Автоматическая сварка на производстве труб
Энергетика – это одна из самых быстроразвивающихся отраслей промышленности. В данный момент ведется строительство тысяч километров нефте- и газопроводов в России, США, Индии, Китае и Бразилии, а для монтажа каждого километра трубопровода и изготовления оборудования для обслуживания и ремонта труб нужна сварка.
Расположенная в городе Талса фирма TD Williamson Inc. производит оборудование для холодных врезок и закупорки, которые позволяют проводить ремонт и обслуживание трубопроводов без необходимости в остановке газа или нефти. Сюда входят надземные и подземные трубопроводы высокого давления, в также морские трубопроводы, которые часто прокладываются на глубине 300 м и больше.
Компания столкнулась со значительным ростом заказов из-за беспрецедентного бума в отрасли, но вместо того, чтобы спешно начать расширение производства, ее специалисты решили проанализировать весь процесс сварки на предприятии.
Одна из главных производственных сложностей в компании – это соединительные части трубопроводов, которые могут иметь диаметр 10, 15 и 20 см.
«Нам было необходимо значительно увеличить скорость изготовления соединений, – говорит Майк Филлипс (Mike Phillips), инженер-технолог TD Williamson. – На прихваточную сварку, корневой, горячий и облицовочный проход у нас уходило около 30 минут, и это не считая времени на шлифовку между проходами».
Из-за этого компания начала рассматривать возможности автоматической сварки.
Переход на автоматическую систему
После подробного анализа было принято решение отказаться от ручной сварки в пользу автоматической. В итоге производительность компании подскочила на 87 процентов, однако для этого ей понадобился полностью переработанный рабочий процесс, который не только смог бы обеспечить новый интенсивный график производства, но и сохранить при этом воспроизводимость и качество продукции.
Тесное сотрудничество с экспертами отделения Lincoln Electric в Талсе и штаб-квартире в Кливленде, а также работа с компанией AMET (производителем автоматических систем сварки) позволили TD Williamson установить систему автоматической сварки Power Wave® 455M с механизмом подачи сварочной проволоки Power Feed® 10R на основе робота AMET.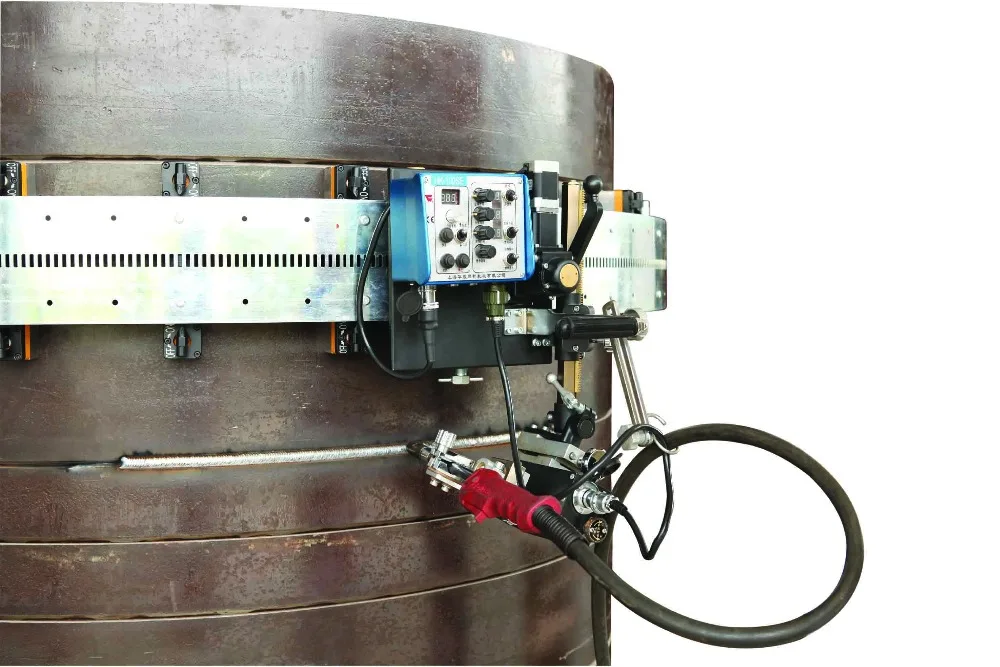
Объединенная система AMET/Lincoln разработана как автоматическая система сварки с электронным управлением, предназначенная для массовой промышленной сварки, где важны постоянство и повторяемость качества сварки. В системе также используются захваты и позиционирующее оборудование.
Power Wave® 455M предназначен для роботизированной автоматической или полуавтоматической сварки толстостенных материалов, где необходим точный контроль тепловложения, минимальный риск деформаций и низкое разбрызгивание. Power Wave® 455M также поддерживает разработанную Lincoln Electric функцию контроля формы волны сварочного тока, которая позволяет оператору точно регулировать параметры дуги в зависимости от задачи, состава материала, его толщины, характеристик металла, пространственных положений и характеристик прочности – при том, что для TD Williamson очень важны все эти параметры.
«Сварные соединения и соединительные детали на нашем оборудовании подвергаются невероятным нагрузкам и давлению, ведь сегодня трубопроводы становятся все более сложными системами с высокой рабочей температурой и давлением. Также возрастает диаметр труб и неустойчивость нефтепродуктов, – говорит Филлипс. – Технология управления формой волны позволила нам справиться со всеми этими требованиями, улучшить контроль над ходом сварки и быстрее изготавливать детали».
