные пистолеты Mig, шланги Mig, принадлежности для сварки Mig и тележка для сварочного аппарата Mig. Создайте свой набор сварочного инструмента уже сегодня, используя лучшие детали и инструменты.Сварочные аппараты MIG на 110 В — это портативные удобные инструменты, которые можно запитать от стандартной розетки. И хотя лучшие сварочные аппараты 110 В MIG предназначены для домашнего использования в легких условиях, они также универсальны. Например, при ремонте автомобиля сварщик MIG 110 В ремонтирует тяжелые компоненты подвески за несколько проходов на полной мощности.
При покупке сварочного пистолета MIG не поддавайтесь соблазну купить сварочный пистолет MIG большего размера, чем то, что вам, вероятно, нужно.