Точечная сварка из сварочного инвертора своими руками
Содержание
- 1 Сборка аппарата контактной сварки
- 1.1 Необходимые инструменты и детали
- 1.2 Инвертор: нужен или нет?
- 1.3 Сварочный трансформатор
- 1.4 Управление аппаратом и рычаги
- 1.5 Электроды для сварки
- 1.6 Техника безопасности
- 2 Вместо заключения
- 3 Варианты точечной сварки
- 4 Инверторный аппарат для точечной сварки
- 4.1 Схема и необходимые элементы
- 4.2 Достоинства и недостатки конструкции
- 5 Открывающиеся возможности
- 6 Нужен ли инвертор?
- 7 Что потребуется
- 8 Изготовление трансформатора
- 9 Теоретическая и практическая помощь
- 10 Осторожно!
- 11 Тщательно изолируем и хорошо охлаждаем
- 12 Монтаж системы управления
- 13 Это важно!
- 14 Делаем клещи
- 15 Обеспечение прижимного усилия
- 16 Подача газа
- 17 Забота о надёжности и безопасности
- 18 Взвесьте всё как следует
Время чтения: 9 минут
Сейчас в интернете можно найти десятки статей и инструкций, как сделать своими руками контактную сварку из инвертора. Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие. Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие. Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Исходя из этого, становится понятно, что внимание нужно обратить не на то, ИЗ ЧЕГО сделана контактная сварка, а НА ТО, каким образом будет обеспечиваться прижимное усилие. Впрочем, давайте обо всем по порядку. В этой статье мы подробно расскажем, как собрать аппарат для контактной сварки своими руками из устройства инверторного типа, и нужен ли вообще инвертор в данной ситуации.
Эта статья предназначена для практикующих мастеров, и не содержит подробных объяснений, которые и так понятны. Если вы новичок, то прочтите другие статьи на нашем сайте, в которых мы рассказываем про аппарат контактной сварки.
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение. Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится. Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы. Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах. Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Но вам нужно позаботиться ни столько о рычагах, сколько о прижимном усилии. Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Сжимать рычаги можно и вручную, если металл тонкий и легко прогревается. В таком случае конструкцию не нудно дорабатывать. Но если вы захотите сварить более-менее толстый металл, то придется все же сделать доработки. Можно сделать более тяжелый рычаг, который за счет своего собственного веса будет обеспечивать дополнительное сжатие. Но в таком случае аппарат нужно жестко зафиксировать на столе.
Но в таком случае аппарат нужно жестко зафиксировать на столе.
Если стационарный аппарат вам не нравится, то можно добавить к рычагу винтовую стяжку. Она устанавливается между рычагом и основанием аппарата. Вариант действенный и надежный.
Вернемся к кнопке включения. Если вы выберите самую простую конструкцию, когда прижимное усилие обеспечивается вручную (вы опускаете рычаг и с помощью своей силы сжимаете заготовку между электродами), то мы рекомендуем поставить кнопку включения так, чтобы при опускании рычага она нажималась. Опустили рычаг — кнопка включилась, аппарат работает. Подняли — аппарат выключился. Это крайне удобно, поскольку одна рука мастера всегда свободна.
Электроды для сварки
Сварочный аппарат для контактной сварки немыслим без электродов. В нашем случае используются медные электроды. Они могут быть самодельными и покупными. Лучше взять покупные, они однозначно будут работать так, как нужно. Тем более, их цена не такая уж большая, чтобы экономить.
Есть множество форм электродов, но вам нужны самые простые, прямые электроды. Чем больше их диаметр, тем больший диаметр будет у сварной точки. Тем больше сварная точка, тем надежнее соединение. Все просто. Так что подбирайте электроды исходя из своих нужд, а не на глаз. Только так вы получите работающее устройство, которое отлично сварить заготовки. И не будет особых дефектов.
Если вы собираете маломощный аппарат для сварки тонких металлов, то можете в качестве электродов использовать медные наконечники от обычного паяльника. Они отлично проводят ток и годятся для маломощного аппарата.
Также знайте, что электроды — это материал расходный. Нельзя установить одни электроды и использовать их много лет. Если вы видите, что конец электрода начал тупиться, значит пора заменить.