Также возрастает диаметр труб и неустойчивость нефтепродуктов, – говорит Филлипс. – Технология управления формой волны позволила нам справиться со всеми этими требованиями, улучшить контроль над ходом сварки и быстрее изготавливать детали».
Отказ от многопроходной сварки
Power Wave® 455M позволил компании пользоваться разработанными Lincoln формами волны тока для импульсной сварки. Переход на этот процесс позволил TD Williamson избавиться от многих проблем, с которыми компания сталкивалась при ручной сварке. Power Wave® 455M также позволил улучшить управляемость и снизить уровень разбрызгивания. Теперь компания может поддерживать на высоком уровне качество и производительность и обеспечивать при этом более чем достаточную глубину проплавления толстостенных углеродистых труб и значительно ускорить корневую и заполняющую сварку.
«По рекомендации Lincoln мы перешли с проволоки диаметром 0,9 мм на проволоку Ultracore® и SuperArc® диаметром 1,1 мм, что позволило решить нашу проблему с проникновением проволоки через трубу и снизить число проходов, – рассказывает Филлипс. – Это еще одна из причин такого роста производительности. Мы сэкономили за счет меньшей потребности в сварочной проволоке и трудовых затрат по проекту».
– Это еще одна из причин такого роста производительности. Мы сэкономили за счет меньшей потребности в сварочной проволоке и трудовых затрат по проекту».
Еще одно объяснение роста производительности – отказ от четырех проходов сварки.
«До внедрения новой системы мы делали по шесть проходов. После этого мы с легкостью смогли снизить их число до двух, что сделало процесс гораздо более эффективным», – добавляет Филлипс.
Соединительные детали изготавливаются из стальных пластин. Их помещают в печь с температурой 980°C и проводят опрессовку в гидравлическом прессе. Затем они проходят пескоструйную обработку и размещаются на стол для автоматизированной сварки с помощью захватов и позиционирующего оборудования, где на ранее созданный рукав к ним приваривается фланец. После этого соединительные детали проходят чистку, итоговую сборку, нумерацию и покраску.
Последний этап включает тестирование каждого сварного шва рентгеновским излучением. Благодаря новому Power Wave® и системе AMET фирма TD Williamson добилась 100-процентного показателя успешности тестов.
Перед установкой новой системы сварки в компании TD Williamson практически вся сварка проводилась вручную. Рукав устанавливался на крепление и к нему прихваточной сваркой присоединялся фланец. Затем проводилась основная сварка. Новая автоматизированная система позволила избавиться от прихваточной сварки и подгонки. Также она не требует шлифовки сварного шва.
87% снижение времени производства
«То, что раньше занимало у нас восемь недель, мы теперь можем сделать за 48 часов, – говорит Филлипс. – Мы можем работать в реальном времени и выполнять текущие заказы по мере их поступления. Раньше нам приходилось угадывать, что понадобится клиентам через два месяца, и сталкивались с большими проблемами, когда угадывали неправильно».
Благодаря этому 87-процентному снижению времени производства компания смогла значительно сэкономить на трудовых затратах и увеличить общее качество сварки соединений. Это означает большую глубину проплавления, меньшее время простоя и доработок и минимальное время доставки продукции на место монтажа трубопровода.
По словам Филлипса, во многом успех использования новой системы обусловлен готовностью Lincoln Electric и AMET проводить много времени на заводе в Талсе, занимаясь установкой и наладкой оборудования вместе со специалистами компании и подробно разъясняя любые вопросы.
«Наша производительность значительно выросла. Мы стали производить больше деталей более высокого качества. Это означает быстрое выполнение заказов, а в нашем деле нет ничего важнее этого. Система AMET/Lincoln Electric дала нам преимущество над конкурентами».
Автоматическая и полуавтоматическая сварка труб под слоем флюса
Категория: Сварочные работы
Автоматическая и полуавтоматическая сварка труб под слоем флюса
Наиболее современным видом электродугой сварки является автоматическая сварка электрической дугой, горящей под слоем флюса. Этот способ значительно усовершенствован академиком Е. О. Патоном и группой научных сотрудников Института электросварки Академии наук УССР.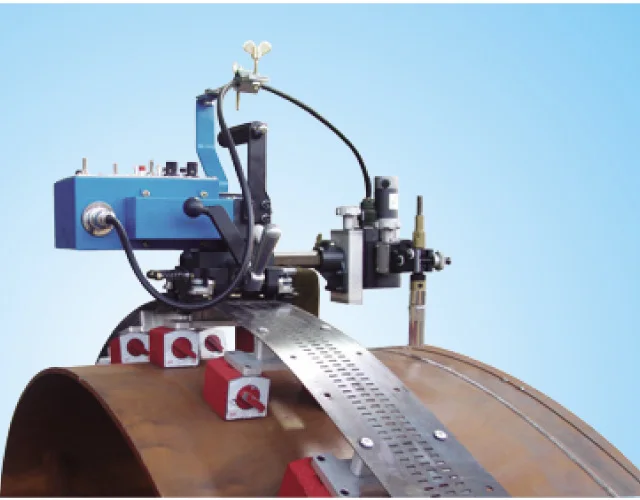
Внедрение автоматической сварки под слоем флюса обеспечивает высокое качество сварных швов и в значительной степени увеличивает производительность труда по сравнению с ручной электродуговой сваркой.
