Ремонт труб отопления сваркой — услуги сварщиков в Екатеринбурге
Несмотря на грамотную эксплуатацию и своевременное обслуживание, сантехнические устройства время от времени выходят из строя. И здесь совершенно нет никакой вины пользователей. При этом важно оперативно решать проблему, иначе домочадцы будут испытывать дискомфорт. Некоторые хозяева решаются на самостоятельные работы по сварке металлических труб, но при этом следует знать не только технологический процесс, но и иметь соответствующее оборудование.
Важно обратить внимание, что процесс этот отличается сложностью. Сварочные агрегаты представляют собой сложное оборудование. При проведении всех работ следует использовать специальную форму, которая защищает кожу мастера от ожога при работах. Успех задуманного в данном случае определяется и техникой безопасности.
В настоящее время достаточно востребована дуговая сварка, которая в отношении металлических труб может осуществляться двумя способами:
- с использованием поворота вокруг оси;
- без использования поворота вокруг оси.

Если при дуговой сварке используется вариант без поворота, то сварку следует осуществлять в несколько слоев, что позволяет добиться максимального эффекта.
Когда требуется сварка металлических труб небольшого диаметра, то работы выполняются одним непрерывным швом. Если необходимо соединить трубы большего диаметра, то важно применять шов прерывистого типа. Таким образом, можно добиться отлично эффекта в проведении сварочных работ, результат всегда радует.
Металлические трубы отопительной системы и сварочные работы
Задумывая проведение сварочных работ, следует понимать, что в этом процессе важно придерживаться определенного алгоритма действий. Благодаря этому можно добиться максимально качественного результата, при этом гарантируется безопасность человека. В процессе производства следует выделить проведение следующих этапов:
- работы по подготовке труб, для этого требуется выполнить чистку от остатков краски, грязевых отложений и ржавчины. Если проигнорировать данный этап, можно забыть об эффективности процесса;
- трубы раскладывают на специальных стендах, где осуществляется сварка;
- для того, чтобы добиться минимального зазора в торцах, следует осуществить стяжку элементов;
- скрепление собранного стыка осуществляется с помощью сварочного прихвата;
- осуществляется сварка трубы встык.
 Если проигнорировать данный этап, можно забыть об эффективности процесса;
Если проигнорировать данный этап, можно забыть об эффективности процесса;Кстати, варка встык пользуется большей популярностью у специалистов. Считается, что так удается достигнуть максимально качественной и долговечной сварки.
Стоимость процесса сварки металлических труб
После того, как человек узнает, насколько сложен процесс сварки металлических труб, он сразу понимает, что лучше всего эту работу доверить настоящим профессионалам. Обратившись к услугам настоящих профессионалов, знающих толк в сварке систем отопления и водообеспечения, заказчики могут быть уверены в том, что результат будет радовать долгие годы эффективной работой сантехники.
Стоимость данных услуг определяется объемом работы и их сложностью. В иных случаях трубы металлические отличаются тонкими стенами, что доставляет немало хлопот при работе с ними. Только мастеру, имеющему высокую квалификацию, по силам справиться с поставленной задачей.
Все это говорит о том, что при выборе мастеров для проведения сварочных работ следует обращаться к услугам настоящих профессионалов, имеющих большой опыт работы в ремонте и обслуживании сантехники. Хорошо, если компания имеет на своем сайте отзывы клиентов, они помогут составить мнение о качестве предлагаемой услуги. Такой подход позволит разумно потратить средства на услуги мастеров сварочного дела.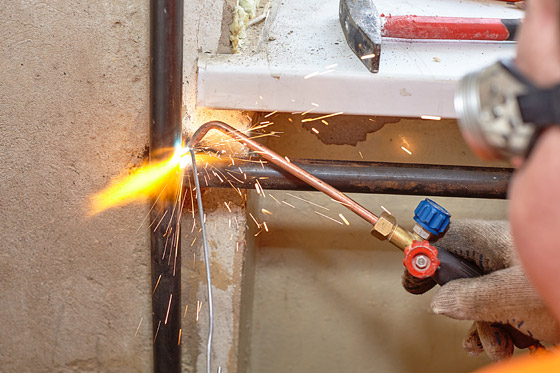 Это самым прямым образом скажется на качестве комфорта и уюта, а также определит презентабельный внешний вид интерьера. С этими задачами достаточно сложно справиться, если взяться за работу самостоятельно. Более того, можно легко нарушить целостность сантехнической системы.
Это самым прямым образом скажется на качестве комфорта и уюта, а также определит презентабельный внешний вид интерьера. С этими задачами достаточно сложно справиться, если взяться за работу самостоятельно. Более того, можно легко нарушить целостность сантехнической системы.
| Виды услуг | Стоимость |
| Сварка труб | Договорная |
| Сварка петель, щеколды,и.т.д. | От 1000 руб |
| Сварка радиатора | От 3000 руб |
| Сварка кроватей,диванов, и.т.д. | От 1000 руб |
Сварка труб водопроводных, отопления в Москве и области
Наша компания предлагает любые сварочные работы, которые выполняются компетентными специалистами в маленьких и средних масштабах. Принимаем заказы от частных лиц, государственных учреждений и приватных компаний. Квалифицированные сварщики качественно сварят каждый сегмент конструкции и грамотно осуществят ее монтаж. Мастер сварщик при необходимости проконсультирует вас по максимально оптимальному выбору типа сварки (газовая, электродуговая сварка, медная сварка) в зависимости от поставленных задач и свойств материалов.
Мастер сварщик при необходимости проконсультирует вас по максимально оптимальному выбору типа сварки (газовая, электродуговая сварка, медная сварка) в зависимости от поставленных задач и свойств материалов.
Сварка имеет широкое применение в строительстве:
Монтаж/демонтаж металлоконструкций любого назначения. Сварка — самый надежный способ монолитного крепежа неподвижных соединений.
Капитальный ремонт, перенос магистралей инженерных коммуникаций в квартире.
Монтаж автономного отопления. Мы ориентированы на индивидуальный гибкий подход к пожеланиям клиента при выполнении каждого заказа.
Монтаж или замена стояков ХВС, ГВС в квартире.
Приваривание металлической фурнитуры (петли, замки, проушины для дверей, установка оконных решеток).
Газовая сварка применяется для изготовления металлических каркасов из листовых материалов и сварки труб из черных и цветных металлов толщиной до 5-6 мм. Ремонтные работы, связанные со сваркой чугуна, пайкой — область применения газовой сварки. Резка газокислородная особенно важна для точных резов низколегированных и углеродистых сталей.
Резка газокислородная особенно важна для точных резов низколегированных и углеродистых сталей.
Электродуговая сварка обладает самым широким диапазоном применения в строительстве. Температура дугового электрического разряда между поверхностью и электродом достигает 6000° С. Длина подводящего кабеля может быть любой — так обеспечивается маневренность и высокая точность сварки. Существует широкий ассортимент электродов универсального и специализированного назначения. Межэтажные перекрытия, балки, лестницы, ограждения, металлоконструкции по индивидуальным проектам — объекты универсального применения электросварки без ограничения толщины материалов. Правильно подобранный режим и способ электросварки — гарантия однородных надежных соединений.