Техника безопасности
Чтобы ваш аппарат работал стабильно и надежно, а ваше здоровье осталось в целости и сохранности, все компоненты нужно тщательно заизолировать с помощью изолирующих материалов. Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Вместо заключения
Самодельный аппарат — это отличная задумка. Самоделка в любом случае дешевле и проще в применении, чем заводское устройство. Особенно, если дело касается именно контактной сварки. Ведь многие мастера не используют ее на постоянной основе, а лишь нуждаются в аппарате пару раз в году. В таком случае просто нецелесообразно покупать дорогой сварочник в магазине. Легче и разумнее собрать что-то попроще своими руками.
Но учтите, что самодельная контактная сварка из сварочного аппарата потребует от вас определенных навыков и знаний. Схема у такого устройства несложная, но вы должны разбираться в элементарных понятиях. Если вы не можете отличить первичную обмотку от вторичной, то лучше изучайте теорию и только потом приступайте к сборке самодельного аппарата. Желаем удачи в работе!
Если вы не можете отличить первичную обмотку от вторичной, то лучше изучайте теорию и только потом приступайте к сборке самодельного аппарата. Желаем удачи в работе!
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000—2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ.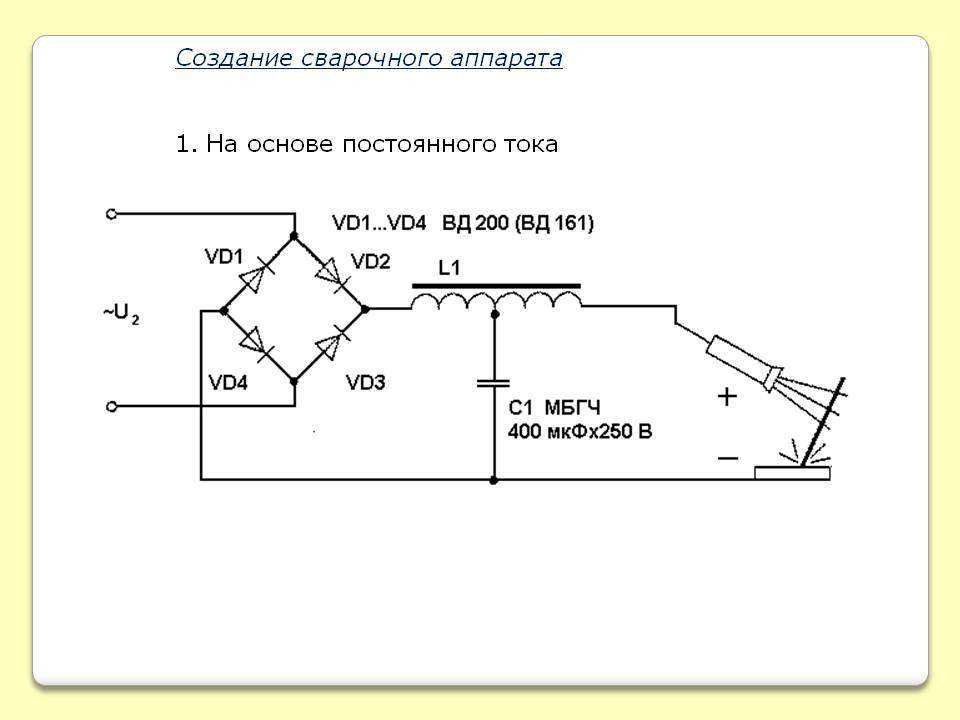 В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.

- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.

Достоинства и недостатки конструкции
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы
 При просадках тока источника питания в аппарате могут появиться неисправности.
При просадках тока источника питания в аппарате могут появиться неисправности.Точечная сварка из инвертора своими руками – миф это, или реальность? Ответить на этот вопрос однозначно совсем непросто. В интернете можно найти немало статей на эту тему. Их авторы касаются, как правило, проблем переделки электрических и электронных компонентов. Вопрос о том, как создать необходимое рабочее давление на электродах при этом уходит как бы на второй план. А ведь он является, по сути, ключевым, поскольку речь идёт об усилии в десятки, а иногда и сотни килограммов. Ну да ладно, давайте по порядку.
Открывающиеся возможности
Преимуществ у контактной сварки достаточно, чтобы сделать её привлекательной для тех, кто намерен наладить массовый выпуск продукции или заниматься ремонтом техники на профессиональном уровне.
- Хорошее качество сварного соединения. Оно обеспечивается стабильностью параметров сварочного тока и давления, оказываемого на соединяемые детали.
- Высокая скорость процесса. На наложение шва уходят секунды. Это особенно важно, когда речь идёт о выполнении большого объёма работ.