Рис. 1. Схема автоматической сварки под слоем флюса:
Установкой для автоматической сварки труб является сварочный автомат, который подает электродную проволоку к дуге и одновременно сам передвигается с заданной скоростью вдоль свариваемого шва, перемещая электрод по свариваемому стыку. Такой автомат называется сварочным трактором.
Сущность процесса автоматической сварки под слоем флюса (рис. 1) заключается в следующем. Сварочная дуга между концом электрода — голой сварочной проволоки, подаваемой к месту сварки, и свариваемым металлом (трубы) горит под слоем сыпучей смеси определенного состава, называемой флюсом. Флюс из бункера насыпается впереди дуги в разделку шва.
В месте сварки плавится электрод, металл трубы и часть флюса. Расплавленный металл электрода и металл трубы сплавляются вместе, образуя ванну расплавленного металла сварного шва.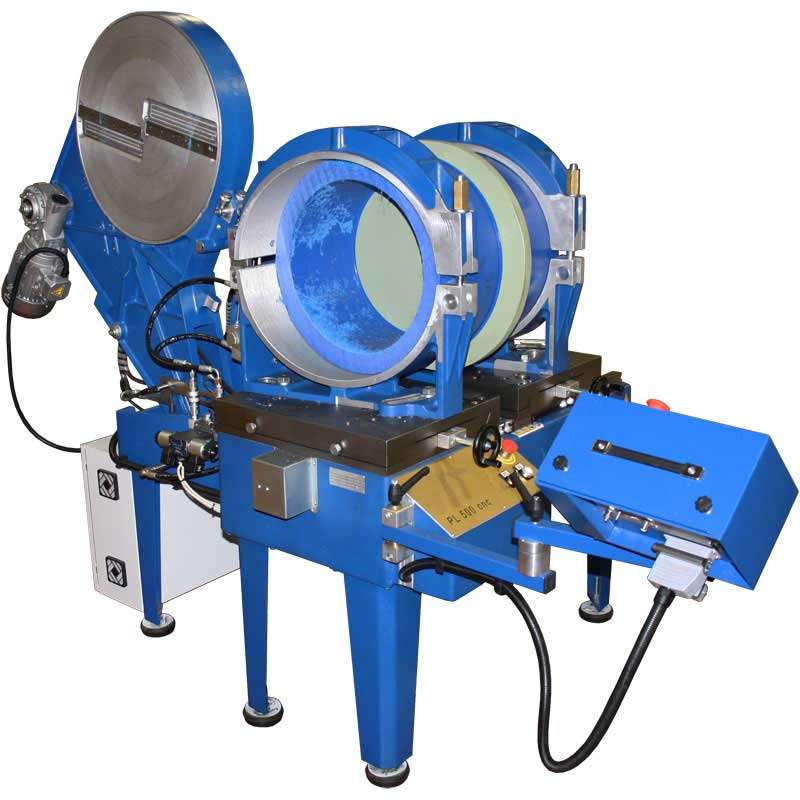
Расплавленный флюс, имеющий меньший удельный вес, отделяется от жидкого металла, образуя на поверхности шва плотный слой, который защищает металл от контакта с воздухом. Основное количество флюса остается на поверхности в виде сыпучей массы, препятствующей быстрому охлаждению шва.
Неиспользованный флюс отсасывается в бункер.
Наиболее удобны для сварки труб легкие переносные сварочные тракторы типов ТС-17, ТС-17М и ПТ-6 (ПТ-56).
Сварочные работы — Автоматическая и полуавтоматическая сварка труб под слоем флюса
Автоматическая сварка труб: прямой тройник / прямая перекрестная сварка | Производители фитингов из нержавеющей стали
КАТЕГОРИЯ ПРОДУКТА
Ferrule
Фитинги зажимного типа наиболее…
ISO Flange Series
В вакуумных системах ISO KF используются…
Fitting Series
Трубные обжимные фитинги ISO KF и ISO LF компании. ..
..
Adaptor Series
Гибридные адаптеры EFT обеспечивают…
Diaphragm Valve
Компания EFT разработала линейку…
Actuator
EFT позаботился о том, чтобы…
Butterfly Valve
Дроссельные заслонки — это относительно…
Sight Glass
Смотровые стекла EFT предназначены…
Ball Valve
Санитарные шаровые краны имеют…
Clamp
Фитинги зажимного типа наиболее. ..
..
BPE
Фитинги ASME BPE удовлетворяют…
ОТПРАВИТЬ ВАШ ЗАПРОС
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!
Автоматическая и полуавтоматическая сварка под флюсом при изготовлении трубопроводов
Автоматическая и полуавтоматическая сварка под флюсом является высокопроизводительным сварочным процессом при изготовлении технологических трубопроводов. При сварке под флюсом сварочная дуга горит между голой электродной проволокой и свариваемым изделием под слоем сыпучего материала, называемого флюсом.
Флюс в основном играет такую же роль, как и покрытие электрода при ручной дуговой сварке и, кроме того, закрывает дугу, вследствие чего при этой сварке не требуется защищать глаза специальными стеклами.