Если вы все еще собираетесь дать объявление: «требуется сварщик для замены труб»,то в дальнейших поисках нет необходимости — весь спектр услуг по сварочным работам мы предоставим в полном объеме. География нашей деятельности не ограничена Москвой, монтаж водоснабжения и отопления в Московской области — система наших координат для эффективного функционирования по вашим запросам.
Технические возможности сварочных работ «Услуга Мастера»
Монтаж и обслуживание систем отопления, канализационных и водопроводящих магистралей. Монтаж и ремонт систем отопления с металлическими трубами не обходится без сварки, резка металла при демонтаже старых конструкций и систем — верный способ, для которого не существует непосильных размеров или недоступных точек.
Качественное крепление стояков отопления проводится только методом сварки.
Ремонтные работы по замене и установке радиаторов, полотенцесушителей. Заменить батареи отопления полностью или частично с полной реставрацией или сохранением целостности проводки — для сварки в умелых руках практически не существует границ.
Засор канализационного стояка устраняется капитальной реставрацией. Восстанавливаются соединения сваркой, эффективность — полное возобновление первоначальной функциональности.
Все сварочные работы мастера компании выполняют в запланированные сроки (в том числе и «горящие» заказы) вне зависимости от погодных условий.
Сварка труб отопления в Подольске, сварка металлического трубопровода, батарей отопления
При выполнении соединения любого вида деталей, как правило используют методику сваривания различных конструкций. Сварка труб проявляется в различных видахитипах соединения механизмов:
- тавровый;
- угловой;
- торцевой;
- внахлест;
Такие виды работы дают возможность надежно скрепить металлические устройства без дополнительных вмешательств (болтовые соединения или сверления).
Подобный вид работы отлично просматривается, на примере того как выполняется сварка труб отопления.
Инновационные методы, при получении цельных и неразрывных сочетаний разнообразного сечения предоставляют возможность достичь уровня маленькой металлоемкости любого вида строения и при этом обладать высокой прочностью. А для того, чтобы работа действительно была высокого качества нужны и специалисты, которые помогут идеально справиться даже с самым сложным видом сварочных работ.
При возникновении различных вопросов, которые касаются сварочных работ, особенно сложных металлоконструкций (например, сварка трубопроводов) квалификация наших специалистов поможет решить вам эту задачу.
Зная все технические характеристики как больших, так и мелких конструкций, работники этой специализации смогут посоветовать вам как правильные материалы при установке любого вида труб так и профессионально выполнить работу по их соединению.
Поэтому, будь это сварка металлического трубопровода или сварка полотенцесушителя, уровень работы который отличается по сложности выполнения, сотрудники нашей компании смогут продемонстрировать вам свой профессионализм
Услуги нашей компании Для нашего предприятия, сварка отопления, есть одним из ведущих видов деятельности. Работники компании предлагают эффективно и за короткий срок выполнить такие работы, как:
Работники компании предлагают эффективно и за короткий срок выполнить такие работы, как:
- Выполнения сварочных работ любого типа и уровня сложности;
- демонтаж труб или батарей отопления;
- создание металоустройств по стандартному типу;
- сварка металлов при помощи разнообразных способов.
Очень часто большие механизмы (трубы, батареи отопления) потребуют переустановки и, соответственно их нужно транспортировать.
Вот в подобном случае мы можем сделать демонтаж устройства и, в последствии заново выполнить такую работу как, например, сварка батарей отопления.
Главные преимущества При учете того, что в работе наших сотрудников используются новейшее оборудование современного типа и что работники являются высококвалифицированными, наше предприятие выполняет эффективно и быстро самые трудные сварочные функции.
При сотрудничестве с нами вы сможете почерпнуть для себя много преимуществ:
- Доступность цены на услуги мастеров;
- бесспорное соблюдения всех правил безопасности;
- заказы выполняются с высоким уровнем эффективности;
- экономность при использовании материалов.
Для выполнения большого количества работ мы можем предоставить достаточно большие и необходимые производственные мощности и значительное количество опытных сотрудников.
Как воспользоваться услугами Что бы заказать любой из вышеуказанных видов услуг вы можете позвонить по указанным номерам телефонов или обратиться к нам посредством электронной почты. Связавшись с нами по телефонам 8-985-830-72-85, 8-925-936-34-99, 8-905-743-53-44, вы можете обговорить с мастером Вадимом сферу предоставляемых услуг, заказать объем и вид сварочной работы.
Например, вы всегда сможете таким способом заказать у нас услугу – сварка металлических труб отопления. Какую бы услугу вы не выбрали, мы выполним ее качественно, надежно и в срок, оговоренный с вами заранее. Вы будете уверенны, что сделанная нами конструкция будет надежная, высокого качества и прослужит вам длительное время.
Качественная и долгая эксплуатация вашего водопровода зависит непосредственно от герметичности его соединений. Они должны переносить высокое давление, его перепады, так же иметь устойчивость к сложным веществам, которые содержатся в воде. В этом вам поможет сварка труб электросваркой.
Перед началом сварочных работ нужно очистить трубы. При наличии неровной кромки концы нужно обрезать, а после зачистить до блеска с обеих сторон, уделяя больше внимания внутренней части.
Перейдем непосредственно к технологии:
- Первым делом нужно вставить электрод в держатель и, черкнув стержнем по поверхности метала, активировать подачу электроэнергии.
- При появлении дуги нужно удерживать электрод на расстоянии около 5 миллиметров от стыка.
- Шов не должен быть наложен ровным движением, наиболее оптимальной будет зигзагообразная и серповидная траектория. В конечном счете, на стыке труб должен образоваться небольшой, однако плотный по структуре, вал.
- Не забывайте сбивать шлак после остывания шва.
- Если толщина труб большая, то стоит сделать ещё пару швов для полной фиксации.
- В конце работ следует сделать ещё один, но уже ровный, шов не отрывая руки.

Сварка труб опасное дело, которое нужно проводить, соблюдая правила техники безопасности. Если же вы не уверены в том, что сможете сделать все правильно, а уж тем более качественно стоит всё же заказать сварку труб. Ведь когда на кону качественность водопровода, цена сварки труб не играет особой роли.
Think Beyond: сварка труб для индукционного нагрева
Индукция не ограничивается сваркой труб. Что вы знаете о технологии индукционного нагрева и ее многочисленных преимуществах?
Что вы знаете о технологии индукционного нагрева и ее многочисленных преимуществах?
Индукционная сварка плоских листов
Индукционный нагрев предлагает множество преимуществ при сварке, требующей предварительного нагрева и снятия напряжения с деталей. Индукция хорошо известна и широко используется для термической обработки при изготовлении труб и сварке.
Но многие подрядчики и компании не осознают, что индукционный нагрев может принести пользу во многих других областях, включая сварку плоских пластин и деталей другой геометрии.
Узнайте больше о постоянстве, гибкости и эффективности, которые индукционный нагрев предлагает для многих видов сварки, и выходите за рамки сварки труб при использовании индукции.
Гибкость для плоской пластины
Необходимость сварки плоских пластин или плоских компонентов распространена во многих отраслях промышленности, в том числе при ремонте оборудования в горнодобывающей промышленности, сварке балок из конструкционной стали, строительстве мостов, а также на верфях и баржах.