- Эксплуатационная простота. Правильно изготовленный аппарат для контактной сварки не требует особых навыков при использовании, и освоить процесс в состоянии даже специалист средней квалификации.
- Использование споттера оправдано при работах по ремонту автомобильных кузовов. Такое устройство упрощает не только процесс сварки, но и рихтовки повреждённых деталей.
Основным препятствием для широкого распространения технологии является высокая стоимость оборудования. Она и наталкивает многих на мысль о том, чтобы изготовить аппарат для контактной сварки самостоятельно.
Нужен ли инвертор?
На самом деле, использование для этих целей инвертора необоснованно. Ведь для контактной сварки нет никакой необходимости в постоянном токе. При наличии уже готового сварочного инвертора лишь несколько упрощается задача монтажа управляющих схем и изготовления трансформаторных катушек требуемых параметров. С таким же успехом можно изготовить оборудование, что называется, с нуля.
При наличии уже готового сварочного инвертора лишь несколько упрощается задача монтажа управляющих схем и изготовления трансформаторных катушек требуемых параметров. С таким же успехом можно изготовить оборудование, что называется, с нуля.
Что потребуется
Приступать к решению такой задачи, не имея необходимых теоретических знаний и практических навыков, не стоит. Это только на словах всё выглядит относительно просто. Но если вы умеете паять и знаете, как правильно перемотать катушки трансформатора, можно попробовать. Для этого вам понадобятся определённые материалы и инструменты.
- Медный провод определённого сечения. Его сечение и количество возможно определить, только выполнив предварительные расчеты.
- Материал для изготовления шины. На худой конец можно обойтись тем же проводом, но целесообразнее приобрести уже готовое изделие.
- Лак для создания на проводах изолирующего слоя и хорошая изоляционная лента.
- Мультиметр для проведения необходимых замеров.
- Принадлежности для пайки – паяльник, флюс, припой и т. п.
Разумеется, придётся приобрести и уже готовый сварочный инвертор.
Изготовление трансформатора
На рисунке №1 схематически показано возможное соотношение витков первичной и вторичной обмоток трансформатора, необходимого для работы контактной сварки. Большое число выходов на вторичной обмотке необходимо для того, чтобы иметь возможность грубой регулировки параметров тока. Но представленная схема требует корректировки в зависимости от требуемых параметров тока. Без предварительных расчётов не обойтись.
Теоретическая и практическая помощь
Количество витков можно рассчитывать по этой формуле: N = 50/S. Где N — количество витков, S — площадь сердечника в см2. Для упрощения задачи рекомендуется воспользоваться уже готовой программой калькулятором. Их также можно найти в сети. Например, программа OER. Это поможет избежать ошибок и упростит задачу. Поскольку речь идёт о конструировании оборудования на базе уже готового инвертора, то следует сначала замерить параметры первичной катушки, произвести расчеты, и только потом приступать к изготовлению вторичной обмотки.
Осторожно!
Следует обязательно позаботиться о том, чтобы обе обмотки были заземлены. Ведь полученная мощность тока будет очень высокой, и контакт с находящимися под напряжением деталями может оказаться смертелен.
Тщательно изолируем и хорошо охлаждаем
Выполняя намотку проволоки на катушку, следует обязательно наносить на её поверхность изолирующий лак и укладывать витки как можно плотнее. В противном случае нельзя исключить межвитковые замыкания и перегорание проводов из-за перегрева. На первый план выходит охлаждение трансформатора. Об этом авторы многих статей почему-то умалчивают. Не исключено, что потребуется установка дополнительной системы охлаждения, состоящей из радиаторов и обдувающих их вентиляторов. Если об этом не позаботиться, оборудование просто выйдет из строя от перегрева или даже станет пожароопасным. Как вариант, возможна установка уже готовых систем охлаждения, применяемых в электрике и электронике.
Монтаж системы управления
При монтаже схемы управления рекомендуется использовать уже готовые элементы. Они уже есть в заводском инверторе. Это сильно упростит процесс сборки и сделает аппарат удобным в эксплуатации. А вот ёмкости его штатных конденсаторов может оказаться недостаточно. В этом случае их придётся заменить на детали, подходящие по параметрам. Регулировка параметров тока в аппарате контактной сварки производится ступенчато. Её точность будет зависеть от количества выводов вторичной обмотки и их шага. Это необходимо, если требуется оборудование, способное обеспечивать работу в разных режимах.