Сварку под флюсом осуществляют с помощью сварочной головки.
Полуавтоматическая сварка отличается от автоматической тем, что сварочную головку перемещают вдоль шва вручную.
Подготовляют кромки свариваемых труб и деталей и собирают их для автоматической и полуавтоматической сварки более тщательно, чем для ручной. Глубокий провар и жидкотекучесть расплавленного металла требуют выдерживать при сборке одинаковые размеры зазоров и разделок фасок, что обеспечивает получение высокого качества сварных швов и высокую производительность процесса.
Производительность автоматической и полуавтоматической сварки под слоем флюса в 2—5 раз выше по сравнению с ручной и достигается за счет увеличения плотности тока, увеличения скорости сварки и повышения коэффициента наплавки.
Эксплуатационные преимущества заключаются в полной или частичной автоматизации процесса сварки и, как следствие, улучшении условий труда сварщика.
При автоматической и полуавтоматической сварке труб из малоуглеродистой и низколегированной стали применяют плавленные флюсы АН348А, ОСЦ45, ФЦ9, а из высоколегированной стали аустенитного класса флюс ФЦЛ2. Неплавленные керамические флюсы К2 и КВС19 применяют для сварки легированных и углеродистых сталей.
Неплавленные керамические флюсы К2 и КВС19 применяют для сварки легированных и углеродистых сталей.
Для сварки под флюсом стальных труб в основном используют калиброванную холоднотянутую сварочную проволоку круглого сечения. Сварочную проволоку изготовляют диаметром от 0,3 до 12 мм из стали различного химического состава. Наиболее часто применяют проволоку диаметром от 0,8 до 5 мм.
Для сварки труб из малоуглеродистой и низколегированной стали применяют сварочную проволоку Св08, Св08ГА, Св20Г2 и др. Для сварки труб из легированной и высоколегированной стали используют сварочную проволоку из сталей тех же классов (аустенитную, перлитную).
Сварочный дуговой автомат состоит из трех основных частей: сварочной головки, источника питания сварочной дуги и аппаратного ящика с пультом управления. Для автоматической и полуавтоматической сварки под флюсом труб, узлов и деталей трубопроводов наибольшее применение нашли сварочные тракторы ТС17М, АДС500, АДС10002, сварочные головки типа ПТ56, ПТ1000 и полуавтоматы ПШ5, ПШ54, ПДШМ500. Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочный трактор представляет собой самоходную тележку, на которой установлены механизм подачи электродной проволоки с токоподводящим мундштуком, бункер для флюса, кассета с электродной проволокой и пульт управления. Наиболее простым, малогабаритным и легким из всех существующих в настоящее время сварочных тракторов является сварочный трактор ТС17М. Поскольку этот трактор небольших габаритных размеров, его можно применять при сварке внутренних швов цилиндрических изделий диаметром от 1 м и выше. Трактор рассчитан на сварку электродной проволокой диаметром от 1,6 до 5 мм при сварочном токе 200—1000 а. Им можно сваривать любые швы в нижнем и близком к нижнему положениях.
Шланговые полуавтоматы ПШ5, ПШ54 и ПДШМ500 благодаря своей простоте я надежности в работе получили широкое применение в трубозаготовительных цехах и заводах. Полуавтоматы предназначены для дуговой сварки под флюсом переменным или постоянным током сплошных и прерывистых прямолинейных, круговых и криволинейных швов, угловых, стыковых и нахлесточных соединений. Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2—2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ5, ДШ7, ДШ16, ДШ17). Наибольшее применение нашел универсальный держатель ДШ5.
Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2—2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ5, ДШ7, ДШ16, ДШ17). Наибольшее применение нашел универсальный держатель ДШ5.
Полуавтомат ПШ54 комплектуется из тех же узлов, что и полуавтомат ПШ5, но в отличие от него имеет ряд усовершенствований. В частности, вместо сменных шестерен подающий механизм снабжен легкой коробкой скоростей. Держатель полуавтомата ДШ54 имеет то же устройство, что и держатель ДШ5.
Роботизированная сварка для полной корневой, заливной и заварной сварки напорных труб
Ситуация
Крупная энергетическая компания с производственными мощностями по производству труб, расположенными в отдаленном районе Альберты, Канада, обратилась в LJ за решением их уникальной производственной задачи, которая заключалась в следующем:
- Предприятие располагалось в отдаленном северном районе, что затрудняло привлечение качественной рабочей силы и удорожало содержание.
 Автоматизация была обязательной.
Автоматизация была обязательной. - Требовались полностью автоматизированные корневые, заполняющие и закрывающие проходы для напорной трубы, но, как известно, их трудно обеспечить на постоянной основе. LJ было поручено разработать процедуры сварки в соответствии с кодом «B-Pressure» (раздел IX ASME, B31.3 и B31.4) .
- Им требовался универсальный магазин, который включал бы все, от исследований и разработок, процедур сварки, инженерного проектирования до производства индивидуализированной системы обработки и соединения труб с последующим вводом в эксплуатацию на месте, всесторонним обучением и постоянной послепродажной поддержкой. .
- Короткие сроки изготовления и бюджет также были важными факторами для клиента.
 Автоматизация была обязательной.