В плоских пластинах, требующих предварительного нагрева или снятия напряжения после сварки, операции могут включать нагревание горелкой или открытым пламенем для доведения детали до температуры.Пламенный метод может создавать проблемы с равномерностью нагрева — особенно на больших или очень толстых заготовках — а также в сложных погодных условиях на открытых площадках, таких как ветер или дождь.
Напротив, индукционный нагреватель — это вариант, обеспечивающий постоянство нагрева во многих условиях, гибкость для различных размеров и форм деталей, быстрое достижение температуры и простоту использования. Его можно использовать на очень толстых стальных балках, на больших заготовках и в небольших ограниченных пространствах. Он также предлагает простоту использования независимо от погодных условий — ветер и дождь не будут мешать индукции так, как они могут мешать пламени, — а также преимущества в плане безопасности по сравнению с нагревом пламенем.
Кроме того, системы индукционного нагрева, доступные сегодня, предлагают варианты для размещения деталей различной геометрии. Доступны различные конфигурации индукционных катушек, которые располагаются поверх пластины и не должны оборачиваться вокруг детали. Система индукционного нагрева Miller® ProHeat™ 35 может использоваться с несколькими аксессуарами, включая кабели с жидкостным охлаждением, кабели с воздушным охлаждением и одеяла с воздушным охлаждением.
Доступны различные конфигурации индукционных катушек, которые располагаются поверх пластины и не должны оборачиваться вокруг детали. Система индукционного нагрева Miller® ProHeat™ 35 может использоваться с несколькими аксессуарами, включая кабели с жидкостным охлаждением, кабели с воздушным охлаждением и одеяла с воздушным охлаждением.
Опции индукционной катушки
В конструкции индукционной катушки соленоидная или спиральная катушка обычно наматывается на деталь, в то время как плоская катушка, которая по форме похожа на нагревательный элемент плиты, может лежать на детали плоско и растягиваться, чтобы покрыть большая площадь.В приложениях с плоскими пластинами операторы обычно используют блинчатую катушку или индукционное одеяло.
Индукционные катушки могут иметь форму, подходящую для небольших ограниченных пространств, а также их можно размещать на большой площади, чтобы нагревать большую заготовку до нужной температуры. Например, один длинный змеевик можно использовать для нагрева 40-футовой стальной балки. Кроме того, можно использовать изоляцию или магнитные зажимы, чтобы удерживать блинную катушку на плоской пластине, что полезно в случаях, когда заготовка расположена вертикально.
Кроме того, можно использовать изоляцию или магнитные зажимы, чтобы удерживать блинную катушку на плоской пластине, что полезно в случаях, когда заготовка расположена вертикально.
Также важно отметить, что конфигурации индукционных катушек могут использоваться для нагрева одной стороны детали — и нагрева всей детали — при сварке плоских листов.Так, например, если сварщик работает с одной стороны листа, индукционная катушка может нагреваться с противоположной стороны. Это позволяет одновременно проводить индукционный нагрев и сварку, а также экономит время на настройку и переход к следующей детали. Это также обеспечивает комфорт оператора.
Преимущества индукционного нагрева
Итак, как работает индукция? Системы индукционного нагрева быстро нагревают проводящие металлы, индуцируя ток в детали. Индукция не использует нагревательный элемент или пламя для передачи тепла.Вместо этого через нагревательное устройство, работающее от источника питания, проходит переменный ток, создавая вокруг него магнитное поле. Когда магнитное поле проходит через заготовку, оно создает вихревые токи внутри детали. Сопротивление металла борется с протеканием вихревых токов, выделяя тепло в детали.
Когда магнитное поле проходит через заготовку, оно создает вихревые токи внутри детали. Сопротивление металла борется с протеканием вихревых токов, выделяя тепло в детали.
Узнайте больше об основных преимуществах индукции:
- Индукция очень эффективна: Поскольку деталь становится собственным нагревательным элементом — нагрев изнутри — индукция теряет мало тепла в процессе и очень эффективна по сравнению с другими методами нагрева.
- Индукция обеспечивает быстрое достижение температуры: Индукция быстро нагревает деталь и удерживает ее на этом уровне. Приложения, которые обычно требуют часов для нагрева, могут быть выполнены за считанные минуты с индукционным нагревом.
- Индукция обеспечивает большую гибкость: Система индукционного нагрева ProHeat 35 предлагает различные варианты с жидкостным охлаждением, воздушным охлаждением и вращением. Поскольку в индукционных системах используются различные компоненты для нагрева, это делает их гибким вариантом, который можно адаптировать к размеру и геометрии детали.
- Индукция является более безопасной альтернативой: Индукция не использует открытое пламя или горючий газ, и операторы могут работать с ним более безопасно.
- Индукция обеспечивает стабильность и отслеживание: Система индукционного нагрева ProHeat предлагает возможности цифровой записи, которые позволяют легко отслеживать и документировать уровни температуры. Это важно во многих сварочных процессах, где для обеспечения качества критически важно обеспечить выполнение требований норм или спецификаций заказчика в отношении термической обработки.Возможность цифровой записи этой информации обеспечивает гораздо большую простоту использования, эффективность и точность по сравнению с записью этих данных вручную.

Опция индукционного нагрева для рабочих площадок
Индукционный нагрев подходит не только для применения в магазинах. Системы нагрева ArcReach® — это новейшие решения для индукционного нагрева от Miller.
Системы нагрева ArcReach, разработанные для предварительного нагрева сварных швов на строительной площадке и в трубопроводах, обеспечивают простой в использовании предварительный нагрев сварных швов, который значительно быстрее, безопаснее и дешевле, чем методы открытого пламени или сопротивления.С помощью систем нагрева ArcReach подрядчики на нефтеперерабатывающих, нефтегазовых, нефтехимических предприятиях, электростанциях, судостроительных верфях и строительных конструкциях могут заказать предварительный нагрев сварных швов в полевых условиях, что повышает производительность и рентабельность на стройплощадке.
Системы нагреваArcReach работают от существующих источников сварочного тока, что еще больше повышает удобство и снижает затраты. Эта технология может сэкономить несколько часов и сотни долларов на одном сварном соединении. Подрядчики, использующие системы отопления ArcReach, могут окупить свои инвестиции уже после предварительного нагрева 11-го стыка.
Индукция подходит не только для сварки труб
В широком спектре сварочных работ индукционный нагрев обеспечивает значительные преимущества, включая более равномерный нагрев, более быстрое достижение температуры и повышенную безопасность. В результате проекты могут выполняться быстрее с меньшим влиянием на качество или безопасность оператора.
В результате проекты могут выполняться быстрее с меньшим влиянием на качество или безопасность оператора.
Думайте не только о трубах и рассмотрите преимущества и гибкость, которые индукция может обеспечить в приложениях с плоской пластиной и другими геометрическими формами деталей.
Советы по максимальному повышению производительности и эффективности с помощью индукционного нагрева
Индукционный нагрев — это гибкий и эффективный вариант предварительного нагрева во многих сварочных процессах.При использовании индукции для термообработки следует помнить о нескольких передовых методах, которые могут помочь обеспечить успех.