Они уже есть в заводском инверторе. Это сильно упростит процесс сборки и сделает аппарат удобным в эксплуатации. А вот ёмкости его штатных конденсаторов может оказаться недостаточно. В этом случае их придётся заменить на детали, подходящие по параметрам. Регулировка параметров тока в аппарате контактной сварки производится ступенчато. Её точность будет зависеть от количества выводов вторичной обмотки и их шага. Это необходимо, если требуется оборудование, способное обеспечивать работу в разных режимах.
Это важно!
Монтаж компонентов схемы следует производить с помощью пайки. Разъёмные соединения не способны обеспечить необходимый режим теплопередачи. Их использование имеет смысл только в тех случаях, когда предполагается частая замена каких-либо деталей.
Делаем клещи
Лишь когда трансформатор будет готов, имеет смысл приступать к изготовлению контактных клещей. Их конструкция в первую очередь зависит от характера работ, для которых будет использоваться оборудование. Устройство захвата будет зависеть от системы его привода и предполагаемого размера соединяемых деталей. Важной частью клещей являются контактные наконечники. При малой толщине свариваемого листа вполне допустимо использование медных наконечников от паяльника. Лучше, если приобрести и установить готовые наконечники – они встречаются в продаже и удобны тем, что имеют специальную, хорошо подходящую для работы форму. Но если речь идёт о стальном листе 0,5 мм и более и предполагается наложение соединительных швов значительной протяжённости, наконечники рекомендуется оснастить роликами.
Устройство захвата будет зависеть от системы его привода и предполагаемого размера соединяемых деталей. Важной частью клещей являются контактные наконечники. При малой толщине свариваемого листа вполне допустимо использование медных наконечников от паяльника. Лучше, если приобрести и установить готовые наконечники – они встречаются в продаже и удобны тем, что имеют специальную, хорошо подходящую для работы форму. Но если речь идёт о стальном листе 0,5 мм и более и предполагается наложение соединительных швов значительной протяжённости, наконечники рекомендуется оснастить роликами.
Обеспечение прижимного усилия
Далее придётся решать наиболее практически сложную задачу. Дело в том, что если вы намерены создавать давление на сварочных клещах вручную, от изготовления контактной сварки лучше отказаться. Эффективность работы такого аппарата окажется низкой. Прилагаемое усилие в месте сварки должно быть равномерным и весьма значительным.
В промышленных условиях для этого используются гидравлические или пневматические системы. Изготовить такое устройство самостоятельно крайне проблематично. Разумнее приобрести уже готовый бустер, благо они встречаются в продаже. При изготовлении контактной сварки своими руками, проще задействовать усилители, приводимые в действие сжатым воздухом. В этом случае для их функционирования будет достаточно подключить обычный пневматический компрессор. Оптимально, если максимальное усилие на контактах будет достигать 100 кг и выше. Для изменения давления можно использовать отдельный регулятор, или встроить его в общую систему управления аппаратом.
Изготовить такое устройство самостоятельно крайне проблематично. Разумнее приобрести уже готовый бустер, благо они встречаются в продаже. При изготовлении контактной сварки своими руками, проще задействовать усилители, приводимые в действие сжатым воздухом. В этом случае для их функционирования будет достаточно подключить обычный пневматический компрессор. Оптимально, если максимальное усилие на контактах будет достигать 100 кг и выше. Для изменения давления можно использовать отдельный регулятор, или встроить его в общую систему управления аппаратом.
Подача газа
Для оптимизации условий сварки и улучшения качества соединительного шва стоит позаботиться о подаче в рабочую зону газа. В случае со сталью это должна быть углекислота. Подбор форсунки и место её расположения зависят от размера клещей, контактов и рабочей зоны. Подающий шланг закрепляется так, чтобы не мешать работе остальных компонентов устройства. Он должен быть изготовлен из негорючего термостойкого материала и оснащён регулировочным вентилем.
Забота о надёжности и безопасности
Для эффективной работы оборудования, а также в целях обеспечения норм безопасности, все компоненты устройства должны быть тщательно закреплены и изолированы. В качестве основы рекомендуется использовать диэлектрические материалы, обладающие хорошей термостойкостью и механической прочностью. Необходимо позаботиться и о встраивании в электрическую схему защитных предохранителей. При работе на оборудовании важно соблюдать все рекомендованные меры безопасности.
Взвесьте всё как следует
Собираясь изготовить аппарат для контактной сварки своими руками. Сначала объективно оцените свои знания и возможности, а также весь объём предстоящих работ. Это позволит избежать напрасной траты времени и средств. Обидно будет осознать где-нибудь в середине пути, что всё было напрасно, и проще было бы купить уже готовое оборудование. Но если всё получится, наградой вам будет существенная денежная экономия и гордость от осознания того факта, что вы сумели справиться с непростой задачей.