Автоматизация была обязательной.Клиенту стало известно, что есть одна компания, которая может удовлетворить все вышеперечисленные потребности: LJ Welding Automation.
Решение LJ
LJ развернула нисходящий подход ко всей системе, начиная с исследований и разработок и проектирования. Инженеры-механики и автоматизаторы LJ работали в тандеме с заказчиком, сварочным персоналом и поставщиками, чтобы создать испытательную камеру, чтобы проверить концепцию и разработать воспроизводимую процедуру сварки.Опытные инженерные знания и ноу-хау в области автоматизации в сочетании с практическим вкладом опытных сварщиков B-Pressure привели к тому, что процедура сварки была проверена квалификационной компанией 3 rd (Qualimet).
Инженеры-механики и автоматизаторы LJ работали в тандеме с заказчиком, сварочным персоналом и поставщиками, чтобы создать испытательную камеру, чтобы проверить концепцию и разработать воспроизводимую процедуру сварки.Опытные инженерные знания и ноу-хау в области автоматизации в сочетании с практическим вкладом опытных сварщиков B-Pressure привели к тому, что процедура сварки была проверена квалификационной компанией 3 rd (Qualimet).
В конечном счете, корневые сварные швы CMT были пройдены, а процедуры сертифицированы ABSA, в результате чего появилось инновационное роботизированное решение для сварки, которое будет работать не только в лаборатории, но и в практических полевых условиях.
В этом процессе использовался сварочный процесс «Twin» CMT (Cold Metal Transfer), предоставленный Fronius, чтобы воспользоваться преимуществами низкого тепловложения CMT и простоты автоматизации с помощью робототехники Kuka и пакетов визуального отслеживания шва. Для независимой двухпроволочной сварки использовались тандемные источники питания, механизмы подачи проволоки и специальные горелки. Лабораторные результаты были ошеломляющими: скорость корневого прохода до 15 дюймов в минуту и скорость наплавки 22 фунта в час. В то время как для обычных систем обычно требуется либо ручная корневая сварка, либо отдельная система сварки для корневого и заполняющего проходов, эта система могла выполнять все этапы с помощью одного оборудования , предлагая максимальную гибкость и рентабельность инвестиций для клиента.
Для независимой двухпроволочной сварки использовались тандемные источники питания, механизмы подачи проволоки и специальные горелки. Лабораторные результаты были ошеломляющими: скорость корневого прохода до 15 дюймов в минуту и скорость наплавки 22 фунта в час. В то время как для обычных систем обычно требуется либо ручная корневая сварка, либо отдельная система сварки для корневого и заполняющего проходов, эта система могла выполнять все этапы с помощью одного оборудования , предлагая максимальную гибкость и рентабельность инвестиций для клиента.
LJ в настоящее время находится в процессе проектирования оставшейся части ячейки, включая роботизированный позиционер передней бабки, направляющие ролики, внутренний зажим трубы, индукционный нагрев и систему роботизированной сварки на туристическом автомобиле. Конечным результатом будет система, способная выполнять полную обработку от начала до конца с полной корневой, сплошной и заварной сваркой секций трубы и самым быстрым циклом в отрасли .
Суть
- Компания LJ достигла производительности до 15 изобр./мин при корневых проходах (на 200–300 % быстрее, чем обычные ручные проходы) и до 22 фунтов/ч при заполняющих проходах (сопоставимые скорости наплавки SAW) — и все это с помощью одной системы.
- Высокая воспроизводимость процесса означает лучшее качество и меньше доработок
- Клиент выиграет от сокращения времени простоя, вызванного нехваткой квалифицированной рабочей силы, что является обычным явлением для региона.
Хотите получить бесплатную 20-минутную консультацию инженера или отдела продаж?
Автоматическое оборудование под флюсом для внутренней сварки труб в узких местах
Модель | ФД10-250с | ФД10-320с | ФД10-400с |
Мин. | Φ250 | Φ320 | Φ400 |
Длина заготовки (мм) | ≤2000 | ≤3000 | ≤4000 |
Движение ход ползуна (В×В) / мм | 25×25 | 30×60 | 50×100 |
Диаметр проволоки (мм) | Ф1.2~Φ1,6 | Φ2.4~Φ3.0 | Φ3.0~Φ4.0 |
Проволока усилить точность (мм) | ≤±1 (удлинение на 20 мм) | ≤±1 (выдвижение на 30 мм) | ≤±1 (выдвижение на 40 мм) |
Тип шва | Продольный | Продольный круговой | Продольный круговой |
Рейтинг сварочный ток (А) | 630 | 1000 | 1000 |
Рабочий цикл | 100% | ||
 внутренний диаметр (мм)
внутренний диаметр (мм) Вышеуказанные параметры относятся к стандартным конфигурациям продукта TIME и могут быть настроены в соответствии с требованиями заказчика.
Вышеуказанные параметры относятся к стандартным конфигурациям продукта TIME и могут быть настроены в соответствии с требованиями заказчика.Автоматический сварочный аппарат для труб с электрическим нагревом PPR PE PP
Описание продукта
Этот продукт подходит для соединения термопластичных труб, таких как PP-R /
PE / pp-c. Этот продукт имеет точный контроль температуры, высокую надежность, высокую безопасность
и уникальную технологию неклейкой формы, которая удобна для клиентов
в эксплуатации.