Намотка катушки
Потратьте время, чтобы правильно намотать катушку на деталь. Неправильная намотка катушки может привести к недостаточной мощности для обогрева. Для достижения наилучших результатов все витки катушки должны быть в одном направлении — например, либо все по часовой стрелке, либо все против часовой стрелки. Избегайте поворотов катушки под углом 180 градусов или в зигзагообразной конфигурации.Любая неиспользуемая часть змеевика, например концы, должна быть скручена или связана вместе, чтобы уменьшить потери тепла в неиспользуемой части змеевика.
Избегайте поворотов катушки под углом 180 градусов или в зигзагообразной конфигурации.Любая неиспользуемая часть змеевика, например концы, должна быть скручена или связана вместе, чтобы уменьшить потери тепла в неиспользуемой части змеевика.
Размещение термопары
При открытом огне температура контролируется вручную с помощью термометров. Напротив, системы индукционного нагрева контролируют температуру, используя обратную связь от термопар, установленных на изделии. Обратная связь с термопарой регулирует мощность машины, чтобы предотвратить перегрев, что делает размещение термопары критически важным для достижения желаемого уровня температуры.Обычно лучше всего размещать термопару ближе к центру змеевика, который имеет тенденцию быть самым теплым местом, и размещать термопары под одеялом. Это предотвращает перегрев и потенциальное повреждение нагревательного змеевика. Имейте в виду, что на углах и краях пластины катушки, которые проходят через угол или край, могут нагревать эти области до гораздо более высокой температуры
Правильные настройки температуры
Важно отметить, что в некоторых случаях может потребоваться превышение заданной температуры для достижения надлежащей температуры в корне сварного шва. Это допускает некоторые потери, так как система нагревает толщину детали. Например, если приложение требует предварительного нагрева до 250 градусов по Фаренгейту, может быть полезно установить температуру поверхности до 300 или 325 градусов — особенно на более толстых материалах или когда индукция используется только на одной стороне заготовки — чтобы обеспечить минимальная температура предварительного нагрева достигается во всей детали. Для многих типов стали существует широкий температурный диапазон от минимальной до максимальной, поэтому превышение максимального уровня межпроходной температуры обычно не является проблемой.
Это допускает некоторые потери, так как система нагревает толщину детали. Например, если приложение требует предварительного нагрева до 250 градусов по Фаренгейту, может быть полезно установить температуру поверхности до 300 или 325 градусов — особенно на более толстых материалах или когда индукция используется только на одной стороне заготовки — чтобы обеспечить минимальная температура предварительного нагрева достигается во всей детали. Для многих типов стали существует широкий температурный диапазон от минимальной до максимальной, поэтому превышение максимального уровня межпроходной температуры обычно не является проблемой.
имеет решающее значение при сварке трубопроводов электропередач, и индукционный нагрев может помочь — MillerWelds
Сварка магистральных трубопроводов часто требует предварительного нагрева зоны сварки, чтобы обеспечить требуемую прочность и твердость соединения, а также минимизировать риск замедленного растрескивания, вызванного водородом. Несмотря на то, что существует несколько доступных методов нагрева, индукционный метод предлагает многочисленные преимущества для качества сварки, эффективности и безопасности, которых нет у других методов нагрева.Индукция обеспечивает большую согласованность нагрева и устраняет потенциальный источник водорода, который является побочным продуктом нагрева открытым пламенем.
Несмотря на то, что существует несколько доступных методов нагрева, индукционный метод предлагает многочисленные преимущества для качества сварки, эффективности и безопасности, которых нет у других методов нагрева.Индукция обеспечивает большую согласованность нагрева и устраняет потенциальный источник водорода, который является побочным продуктом нагрева открытым пламенем.
Сварка магистральных трубопроводов часто требует предварительного нагрева зоны сварки, чтобы обеспечить требуемую прочность и твердость соединения. Надлежащий предварительный нагрев также помогает свести к минимуму риск замедленного растрескивания, вызванного водородом, что является серьезной проблемой, влияющей на качество сварки и целостность магистральных трубопроводов.
Существует несколько методов нагрева, когда при сварке трубопроводов необходим предварительный нагрев и снятие напряжения с деталей.Одним из широко используемых методов является открытое пламя. Однако при этом возникают некоторые проблемы, которые могут негативно сказаться на качестве и целостности сварного шва.
Другим вариантом, который следует рассмотреть, является индукционный нагрев, метод, предлагающий многочисленные преимущества в отношении качества сварки, эффективности и безопасности, которых нет у других методов нагрева.
Индукция обеспечивает более стабильное нагревание и устраняет потенциальный источник водорода, который является побочным продуктом нагревания открытым пламенем. Эти преимущества делают индукцию хорошим решением, помогающим подрядчикам магистральных трубопроводов соблюдать нормы и требования к качеству — как при строительстве новых трубопроводов, так и при ремонте и техническом обслуживании существующих линий электропередач.
Индукция на магистральных трубопроводах
Индукционный нагрев уже много лет успешно используется в магистральных трубопроводах с высокопрочными сталями.
Системы индукционного нагрева быстро нагревают проводящие металлы, индуцируя ток в детали. Индукция не использует нагревательный элемент или пламя для передачи тепла. Вместо этого через нагревательное устройство проходит переменный ток, создавая вокруг него магнитное поле. Когда магнитное поле проходит через проводящую заготовку, оно создает внутри детали локальные вихревые токи.Сопротивление металла борется с протеканием вихревых токов, выделяя тепло в детали. Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.
Вместо этого через нагревательное устройство проходит переменный ток, создавая вокруг него магнитное поле. Когда магнитное поле проходит через проводящую заготовку, оно создает внутри детали локальные вихревые токи.Сопротивление металла борется с протеканием вихревых токов, выделяя тепло в детали. Деталь становится собственным нагревательным элементом, нагреваясь изнутри, что делает индукцию очень эффективной, поскольку в процессе теряется мало тепла.
Применения, для нагрева которых обычно требуются часы, можно выполнить за считанные минуты, используя индукционный нагрев и различные варианты жидкостного и воздушного охлаждения. Системы индукционного нагрева могут сочетаться с различными конфигурациями змеевиков для нагрева в зависимости от размера и геометрии детали.
При нагреве открытым пламенем температуры обычно контролируются вручную с помощью термометров, которые не обеспечивают точности индукции. Для сравнения, индукционные системы используют обратную связь от датчиков термопары для автоматического и равномерного контроля температуры.
Устранение риска водорода
Одна из основных проблем с качеством при использовании открытого пламени для предварительного нагрева труб в полевых условиях заключается в том, что побочный продукт процесса представляет опасность образования водорода.
Побочным продуктом сжигания любого топлива в пламенном нагреве является водяной пар. Влага в водяном паре может быть источником водорода в сварном шве, что может привести к водородному растрескиванию. Снижение риска захвата водорода в сварном шве имеет решающее значение для получения высококачественных сварных швов в трубопроводах.
Использование индукционного нагрева вместо нагрева открытым пламенем устраняет риск образования водорода, не допуская проникновения влаги в процесс, и, следовательно, помогает улучшить качество и целостность сварных швов в соответствии с необходимыми нормами.
