Сварка вертикального шва — ВИДЕО правильной сварки металла
 Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла. Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
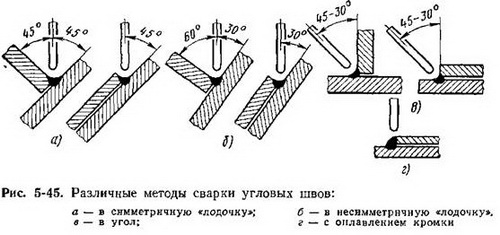
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.

Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.

Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как правильно варить вертикальный шов инвертором без отрыва?
В рабочем процессе сварки нередко возникает ситуация, когда требуется приварить две детали, расположенные в разных плоскостях. Попробуем детально разобраться, как варить вертикальный шов инвертором, так плоскости, как правило, располагаются в таких плоскостях, где нет возможности использовать обычные методы сварочных технологий. Как правило, одна плоскость располагается в вертикальном положении, а вторая часть в потолочной плоскости. В целом, как правильно варить вертикальный шов полуавтоматом задача непростая, требует сноровки, терпения и большого опыта мастеров – сварщиков. Достаточно упомянуть одну простую истину, даже расплавленный металл, который расположен между двумя плоскостями, подвержен силе закона всемирного тяготения вниз, что приводит в свою очередь к деформации и нарушению конструкционной части деталей.

Начало сварки вертикального шва
Принципиальные варианты проведения вертикальной сварки 

Чтобы понять, как правильно варить вертикальный шов инвертором, рассмотрим два принципиальных варианта проведения сварочных работ, которые включают в себя следующие принципы работы:
- В верхней зоне соединения, металл плавится быстрее, чем в ее нижней части, таким образом, проходит быстрая кристаллизация металлоконструкции в частях стыковки и соединения. Особенности сварки вертикальных швов предусматривают использование мелких дисперсионных частичек раскалённого металла, которые можно добиться только в режиме перемещения электродом вглубь, а также наружу, быстрыми и резкими движениями. При этом обязательно уменьшаем длину дуги сварочного аппарата. Образно говоря, в данной ситуации задача, как варить вертикальный шов полуавтоматом, чем – то напоминает постукивание электродом по поверхности обрабатываемых частей.
- Сварочный процесс как варить вертикальный угловой шов при помощи переменного тока осуществляется исключительно снизу вверх. Тут потребуется постепенное заполнение кратера обрабатываемого шва, причём наполняемость будет производиться исключительно снизу. Образно говоря, нижняя плоскость металла будет подставкой для заполнения раскалённого металла, который поступает сверху, рабочая плоскость ванны наполняется постепенно.
Требования к сварке в вертикальном положении
Ради справедливости, не всегда есть вероятность того, что необходимо только сварка вертикальных швов без отрыва. Встречаются ситуации, когда шов необходимо варить только сверху вниз. Но и здесь потребуется выполнение ряда технологических условий, которые необходимы для качественного проведения операции сварки металлов различных групп.
«Важно!
Чтобы капли раскалённого металла не стекли вниз, потребуется соблюдение ряда условий для определения задачи, как варить вертикальный шов инвертором металл 1.5 мм.»
- Электрическая дуга должна быть исключительно короткой.
- В начале режима поджига, электрод должен располагаться только перпендикулярно, причём одновременно двум рабочим плоскостям имеющихся заготовок.
- В процессе варке, электрод наклоняется вниз относительно основного корпуса держака. Электрод должен располагаться только под острым углом наклона относительно основной части сварочного шва. Дуга обязательно должна «ловить» капли раскалённого металла, для предотвращения стекания вниз.
- В некоторых случаях сварка полуавтоматом вертикальных швов не может остановить стекание раскалённых участков обрабатываемой поверхности металла. Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.
Вышеописанная технология является намного легче, чем аналогичный вариант проведения сварки сверху вниз. Но, данная методика показывает, что качество сварки будет в несколько раз хуже, чем предыдущий вариант исполнения.
Способы проведения сварочных работ
Теперь рассмотрим вопрос, как правильно варить вертикальный шов. Для этих целей берём во внимание одну из разновидностей работы – треугольник, ёлочка или лесенка.