1 . Основные технические показатели
1. Условия эксплуатации: высота над уровнем моря не более 1000м
Температура окружающей среды: — 20°C-50°C
Относительная влажность: 45% — 95%
Диапазон напряжения: AC 200В-245В
±1 Гц
2. Температура нагревательной головки: 260 ± 5C
3. Индекс безопасности: сопротивление изоляции не менее 1 мОм
Ток утечки: ≤ 5 мА (AC RMS)
2.
1.Закрепите сварочный аппарат и установите нагревательную головку, поместите сварочный соединитель
на стойку, установите соответствующую нагревательную головку в соответствии с требуемой спецификацией трубы
и затяните ее внутренним шестигранником. Как правило,
маленький находится спереди, а большой — сзади.
2. Включение питания
Включите источник питания (обратите внимание, что источник питания должен быть оснащен проводом заземления
), загорится зеленый индикатор, а когда зеленый индикатор
погаснет, красный световой индикатор горит, указывая на то, что сварочный аппарат
находится в состоянии автоматического контроля температуры и может начать работу.
Примечание: в состоянии автоматического контроля температуры попеременно загораются красный и зеленый индикаторы
, что указывает на то, что сварочный аппарат находится в контролируемом состоянии
и не влияет на работу.
3. Сварная труба
Используйте труборез, чтобы разрезать трубу вертикально, вставьте трубу и трубный фитинг в
резьбовую головку машины, не вращая одновременно, и работайте
в соответствии с требованиями, изложенными в Таблица ниже. По истечении времени нагрева
По истечении времени нагрева
немедленно снимите трубу и фитинги с резьбонарезной головки и
вставьте их на необходимую глубину по прямой без вращения, чтобы
сделать фланец однородным на стыке.
Примечание: если температура рабочей среды ниже 5°C, время нагреваследует увеличить на 50%.
3 . Примечание
1. В этом изделии используется однофазная трехконтактная безопасная плоская вилка, и пользователи не могут ее менять.
Вилка, вилка должна быть вставлена в розетку с заземляющим проводом.
2. При его использовании руки и легковоспламеняющиеся предметы не должны касаться нагревательной пластины
во избежание несчастных случаев.
3. Не разбирайте его, если вы не профессионал. Открытие может
привести к поражению электрическим током и нарушению работы машины.
производительность
4. Если красный и зеленый индикаторы не меняются в течение длительного времени, это означает, что
машина вышла из строя, прекратит работу и немедленно отключит питание.
5.Гарантия на данный сварочный аппарат составляет двенадцать месяцев с момента покупки
(за исключением коробки и искусственных повреждений).
6. Температура сварочного аппарата была отрегулирована перед поставкой,
и непрофессионалам не разрешается изменять ее, так как это не влияет на нормальное
использование и срок службы сварочного аппарата.
(PDF) Усовершенствованная система автоматической сварки для морской трубопроводной системы с функцией отслеживания швов
Прил.науч. 2020, 10, 324; doi:10.3390/app10010324 www.mdpi.com/journal/applsci. & Control R&D Group, Корейский институт промышленных технологий, Пусан 46938,
Корея; [email protected]
* Переписка: [email protected]
Дата получения: 4 декабря 2019 г.; Принято: 27 декабря 2019 г.; Опубликовано: 1 января 2020 г.
Реферат: Технология автоматической сварки
позволяет повысить производительность и качество сварки при сварке морских труб. Для повышения производительности сварки необходимо
Для повышения производительности сварки необходимо
экономить время при сборке/демонтаже направляющей со сварочной тележки и трубы
при переходе на следующую станцию. Направляющая состоит из пневматической системы, которая не разделяет сварочную тележку
, а две сварочные тележки работают на стыке полутрубы для повышения производительности.
Эти сварочные тележки работают автоматически по команде контроллера. Автоматическая сварочная система
состоит из модуля двигателя постоянного тока, модуля шагового двигателя, модуля управления сваркой, модуля контроля сварки
и центрального модуля управления.Системы управления включают модули управления
и передают команды каждому модулю для системы автоматической сварки.
Чтобы свести к минимуму неизбежную несоосность между центральной линией сварочного шва и сварочной горелкой
для каждого сварочного прохода, предлагается алгоритм скользящего среднего для отслеживания шва, который, как было доказано
, подходит для корневого прохода, проход заполнения и проход крышки. Были также проведены сварочные эксперименты
Были также проведены сварочные эксперименты
для проверки правильности системы отслеживания сварных швов.
Ключевые слова: автоматическая сварочная установка; пневматическая система; направляющая дорожка; отслеживание шва; морская труба
сварка
1. Введение
Система автоматической сварки имеет преимущества низкой трудоемкости, хорошего внешнего вида сварного соединения
и высокоскоростной сварки в морской трубопроводной промышленности [1–6]. Сварочная система в конструкции трубопровода
должна быть способна работать в суровых условиях с минимальным вмешательством в техническое обслуживание
.Оборудование должно соответствовать современным технологиям, но при этом должно легко
настраиваться оператором. С точки зрения проектов морских трубопроводов производительность и надежность являются наиболее важными характеристиками системы автоматической сварки. Сварка труб во многих промышленных применениях
, таких как платформы для бурения нефтяных скважин и химические заводы, должна выполняться автоматическим сварочным аппаратом
из-за точности, необходимой для предотвращения опасной утечки. Система автоматической сварки
Система автоматической сварки
должна обеспечивать высокое качество сварки в течение длительного периода времени и не выходить из строя.