Быстрый и постоянный нагрев
Применение трубопроводов электропередачи обычно требует минимальных и максимальных температурных требований для предварительного нагрева, которые определяются процедурами сварки труб из этого конкретного сплава. Нахождение в температурном диапазоне важно для качества сварки и достижения желаемых свойств готового шва.
Нахождение в температурном диапазоне важно для качества сварки и достижения желаемых свойств готового шва.
Типичная минимальная температура предварительного нагрева при сварке трубопроводов составляет 250 градусов по Фаренгейту. Поддержание минимальной температуры помогает устранить любую влагу, которая может образовываться, поскольку трубы обычно хранятся на открытом воздухе на строительных площадках, где может быть холодно и сыро.
Открытое пламя часто приводит к неравномерному нагреву всей детали, и оператору также сложнее поддерживать определенную температуру или следить за тем, чтобы температура оставалась в пределах указанного окна. Падение ниже или превышение требуемого диапазона температур может отрицательно сказаться на качестве сварки.
Напротив, индукционный нагрев обеспечивает постоянный и равномерный нагрев всей детали. Индукционные системы также облегчают поддержание температуры на определенном уровне и постоянный контроль нагрева, чтобы гарантировать, что труба остается в пределах надлежащего температурного окна на протяжении всего сварного шва.
Индукционный нагрев также обеспечивает более быстрое достижение температуры, что важно при строительстве новых магистральных трубопроводов. В этих случаях скорость имеет решающее значение, поскольку операторы могут пытаться сварить как можно больше соединений в день. Эти работы обычно включают в себя многочисленные сварочные станции вдоль полосы отчуждения. Цель состоит в том, чтобы нагреть трубу вдоль полосы отвода, а затем быстро перейти к нагреву следующего сварного шва перед сварочной станцией.
Индукционная техника для стройплощадки
Индукционный нагрев не ограничивается магазином — новая технология позволяет легко использовать его на строительной площадке.
Системы нагрева ArcReach® — это новейшие решения для индукционного нагрева от компании Miller. Системы нагрева ArcReach, разработанные для предварительного нагрева сварных швов на строительных площадках и трубопроводах, обеспечивают простой в использовании предварительный нагрев сварных швов, который значительно быстрее, безопаснее и дешевле, чем методы открытого пламени или сопротивления.
Благодаря системам нагрева ArcReach подрядчики могут заказать предварительный нагрев сварных швов на месте, что повышает производительность и рентабельность на стройплощадке.Системы нагрева ArcReach работают от существующих источников сварочного тока, что еще больше повышает удобство и снижает затраты.
Эта технология может сэкономить несколько часов и сотни долларов на одном сварном соединении. Подрядчики, использующие системы отопления ArcReach, могут окупить свои инвестиции уже после предварительного нагрева 11-го стыка.
Когда сварочные работы нанимают специализированные компании по термообработке для выполнения работ по предварительному нагреву сварных швов, это может стоить до 2000 долларов за сварное соединение. Другой вариант, резистивный нагрев, требует установки дорогостоящей первичной электроэнергии.Третье решение – предварительный подогрев пламенным нагревом, который потребляет до 50 долларов США в час в пропане, требует оплаты пожарного персонала* и создает угрозу безопасности. Кроме того, подготовка и нагрев сварного соединения любым из этих методов может занять несколько часов.
Кроме того, подготовка и нагрев сварного соединения любым из этих методов может занять несколько часов.
Для сравнения, системы нагрева ArcReach позволяют компаниям самостоятельно осуществлять предварительный нагрев с использованием источников сварочного тока, уже имеющихся на месте. Система обычно может нагреть шов за 20 минут или меньше, что значительно экономит время и деньги.Система обогрева ArcReach включает в себя нагреватель ArcReach, который используется с кабелями с воздушным охлаждением или быстроразъемными обмотками с воздушным охлаждением.
Нагреватели ArcReach питаются от некоторых моделей совместимых источников сварочного тока ArcReach, включая все источники питания XMT® 350 FieldPro™, любые сварочные аппараты/генераторы Miller с приводом от двигателя с технологией ArcReach и любые источники питания Miller, которые могут работать с устройством Smart Feeder. Мощность постоянного тока от источника сварочного тока или привода двигателя преобразуется в переменный ток для питания нагревателя ArcReach, который, в свою очередь, питает кабели с воздушным охлаждением или быстросъемные витки. Стандартные сварочные кабели соединяют совместимый источник питания с системой на максимальном расстоянии 250 футов.
Стандартные сварочные кабели соединяют совместимый источник питания с системой на максимальном расстоянии 250 футов.
Индукционный нагрев быстрее, безопаснее и стабильнее по сравнению с пламенным и резистивным методами нагрева. Системы нагрева ArcReach используют электричество от нагревательных инструментов, размещенных на магнитных металлических поверхностях, таких как железо или сталь, или вокруг них, для создания токов в металле. Эти токи проходят через заготовку и преобразуются в тепло, поэтому источником тепла является сама заготовка, а не нагревательные инструменты.
Предварительный подогрев действующих трубопроводов
Хотя скорость не так критична в проектах по ремонту или техническому обслуживанию находящихся в эксплуатации трубопроводов, системы индукционного нагрева также предлагают многочисленные преимущества для этих приложений.
В этих случаях трудно должным образом нагреть сталь открытым пламенем, потому что все, что протекает по трубе, имеет эффект теплоотвода, который отводит тепло от стали. Как только оператор нагревает область и убирает горелку, сталь может остыть в течение нескольких секунд.
Как только оператор нагревает область и убирает горелку, сталь может остыть в течение нескольких секунд.
В этих приложениях часто нецелесообразно или невыполнимо останавливать трубопровод, пока ремонтные работы или работы по техническому обслуживанию завершены.
Индукционный нагрев позволяет оператору поддерживать необходимый уровень предварительного нагрева, чтобы замедлить охлаждение сварочной ванны и свести к минимуму риск образования холодных трещин в сварном шве. Это можно сделать, не останавливая поток нефти или природного газа по трубе.
Индукционные катушки с жидкостным охлаждением хорошо подходят для работ на действующих трубопроводах электропередачи, поскольку катушки могут быть расположены так, чтобы приспособиться к геометрическим переходам, характерным для разъемных тройников, используемых для горячей врезки и сварки труб с клапанами.Результаты испытаний, финансируемых Международным исследовательским советом по трубопроводам (PRCI), поддерживают использование индукционного нагрева для сварочных проектов на действующих трубопроводах для снижения риска водородного растрескивания.
Дополнительные преимущества для качества сварки
Индукционный нагрев также дает преимущества при рассмотрении ряда других факторов, связанных со сваркой магистральных трубопроводов.
- Трубы с покрытием: При выполнении проектов по ремонту магистральных трубопроводов, требующих вырезов и врезок, часто возникает необходимость повторного нанесения покрытия для защиты трубы от коррозии.Многие материалы, используемые в промышленности, не отверждаются должным образом, если в этих случаях сталь не нагревается до определенного уровня температуры. Индукционные одеяла с воздушным охлаждением можно использовать для нагрева зон трубы, чтобы создать большую площадь нагреваемой стали, чтобы можно было нанести эпоксидное покрытие на трубу при температуре, необходимой для надлежащего отверждения.