Схема сварки вертикального шва
- Технология треугольник. Для этой технологии используем металл, который имеет толщину не более чем 2 мм. Для выполнения технологического процесса, максимально притупляем кромки. В основе это работы, лежит технология сварки снизу вверх, но жидкий метал должен застывать сверху. Такой расплавленный металл постепенно стекает в нижнюю часть, аккуратно кристаллизируется образующийся металлический корпус шовного валика. Шлак, который стекает вниз, не препятствует проплавлению имеющихся кромок на части металла, так как происходит перемещение по уже застывшей ванне. По своей сути, форма ванны имеет вид треугольника, и это указывает на основное пояснение названия данной технологии. В данном случае необходимо правильно двигать электродом, чтобы можно было заполнить форму ванны, точнее ее стык. К примеру, в нижней части зазора образуется полочка, после этого электродом перемещаем к левой кромке, после этого плавно переходим к правой кромке, и таким образом формируется наполнение ванночки. Для технологии треугольником, лучше всего использовать электрод диаметром 3 мм, а сила тока не более 80-100 ампер.
- Технология ёлочка. Этот вариант оптимален только для материала стали, которая имеет толщину в диапазоне 2-3 мм. Здесь используются очень сложные схемы перемещения электродом. Сварочные работы необходимо начинать в одной из плоскостей кромки. По одной стенке необходимо наплавлять раскалённый металл на себя, таким образом, формируем толщину зазора. Далее не останавливаясь, направляем электрод в глубину зазора. После этого необходимо опять же не останавливаясь задержаться в верхней части зазора на некоторое время, и опять же не останавливаясь отправлять электрод к другой части кромки. По идее, этот процесс напоминает больше петлю, где нужно каждый шаг отрабатывать до автоматизма. Таким образом, вы добьётесь равномерного распределения расплавленных частей в зазоре металла. В этом процессе необходимо предотвратить образование порезов кромок, а также образования подтёков.
- Технология лесенка. Этот метод можно использовать только в том случае, если вы обеспечите образование максимального размера шва при минимально возможном притуплении кромок. Сам процесс заключается в переходе от одной части кромки к другой при минимальном режиме подъёма электрода. Образно говоря, сварочная технология выполняется зигзагообразными действиями от одной кромки к другой, причём снизу – вверх. В данном случае рекомендуется электрод надолго задерживать на основаниях кромки на определённое время, после этого быстро обеспечивать переход к другой кромке там опять задерживаемся и быстро переходим к другой части и т.д. Данная технология актуальна для металла, который имеет толщину до 4 мм.
Варить вертикальный шов в принципе очень тяжело. Только опытным путём, настоящий профессионал может выполнить качественную работу.
«Обратите внимание!
Примечательно, чтобы научиться данной технологии, понадобится несколько месяцев практических навыков.»
Большое количество вариантов шва позволяет обеспечить высокое соединение стыковых соединений. Вертикальный шов, один из немногих, который позволяет добиться высокого качества соединения разнородных по группе металлов и конструкционных решений.
Видео: Как научится варить вертикальный шов?
Как правильно варить вертикальный шов электросваркой (потолочный)
«Как правильно варить вертикальный шов электросваркой?» – вопрос, ответ на который интересует не только начинающих сварщиков или тех, кто решил что-то починить, не прибегая к услугам профессионала, но и работников с опытом в этой сфере.
Сварочные работы сами по себе довольно сложный процесс, который требует не только достаточных знаний, но и опыта. Предметы, изделия или их части могут располагаться так и в таких местах, что доступ к ним будет затруднен или расположение сварщика не будет давать ему выполнить работу привычным способом. Таким «нестандартным» расположением предметов для сваривания является вертикальное и потолочное.
Вертикальный шов
Вертикальная сварка полуавтоматомПри сваривании в месте плавления образуется капля жидкого металла, которая под действием силы тяжести будет двигаться по направлению к земле. На вертикальных поверхностях – сверху вниз. Стекание капли металла будет затруднять формирование сварочного шва. Потому «вертикальная» сварка имеет ряд особенностей.