При большой глубине трубу можно установить на морское дно несколькими способами. Основные способы укладки
подводных труб включают S-образную и J-образную укладку, как показано на рисунке 1. При S-образной укладке
соединения труб свариваются вместе на борту судна на горизонтальной производственной линии. . Морская труба
поддерживается стингером для контроля радиуса, когда труба изгибается к морскому дну.
Благодаря высокой производительности и возможности прокладки труб метод S-образной укладки
особенно подходит для прокладки труб на мелководье и промежуточных участках. Метод J-образной укладки подходит для глубоководных
вод, поскольку труба выходит из системы укладки в вертикальном положении, и трубопровод изгибается, когда
достигает морского дна. Это уменьшенное количество изгибов полезно для установки трубопроводов,
чувствительных к усталости. Метод J-образной укладки имеет относительно низкую производительность из-за однопозиционной
Метод J-образной укладки имеет относительно низкую производительность из-за однопозиционной
сварки трубы. Для обеспечения конкурентоспособности морской прокладки трубопроводов необходимо
Как автоматические сварочные аппараты могут принести пользу вашему бизнесу
Для работы с трубами и линиями одним из лучших способов выполнить работу является покупка автоматического аппарата для сварки труб . К преимуществам использования этого типа сварочного оборудования относятся: сокращение рабочей силы, необходимой для процесса, повышение эффективности, повышение скорости и производительности.Учитывая эти преимущества, неудивительно, что производители автоматических трубосварочных аппаратов продолжают демонстрировать постоянный рост продаж. Также неудивительно, почему эти типы машин продолжают занимать такую устойчивую долю рынка.
Оборудование сварщиков труб и линий должно быть изготовлено из материалов, позволяющих формировать гладкие, ровные поверхности с минимальным образованием шлака. Без надлежащих материалов готовый продукт будет неровным и плохого цвета, что приведет к дорогостоящим ошибкам.Выбор хорошего производителя трубосварочного автомата означает, что компания понимает, что качество сварки должно быть на самом высоком уровне. Эти компании делают свое сварочное оборудование доступным в широком диапазоне различных сортов и различных типов сплавов.
Без надлежащих материалов готовый продукт будет неровным и плохого цвета, что приведет к дорогостоящим ошибкам.Выбор хорошего производителя трубосварочного автомата означает, что компания понимает, что качество сварки должно быть на самом высоком уровне. Эти компании делают свое сварочное оборудование доступным в широком диапазоне различных сортов и различных типов сплавов.
Популярный тип сварочного аппарата, производимого одним из лучших производителей автоматических сварочных аппаратов для труб , называется сваркой CIG (или сигаретной сталью). При использовании со стандартными трубами этот тип оборудования может создавать прочные, прочные трубы, устойчивые к коррозии.Эти трубы, армированные легированной сталью, также создают чрезвычайно прочное соединение. Этот вид сварки часто используется для соединения концов изолированных трубопроводов, но его также можно использовать для соединения внутренних частей металлических труб или для соединения участков изолированных трубопроводов, расположенных далеко друг от друга. Этот тип машины использует тепло для соединения двух концов трубки.
Этот тип машины использует тепло для соединения двух концов трубки.
Другой популярный тип сварочного аппарата называется аппаратом для дуговой сварки углеродистой стали. В этих машинах используется чистая углеродистая сталь (или легированная сталь) вместо традиционной стали, что обеспечивает более ровную и гладкую поверхность при соединении.Сварной шов, который создает эта машина, более прочный и стабильный, чем сварные швы, которые можно получить с помощью обычных труб. Этот тип сварочного аппарата обычно обеспечивает гораздо более высокое качество сварного шва, чем тот, который производится с помощью сварочного аппарата CIG.
Если вам нужна труба, которая будет использоваться для самых разных целей, то лучше всего обратиться к производителю, который предлагает линейку продуктов, изготовленных из смеси обоих материалов для изготовления труб.Когда труба изготовлена из углеродистой стали, существует вероятность того, что труба легко поцарапается. Однако, когда смесь состоит из легированной стали, вероятность появления царапин практически отсутствует. Из-за этого производитель автоматического аппарата для сварки труб часто предлагает линейку продуктов, в которых оба элемента объединены. Это даст вашим клиентам возможность сваривать трубы без ржавчины и прочные.
Однако, когда смесь состоит из легированной стали, вероятность появления царапин практически отсутствует. Из-за этого производитель автоматического аппарата для сварки труб часто предлагает линейку продуктов, в которых оба элемента объединены. Это даст вашим клиентам возможность сваривать трубы без ржавчины и прочные.
Когда вы ищете поставщика оборудования для сварки труб, важно понимать, что делает одну компанию лучше другой.Когда вы найдете компанию, которая предлагает как CIG, так и автоматические сварочные аппараты для труб, вы будете знать, что получаете максимальное оборудование, способное дать вам наилучшие результаты. Вы также узнаете, что компания гордится своей работой и может рассчитывать на своевременное выполнение работы. Если вы решите использовать автоматический трубосварочный аппарат , вы будете знать, что приняли правильное решение.