- Сегменты труб: В некоторых случаях требуется приваривание сегментов труб к клапанам. В этих ситуациях индукционный нагрев может свести к минимуму риск повреждения уплотнений и клапанов, что является обычной проблемой, возникающей при нагреве пламенем. Концы клапана обычно изготавливаются из стали намного толще трубы, что увеличивает риск повреждения уплотнений клапана при использовании пламени. Индукция обеспечивает гораздо более локализованное тепло, которое можно направить на определенную область детали, что помогает предотвратить повреждение. Из-за этих преимуществ несколько крупных трубопроводных компаний рекомендуют использовать индукционный нагрев для предварительного нагрева в приложениях, которые включают сегмент трубы или клапан.
 Концы клапана обычно изготавливаются из стали намного толще трубы, что увеличивает риск повреждения уплотнений клапана при использовании пламени. Индукция обеспечивает гораздо более локализованное тепло, которое можно направить на определенную область детали, что помогает предотвратить повреждение. Из-за этих преимуществ несколько крупных трубопроводных компаний рекомендуют использовать индукционный нагрев для предварительного нагрева в приложениях, которые включают сегмент трубы или клапан.
Концы клапана обычно изготавливаются из стали намного толще трубы, что увеличивает риск повреждения уплотнений клапана при использовании пламени. Индукция обеспечивает гораздо более локализованное тепло, которое можно направить на определенную область детали, что помогает предотвратить повреждение. Из-за этих преимуществ несколько крупных трубопроводных компаний рекомендуют использовать индукционный нагрев для предварительного нагрева в приложениях, которые включают сегмент трубы или клапан.Когда качество имеет решающее значение
Все больше компаний магистральных трубопроводов переходят на индукцию, успешно применяя процесс предварительного нагрева в новых строительных проектах и ремонтно-эксплуатационных работах.
Помимо многочисленных преимуществ, индукция обеспечивает высокую стабильность нагрева и более быстрое достижение температуры детали, а также устраняет потенциальный источник водорода, который является побочным продуктом нагрева открытым пламенем. Кроме того, индукция обеспечивает безопасность на стройплощадке.
Кроме того, индукция обеспечивает безопасность на стройплощадке.
Результатом является процесс предварительного нагрева, который способствует повышению качества и целостности сварных швов, что является решающим фактором, помогающим подрядчикам по трубопроводам добиться успеха.
Чтобы узнать больше об индукционном нагреве, посетите https://www.millerwelds.com/products/induction-heating-systems.
* Как указано в ANSI Z49.1, надзорные органы должны обеспечить назначение пожарных наблюдателей и, при необходимости, соблюдение процедур авторизации огневых работ.
Автоматический сварочный аппарат для труб с электрическим нагревом PPR PE PP
Описание продукта
Этот продукт подходит для соединения термопластичных труб, таких как PP-R /
PE / pp-c.Этот продукт имеет точный контроль температуры, высокую надежность, высокую безопасность
и уникальную технологию неклейкой формы, которая удобна для клиентов
в эксплуатации.
1 . Основные технические показатели
1. Условия эксплуатации: высота над уровнем моря не более 1000м
Температура окружающей среды: — 20°C-50°C
Относительная влажность: 45% — 95%
Диапазон напряжения: AC 200В-245В
±1 Гц
2. Температура нагревательной головки: 260 ± 5C
3.Индекс безопасности: сопротивление изоляции не менее 1 мОм
Ток утечки: ≤ 5 мА (AC RMS)
2 . Как использовать
1. Закрепите сварочный аппарат и установите нагревательную головку, поместите сварочный соединитель
на стойку, установите соответствующую нагревательную головку в соответствии с
требуемой спецификацией трубы и затяните ее внутренним шестигранником. . Как правило,
маленький находится спереди, а большой — сзади.
3 . Включение питания
Включите источник питания (обратите внимание, что источник питания должен быть оснащен защитным проводом заземления
), загорится зеленый индикатор, а когда зеленый индикатор
погаснет, загорится красный индикатор , что указывает на то, что сварочный аппарат
находится в состоянии автоматического контроля температуры и может начать работу.
Примечание: в состоянии автоматического контроля температуры попеременно загораются красный и зеленый индикаторы
, что указывает на то, что сварочный аппарат находится в контролируемом состоянии
и не влияет на работу.
4 . Сварная труба
Используйте труборез, чтобы разрезать трубу вертикально, вставьте трубу и фитинг в
головку пресса, не вращая одновременно, и работайте
в соответствии с требованиями, указанными в таблице ниже. По истечении времени нагрева
немедленно снимите трубу и фитинги с резьбонарезной головки и
вставьте их на необходимую глубину по прямой без вращения, чтобы
сделать фланец однородным на стыке.
Примечание: если температура рабочей среды ниже 5°C, время нагреваследует увеличить на 50%.
5 .Примечание
1. В этом изделии используется однофазная трехполюсная безопасная плоская вилка, и пользователи не могут ее менять
Вилка, вилка должна быть вставлена в розетку с заземляющим проводом.
2. При его использовании руки и легковоспламеняющиеся предметы не должны касаться нагревательной пластины
во избежание несчастных случаев.
3.Не разбирайте его, если вы не профессионал. Открытие может
привести к поражению электрическим током и нарушению работы машины.
производительность
4. Если красный и зеленый индикаторы не меняются в течение длительного времени, это означает, что
машина вышла из строя, прекратит работу и немедленно отключит питание.
5. Гарантия на данный сварочный аппарат составляет двенадцать месяцев с даты покупки
. (За исключением коробки и искусственных повреждений).
6.Температура сварочного аппарата была отрегулирована перед доставкой,
и непрофессионалам не разрешается изменять ее, так как это не влияет на нормальное использование и срок службы сварочного аппарата.
Предварительный нагрев при сварке – Powerblanket
Предварительный подогрев при сварке Подготовка труб и других поверхностей к сварке может оказаться сложной задачей, так как перед началом сварки металлические поверхности часто необходимо разогреть. Если металл недостаточно нагрет до начала сварки, это повлияет на скорость охлаждения.Если сварной шов остывает слишком быстро, металл может ударить и вызвать водородное растрескивание. Существует множество методов предварительного нагрева металла. Некоторые из них включают: печной нагрев, факельное сжигание, электрические ленточные нагреватели, индукционный нагрев и радиационный нагрев, а также сварочные покровы для предварительного нагрева.
Если металл недостаточно нагрет до начала сварки, это повлияет на скорость охлаждения.Если сварной шов остывает слишком быстро, металл может ударить и вызвать водородное растрескивание. Существует множество методов предварительного нагрева металла. Некоторые из них включают: печной нагрев, факельное сжигание, электрические ленточные нагреватели, индукционный нагрев и радиационный нагрев, а также сварочные покровы для предварительного нагрева.
При предварительном и последующем нагреве металла обеспечивается лучшая диффузия водорода; до 1000 раз больше диффузии при 250 ° F (121 ° C), чем при комнатной температуре (68 ° F, 20 ° C).Риск растрескивания снижается по мере диффузии большего количества водорода после завершения сварки.
Типы теплопередачи Существует 3 основных вида теплопередачи: конвекция, излучение и теплопроводность. Все 3 метода полезны в разных приложениях. Давайте посмотрим поближе.