Главный принцип – расплавленный в месте сварки металл должен быстрее, чем обычно, кристаллизоваться. Это возможно, если его капля будет минимального размера. Добиться такого результата можно за счет уменьшения длины электрической дуги и коротким движением электрода вверх или в сторону.
Направление сварного шва может быть как сверху вниз, так и снизу вверх. Необходимо учитывать, что тепло от электрической дуги поднимается. Потому опускаясь вниз, нужно будет увеличить силу тока.
Рекомендуется вести его вверх, тогда застывший кратер металла снизу, будет удерживать верхний. Положение электрода не имеет особого значения. Его наклон может быть как вверх, так и вниз. Удержание его с наклоном вниз обеспечивает больший обзор и возможность контролировать распределение капель и формирование шва. Недостаток такого способа – это грубая чешуйчатая его поверхность.
Наплавленный металл стек внизЕсли условия проведения работ не позволяют сваривать снизу вверх, то применяют обратное направление формирования шва. При этом электрод сначала ставят перпендикулярно по отношению к плоскости свариваемых деталей. При появлении капли жидкого металла положение электрода меняют и держат его с наклоном, так чтобы между свариваемыми поверхностями и ним образовался острый угол, направленный своим концом вверх. Такое положение позволяет удержать каплю от стекания короткой электрической дугой.
Если капля удерживается с трудом или падает, то следует увеличить скорость перемещения электрода и силу тока, а также несколько расширить шов, двигая электрод из стороны в сторону. Это способ «вертикальной» сварки легче, но качество соединения будет хуже. Есть также опасность, что расплавленный металл не удержится дугой и силой поверхностного натяжения, и потечет.
Потолочный шов
Горизонтальная сварка металла электродомИ уж совсем вызывает недоумение и замешательство ситуация, когда необходимо сварить горизонтально расположенные над головой детали и выполнить так называемый потолочный шов электросваркой. Положение сварщика в этом случае чрезвычайно неудобное, а капля расплавленного металла будет падать вертикально вниз.
Электрод при варке «потолочного» располагается перпендикулярно свариваемым поверхностям. Скорость его перемещения должна быть постоянной с небольшими круговыми движениями для расширения шва. Электрическая дуга должна быть короткой. Если она будет длинной, то при сварке образуются подрезы.
Горизонтальную сварку электродами нужно проводить прерывистыми линиямиДля выполнения этого вида сварки применяется тот же принцип – максимально быстрого затвердения металла. При сварочных работах необходимо использовать электроды со специальным тугоплавким покрытием. Благодаря этому на конце их создается «чехольчик», которым удерживается капля.
Кроме круговых движений в горизонтальной плоскости, электрод перемещают вертикально. После того как электрическая дуга расплавила металл, электрод несколько удаляют от ванной и тем самым гасят дугу. Поступление энергии прекращается. Металл остывает и кристаллизуется, тем самым уменьшая сварочную ванну. То есть плавление производят короткими замыканиями.
К сварке «потолочным» швом следует прибегать лишь в крайних случаях, когда нельзя соединяемые детали расположить более удобным для сварочного процесса образом. Это связано опять-таки с особенностью расположения. Разогрев происходит снизу, а пузырьки газа в ванне жидкого металла, поднимаются. Они всплывают и попадают в корень шва, делая его тем самым менее прочным.
Рекомендации
Для того чтобы электросваркой варить шов как потолочный, так и вертикальный рекомендуется применять электроды меньшего диаметра и пониженную на 10-12% силу тока, по сравнению с обычными условиями.
Как правило, применяют их диаметром не более 4 мм. Или еще меньшего, если есть необходимость разделать кромки или заплавить зазор между деталями.
Вертикальный и «потолочный» можно варить с применением защитных газов.
Реклама партнеров
Видео: Сварка горизонтального шва
Как варить вертикальный шов дуговой сваркой видео
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.

Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.

Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.

Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.

Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.

Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.

Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.

Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.

Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.

Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.

Существует несколько аппаратов для сварки:
- Трансформатор. При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель. Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор. Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:
- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.

После такой тренировки можно будет переходить к свариванию 2 частей металла.
Правильное выполнение вертикального сварочного шва (видео)
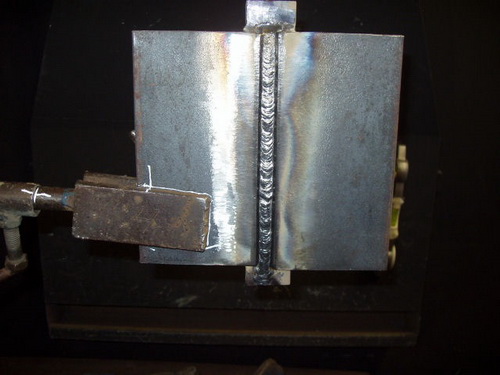
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.
Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.
Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.
Первый шов, полученный методом «елочка», не имеет никаких дефектов. Второй шов с пробегом вперед выглядит более аккуратно, хотя и имеет небольшие поры в начале. Угловые швы, хотя и выполнены двумя разными способами, выглядят аккуратно и практически одинаково.
На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Сварка вертикального шва или как варить вертикал
Специалисты и профессионалы своего дела всегда понимают, что качественная работа и поставленные задачи достигают высокого уровня только при наличии надежного оборудования. Для того, чтобы его приобрести можно просмотреть множество предложений в интернете, но делать это вовсе необязательно. Различные модели самых необходимых инструментов различной направленности, испытательное оборудование www.signaltest.ru, электроизмерительные приборы и многое другое находится на сайте компании «Восток». Кроме каталога с обширным ассортиментом существует возможность воспользоваться услугами и выбрать самые удобные способы взаимодействия.
Как начинающим сварщикам варить тонкий металл (вертикальный шов)
Новости
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Где заказать лифт  В России повсеместная, катастрофическая проблема лифтового оборудования. Ежегодно десятками тысяч выходят из строя подъемники отслужившие свой гарантийный срок. Хорошо если оборудование успело отработать
В России повсеместная, катастрофическая проблема лифтового оборудования. Ежегодно десятками тысяч выходят из строя подъемники отслужившие свой гарантийный срок. Хорошо если оборудование успело отработать
Запчасти для септиков  При таких условиях самым оптимальным вариантом будет анаэробный септик с почвенной очисткой, поскольку он прост, энергонезависим и редко обслуживается. При фильтрации через грунт сточная вода, прежде
При таких условиях самым оптимальным вариантом будет анаэробный септик с почвенной очисткой, поскольку он прост, энергонезависим и редко обслуживается. При фильтрации через грунт сточная вода, прежде
Изготовление печатей 
Доска необрезная  Доска необрезная – доска, у которой не опилены или частично опилены кромки. Используется она чаще всего для изготовления различных настилов, обшивки, обрешетки крыши, элементов несущих конструкций
Доска необрезная – доска, у которой не опилены или частично опилены кромки. Используется она чаще всего для изготовления различных настилов, обшивки, обрешетки крыши, элементов несущих конструкций
Ручки мебельные интернет магазин  Что дешевле? Как не перепутать метабокс и тандембокс: разбираемся в названиях. Blum и Hettich — самые раскрученные производители мебельной фурнитуры. Часто покупатель выбирает между ними и не знает,
Что дешевле? Как не перепутать метабокс и тандембокс: разбираемся в названиях. Blum и Hettich — самые раскрученные производители мебельной фурнитуры. Часто покупатель выбирает между ними и не знает,
Кабинет агента 
Флаги  Государственный флаг – это символ суверенитета государственного образования. Его наличие необходимо во всех мероприятиях государственного масштаба. Такой флаг часто вывешивается на государственных учреждениях.
Государственный флаг – это символ суверенитета государственного образования. Его наличие необходимо во всех мероприятиях государственного масштаба. Такой флаг часто вывешивается на государственных учреждениях.
Календарь деревянный настольный  Сегодня сложно прожить без актуальной информации, не ориентируясь в происходящем и без привязки к хронологии событий. При этом, всем здравомыслящим людям прекрасно известно, что не используя календарь,
Сегодня сложно прожить без актуальной информации, не ориентируясь в происходящем и без привязки к хронологии событий. При этом, всем здравомыслящим людям прекрасно известно, что не используя календарь,
Вращательно вибрационное сито  Сита для просеивания формовочных материалов должны обеспечивать разрушение комьев и отделение от общей массы смеси кусков стержней, скрапа и других случайных предметов, попадающих в нее при выбивке
Сита для просеивания формовочных материалов должны обеспечивать разрушение комьев и отделение от общей массы смеси кусков стержней, скрапа и других случайных предметов, попадающих в нее при выбивке
«>