%PDF-1.4
%
374 0 объект
>
эндообъект
внешняя ссылка
374 122
0000000016 00000 н
0000004246 00000 н
0000004367 00000 н
0000005411 00000 н
0000005483 00000 н
0000005597 00000 н
0000009058 00000 н
0000015818 00000 н
0000016201 00000 н
0000016315 00000 н
0000016427 00000 н
0000023085 00000 н
0000023382 00000 н
0000023513 00000 н
0000030546 00000 н
0000030929 00000 н
0000037357 00000 н
0000043825 00000 н
0000043956 00000 н
0000044074 00000 н
0000051297 00000 н
0000062059 00000 н
0000073386 00000 н
0000079923 00000 н
0000080171 00000 н
0000126476 00000 н
0000126546 00000 н
0000126671 00000 н
0000126788 00000 н
0000140440 00000 н
0000140615 00000 н
0000145599 00000 н
0000145779 00000 н
0000145849 00000 н
0000146094 00000 н
0000198985 00000 н
0000199014 00000 н
0000199111 00000 н
0000199194 00000 н
0000199249 00000 н
0000199332 00000 н
0000199575 00000 н
0000199604 00000 н
0000199678 00000 н
0000200248 00000 н
0000200323 00000 н
0000200611 00000 н
0000200686 00000 н
0000200973 00000 н
0000201048 00000 н
0000201335 00000 н
0000201410 00000 н
0000201699 00000 н
0000201773 00000 н
0000202330 00000 н
0000202520 00000 н
0000202710 00000 н
0000209619 00000 н
0000216105 00000 н
0000216296 00000 н
0000222709 00000 н
0000222899 00000 н
0000229891 00000 н
0000230081 00000 н
0000235626 00000 н
0000235818 00000 н
0000241167 00000 н
0000241357 00000 н
0000248270 00000 н
0000248460 00000 н
0000254948 00000 н
0000255139 00000 н
0000255328 00000 н
0000255517 00000 н
0000255709 00000 н
0000262124 00000 н
0000269118 00000 н
0000274665 00000 н
0000280016 00000 н
0000305644 00000 н
0000305893 00000 н
0000329316 00000 н
0000329578 00000 н
0000344134 00000 н
0000344394 00000 н
0000344421 00000 н
0000344870 00000 н
0000344897 00000 н
0000345279 00000 н
0000479370 00000 н
0000485049 00000 н
0000485114 00000 н
0000490793 00000 н
0000490858 00000 н
0000490887 00000 н
0000490962 00000 н
0000491333 00000 н
0000491356 00000 н
0000491422 00000 н
0000491536 00000 н
0000491565 00000 н
0000491640 00000 н
0000496623 00000 н
0000496993 00000 н
0000497016 00000 н
0000497082 00000 н
0000497198 00000 н
0000497227 00000 н
0000497302 00000 н
0000532062 00000 н
0000532432 00000 н
0000532455 00000 н
0000532521 00000 н
0000532637 00000 н
0000532666 00000 н
0000532741 00000 н
0000559720 00000 н
0000560090 00000 н
0000560113 00000 н
0000560179 00000 н
0000560293 00000 н
0000002736 00000 н
трейлер
]>>
startxref
0
%%EOF
495 0 объект
>поток
x LSWϻm ]XLQpe&Ԫ\Es[fpDSག(
п
X}(Sա*:\GLlc[sM^z9=.
Автомат для сварки труб PIPEAUTO NISSAN TANAKA
Продукт Сделано в Японии
Производитель: Ниссан Танака
Модель: ПайпАвто
Это автоматический трубосварочный аппарат TANAKA, который может сваривать трубы диаметром от 10,5 до 406,4 мм с помощью нескольких видов сварочных головок.
Товарное наименование
ТРУБОПРОВОД 200
Приложения
Сварка нержавеющих труб для пищевой фабрики, сантехники.
Особенности
1.Простота в эксплуатации
В основном корпусе используется сенсорная ЖК-панель. Пользователь может легко ввести параметры сварки с помощью сенсорной панели. Управление также возможно с помощью внешнего пульта дистанционного управления.
2. Расширение «функции сигнализации и диагностики»
Отображается предупреждающее сообщение, например, подтверждение работы устройства циркуляции охлаждающей воды и поиск и устранение неисправностей в нештатных ситуациях.
3. Несколько типов и размеров сварочной головки
В дополнение к обычной открытой сварочной головке подготовлена легкая сварочная головка закрытого типа.
4. Интеллектуальная функция
Можно использовать сохраненные данные сварки (SUS304), а данные сварки (100 условий) можно настроить.
Технические характеристики
| I тем | Технические характеристики |
| Модель источника питания | ТРУБОПРОВОД 200 |
| Входное напряжение | 200 В (одна фаза) |
| Выходной ток | 4~180А |
| Коэффициент номинального использования | 40% |
| Начало дуги | Радиочастотное излучение |
| Размер | Ш264×Г670×В500(㎜) |
| Вес | Около 28 кг |
| Принтер | Оборудован |
| Горелка для прихватки | Опция |
| Пульт дистанционного управления | Оборудован |
| Сварочная головка | ПРМ/ПРЛ |
| Механизм подачи проволоки | MPW-3H / MPW-3M |
| Длина кабеля | Стандарт: длина 8 м |