Давайте посмотрим поближе.
Конвекция переносит тепло в пространстве за счет движения молекул. Например, вращательное круговое движение в кастрюле с кипящей водой — это конвекционный нагрев.
РадиацияИзлучение – это передача тепла посредством электромагнитного излучения. Лучистое отопление — это то, что вы можете почувствовать в воздухе, сидя у костра.
ПроводкаТеплопроводность передает тепло посредством прямого поверхностного контакта. Это наиболее эффективный метод теплопередачи для предварительного нагрева различных металлических поверхностей перед сваркой. Лучистое тепло будет тратить время и энергию на нагрев воздуха вокруг металла, а не самого металла.Прямой контакт обеспечит равномерный постоянный нагрев поверхности ваших сварочных материалов.
Давайте сравним 2 разных метода предварительного нагрева при сварке. Индукционный нагрев с использованием излучения и нагревательных одеял с использованием проводимости.
Индукционный нагрев включает в себя наматывание проводящего металлического предмета вокруг поверхности или контейнера, который необходимо нагреть. Затем электромагнитные токи циркулируют и нагревают окружающий их объект.После того, как эти металлические катушки установлены, их нелегко снять и установить заново. Индукционный нагрев хорошо подходит для объектов, нуждающихся в постоянном подаче тепла в фиксированном, контролируемом месте. Индукция обычно используется на заводах, где длинные полосы трубопровода непрерывно проходят через центр индукционных нагревательных спиралей.
Однако для сварки в полевых условиях и ремонта на месте индукция не является практичным решением, особенно в холодную погоду. Сварка в динамичной среде требует более портативных и гибких вариантов предварительного нагрева.Высокотемпературные нагревательные одеяла достаточно гибки, чтобы соответствовать и нагревать любой металл, нуждающийся в сварке. Также в них используется кондуктивный нагрев, который равномерно распределяется по всей поверхности металла.
Также в них используется кондуктивный нагрев, который равномерно распределяется по всей поверхности металла.
Одеяла для предварительного нагрева легко устанавливаются, снимаются, хранятся и размещаются в другом месте сварки.
Решения для предварительного нагрева Powerblanket Высокотемпературные нагревательные одеялаPowerblanket специализируется на инновационных решениях для обогрева, которые подходят для самых разных форм поверхностей и могут использоваться в самых разных местах.Наши портативные нагревательные одеяла бывают любой формы и размера, чтобы справиться с любыми сварочными работами.
Толстая изоляция и эффективная технология распределения тепла направляют тепло вниз к поверхности сварки, устраняя горячие и холодные точки.
Компания Powerblanket также предлагает нагревательные одеяла, сертифицированные для использования в опасных зонах. Безопасный предварительный нагрев металлов в местах C1D2, чтобы вы могли сваривать везде, где это необходимо.
Наши нагреватели газовых баллонов и обогреватели баллонов с пропаном идеально подходят для сварки резервуаров.Имея большой выбор размеров, Powerblanket может подогнать и подогреть резервуар любого размера, даже при сварке в самых холодных условиях.
Свяжитесь с нами, чтобы найти идеальное решение для предварительного нагрева для ваших сварочных нужд, по номеру 866.945.4203 или [email protected]
.Эффективный и мощный нагревательный элемент для сварки труб ppr Местное послепродажное обслуживание
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных нагревательных элементов для сварки труб из полипропилена для различных видов сварки.Эти нагревательные элементы для сварки труб из полипропилена широко используются в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя все виды требований. Эти машины сертифицированы и протестированы строгими командами контроля качества и уполномоченными регулирующими органами для обеспечения оптимальной производительности продуктов. Покупайте эти товары у проверенных и надежных продавцов и поставщиков нагревательного элемента для сварки труб ppr на сайте.
Эти машины сертифицированы и протестированы строгими командами контроля качества и уполномоченными регулирующими органами для обеспечения оптимальной производительности продуктов. Покупайте эти товары у проверенных и надежных продавцов и поставщиков нагревательного элемента для сварки труб ppr на сайте.Великолепный и высококачественный нагревательный элемент
для сварки труб из полипропилена , доступный на месте, изготовлен из материалов, обладающих высокими эксплуатационными характеристиками и надежностью.Эти устройства прочны благодаря своему материалу и могут выдержать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти нагревательные элементы для сварки труб из полипропилена доступны как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей. Сочетая основные технологии в одном продукте, эти нагревательные элементы для сварки труб из полипропилена обеспечивают более высокий уровень автоматизации.На Alibaba.com вы можете выбрать из различных вариантов нагревательного элемента
для сварочных аппаратов для труб из полипропилена , доступных в различных формах, размерах, цветах, функциях и мощностях в зависимости от выбранной модели.Эти выдающиеся машины для сварки труб ppr с нагревательным элементом сертифицированы и оснащены мощными ультразвуковыми рожками. Компактный размер вместе с защитными рамами делает эти нагревательные элементы для сварки труб ppr великолепными для коммерческого использования и обеспечивает большую универсальность.Alibaba.com предлагает полную линейку нагревательных элементов
для сварочных аппаратов для труб из полипропилена , которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты сертифицированы ISO, CE, SGS для обеспечения лучшего качества.Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой при покупке оптом.
ITW Welding Сингапур | Новая технология предварительного нагрева трубного и сортового проката
Предварительный нагрев обычно проводится перед сваркой труб из стали или стального сплава толщиной 1 дюйм или более. Это помогает снизить скорость охлаждения сварного шва, а также вытесняет влагу, тем самым обеспечивая высокое качество сварных швов и снижая вероятность образования трещин.
Существуют различные методы предварительного нагрева, такие как открытое пламя, резистивный нагрев и традиционный индукционный нагрев, каждый из которых имеет свои преимущества и недостатки.Однако, когда дело доходит до сварки катаных труб, на рынке очень мало вариантов, которые могут обеспечить успешный предварительный нагрев и контроль температуры. В этой статье мы рассмотрим новую технологию прокатного индукционного нагрева, которая специально разработана для сварки труб с вращением. Мы также рассмотрим некоторые проблемы, связанные с другими популярными методами нагрева, такими как открытое пламя и нагревание сопротивлением.
Сравнение различных методов предварительного нагрева
Многие производственные цеха используют горелку с открытым пламенем, потому что это самый простой метод сварки катаных труб или стационарных труб.Установка выполняется быстро и легко, сварщики знакомы с оборудованием, а первоначальные капиталовложения невелики. Однако предварительный нагрев открытым пламенем очень неэффективен, поскольку большая часть тепла уходит в окружающую среду. Расходы на расходные материалы высоки из-за большого расхода газовых баллонов. Также необходимо учитывать факторы безопасности, такие как повышенный риск ожогов, хранение взрывоопасных газов и постоянное воздействие паров угарного газа. Качество также может быть еще одной проблемой, поскольку нагрев пламенем обычно приводит к непостоянному нагреву с множеством горячих и холодных точек.
Другие производственные цеха также могут использовать резистивный нагрев для предварительного нагрева труб. При использовании этого метода керамические грелки и изоляция оборачиваются вокруг нагреваемой детали, а время установки и демонтажа обычно занимает очень много времени. Эти расходные материалы также являются хрупкими, и их необходимо время от времени заменять, поскольку сломанные колодки могут привести к появлению горячих и холодных точек на детали. Кроме того, количество кабелей и проводов, необходимых для резистивного нагрева, делает этот метод менее подходящим для применения с вращающимися трубами.
Эти расходные материалы также являются хрупкими, и их необходимо время от времени заменять, поскольку сломанные колодки могут привести к появлению горячих и холодных точек на детали. Кроме того, количество кабелей и проводов, необходимых для резистивного нагрева, делает этот метод менее подходящим для применения с вращающимися трубами.
Аналогичным образом, традиционные решения для индукционного нагрева также требовали оборачивания нагревательного кабеля вокруг трубы, что делало его менее подходящим для сварки катаных труб. Однако с новой технологией индукционной прокатки индуктор сидит на трубе и не мешает вращению трубы. Индуктор подключен к машине Miller ProHeat 35, от которой индуктор получает питание. Переменный ток проходит через индуктор, создавая вокруг него магнитное поле.Это магнитное поле проходит через металлическую трубу, создавая вихревые токи внутри материала. Сопротивление металла потоку вихревых токов приводит к выделению тепла в трубе. Таким образом, труба становится собственным нагревательным элементом, нагревающимся изнутри. Следовательно, это делает индукционный нагрев очень эффективным процессом по сравнению с открытым пламенем и резистивным нагревом, поскольку потери тепла в окружающую среду минимальны.
Следовательно, это делает индукционный нагрев очень эффективным процессом по сравнению с открытым пламенем и резистивным нагревом, поскольку потери тепла в окружающую среду минимальны.
Повышение производительности и простота использования
Эксклюзивная индукционная технология прокатки Miller разработана для легкой настройки.Катящийся индуктор устанавливается на стандартную трубную подставку, и сварщику необходимо выровнять индуктор на вращающейся трубе. Сварщику нужно только установить максимальную мощность и время на аппарате Miller ProHeat 35, а оборудование сделает все остальное. Индукционный нагрев быстро и равномерно доводит деталь до желаемой температуры, что делает его эффективным методом нагрева для катаных труб.
Содействие созданию более безопасной рабочей среды
По сравнению с нагревом пламенем и резистивным нагревом индукционный нагрев снижает вероятность ожога, поскольку в нем не используются нагревательные элементы.Индукционный нагрев также может способствовать созданию более комфортной рабочей среды и снижению утомляемости сварщика, поскольку потери тепла в окружающую среду минимальны, а токсичные пары и дым не образуются.
Поскольку индукционный нагрев является более безопасным методом нагрева, он может способствовать достижению цели производственного цеха по достижению нулевого уровня потерь рабочего времени. Повышение безопасности также может снизить затраты, связанные с простоями рабочих, страховыми и компенсационными выплатами, тем самым улучшив итоговую прибыль производственного цеха.
Стабильное качество нагрева
Поддержание постоянной температуры по всей трубе особенно важно, особенно при сварке современных высокопрочных сталей. Благодаря технологии индукционной прокатки на трубе будет минимальное количество горячих и холодных точек, поскольку машина обеспечивает постоянную тепловую мощность при вращении трубы. Система предлагает максимальную температуру 315 градусов по Цельсию и может использоваться на трубах диаметром 8 дюймов и больше.
Снижение стоимости жизни
Первоначальные капиталовложения в прокатный индуктор выше по сравнению с пламенным нагревом и резистивным нагревом. Однако катящийся индуктор представляет собой более эффективную технологию и дешевле в эксплуатации в расчете на час. Это также может повысить производительность, поскольку быстрее доводит трубу до нужной температуры и вносит значительный вклад в повышение безопасности производственного цеха. Поэтому окупаемость инвестиций растет в пользу на протяжении всего срока службы оборудования.
Однако катящийся индуктор представляет собой более эффективную технологию и дешевле в эксплуатации в расчете на час. Это также может повысить производительность, поскольку быстрее доводит трубу до нужной температуры и вносит значительный вклад в повышение безопасности производственного цеха. Поэтому окупаемость инвестиций растет в пользу на протяжении всего срока службы оборудования.
Источник питания Miller ProHeat 35 также совместим с другими аксессуарами и инструментами, помимо катящегося индуктора.Например, когда к источнику питания подключены кабели с жидкостным охлаждением, машина может выполнять несколько функций, включая прогрев водородом, термоусадочную посадку и термообработку после сварки. Это повышает универсальность и ценность инвестиций.
Примите взвешенное решение
Предварительный нагрев является жизненно важной частью процесса изготовления труб для обеспечения высокого качества сварных швов. При принятии решения о том, какой метод предварительного нагрева использовать, важно учитывать вопросы производительности, безопасности, качества и охраны окружающей среды, связанные с различными методами предварительного нагрева.
Полностью автоматический аппарат для сварки труб с электрическим нагревом PPR PE PP
В комплект поставки входит 1 аппарат для сварки труб 3 сварочных головки (20 мм 25 мм 32 мм) 2 крепежных винта 1 гаечный ключ 1 опорная полка 1 железный ящик Технические характеристики
1.
Название : Электрический сварочный инструмент
2.
Модель : E06307 : E06307
3.
Цвет : Green
4.
Материал : железный сплав
5.
Температура окружающей среды : -20? ~ 50 ?
6.
Относительная влажность : от 45% до 95%
7.
Диапазон напряжения : 176 В ~ 245 В переменного тока 50 ± 1 Гц
8.
Температура нагревательной головки : 260 ± 5 ?
9.
Устойчивость безопасности
: устойчивость к изоляции не менее 1 МОм
10.
Ток утечка : ≤ 5ma (RMS) : ≤ 5ma (RM)
11.
Размер : 33x12cm
12.
Коробка Размер : 36×15см Особенности — Для сварки пластиковых труб, таких как трубы PP / PPR / PB / PE / PP-C и т. д.- Предназначен для длительного использования. — Нескользящая ручка, удобная для захвата. — Подходит для оборудования для строительства трубопроводов. — Панель из марганцевой стали, быстрая теплопроводность. — Толстая сенсорная головка с золотой краской, быстрый нагрев горячего расплава. Инструкция
д.- Предназначен для длительного использования. — Нескользящая ручка, удобная для захвата. — Подходит для оборудования для строительства трубопроводов. — Панель из марганцевой стали, быстрая теплопроводность. — Толстая сенсорная головка с золотой краской, быстрый нагрев горячего расплава. Инструкция
1. Установите радиатор на стационарное сварочное устройство, поместите сварочное устройство на стойку, установите соответствующую нагревательную головку в соответствии с требуемыми техническими характеристиками трубы и затяните гаечным ключом, обычно маленьким в передней части сзади.
2.
Питание включено : питание включено (обратите внимание на то, что питание должно быть с заземлением), зеленый индикатор горит до тех пор, пока зеленый свет не погаснет, красный индикатор горит, указывая на то, что предохранитель вставлен в цепь. состояние автоматического контроля температуры, вы можете начать работу.
Примечание : В состоянии автоматического контроля температуры попеременно загораются красный и зеленый свет, указывая на то, что предохранитель находится в контролируемом состоянии, не влияет на работу.