аппарат контактной сварки своими руками из микроволновки
является одной из самых распространённых в быту. Она позволяет осуществлять соединение металлических деталей быстро и надежно, и для этого нет необходимости во владении какими-либо особыми навыками сварщика.
Еще одним ее важным преимуществом является несложное оборудование, которое вполне реально сделать самостоятельно. Учитывая достаточно высокую стоимость подобных агрегатов, вопрос самостоятельного изготовления данного прибора становится весьма актуальным.
Содержание
- Суть технологии
- Конструкции устройства
- Чертежи
- Необходимые детали
- Процесс сборки трансформатора
- Электроды
- Управление
- Самодельное устройство для сварки
- Итог
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
Аппарат для точечной сварки.Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей. Важно удалить с поверхности окислы и области, подвергшиеся коррозии.
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы.
для сварки подобного типа широко используется в задачах, требующих соединения миниатюрных изделий, например, в радиотехнике и электронике.
Стоит отметить также такое преимущество данного устройства, как простота изготовления. Сделать споттер из сварочного трансформатора под силу любому человеку. А достать необходимые детали проще простого. Например, сварка может быть сделана своими руками из микроволновки.
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.
 youtube.com/embed/8qBu5gNJij4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/8qBu5gNJij4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Конструкции устройства
Ранее уже было сказано о том, что точечная сварка своими руками может быть собрана любым мастером. На данный момент в интернете существует большое количество примеров, посвященных изготовлению подобного оборудования.
Сварка, сделанная своими руками, позволит решить большое количество задач, связанных с ремонтом и изготовлением различных изделий и механизмов. Данное устройство будет незаменимым практически в любой мастерской или в гараже.
Самым важным является такой факт: сделать агрегат своими руками из сварочного устройства не составит труда. В результате, при наличии этого прибора создание качественных и надежных соединений разнообразных металлических изделий станет обычным делом.
В зависимости от особенностей характеристик свариваемых заготовок, таких как их размеры, теплопроводность и т. д., процесс сварки должен осуществляться со следующими параметрами:
д., процесс сварки должен осуществляться со следующими параметрами:
- напряжение силовой цепи составляет от одного до десяти вольт;
- время процесса должно длиться от 0.01 до нескольких секунд;
- ток сварочного импульса превышает тысячу ампер;
- зона расплавления поверхности деталей минимальна;
- давление, прикладываемое к месту сварки, должно достигать десятков, а иногда и сотен килограмм.
Достаточно соблюдать все вышеперечисленные параметры, и тогда качество соединения не вызовет никаких сомнений. Сделать контактную сварку своими руками можно в соответствии с одной из схем, представленной в интернете.
Электрическая схема сварочного аппарата.Самым распространенным вариантом является сварка из микроволновки. Это связано с тем, что достать данный прибор в наше время не составит труда. А сам процесс сборки достаточно прост и потребует лишь тщательного следования инструкции.
Также распространенными являются устройства на основе лабораторных автотрансформаторов, инверторов и т. п.
п.
Давайте рассмотрим на одном из вариантов, как сделать точечную сварку.
В этих целях нам понадобятся:
- элемент переменного сопротивления, номиналом 100 Ом;
- конденсатор емкостью тысяча микрофарад, рассчитанный на напряжение не меньше 25 В;
- тиристор;
- диоды;
- плавкий предохранитель на пять ампер.
Чертежи
Cварка контактного типа своими руками может изготавливаться только в случае правильного выбора чертежа. Тут следует отдавать предпочтение наиболее простым схемам с наименьшим количеством узлов и деталей.
Стоит иметь в виду: сварка, изготовленная своими руками, не обладает слишком высокой мощностью. Однако ее вполне достаточно в выполнении практически всех бытовых задач, возникающих при работе на даче, в мастерской или в гараже.
Перед тем, как разбираться со сборкой подобного устройства, следует вспомнить школьный курс физики, а именно закон Джоуля-Ленца. Суть закона заключается в следующем: ток, проходящий по проводнику, создает тепловую энергию. Ее величина пропорциональна сопротивлению, времени и квадрату тока.
Ее величина пропорциональна сопротивлению, времени и квадрату тока.
Вывод из приведенного выше закона заключается в следующем: если ток большой, например, порядка тысячи ампер, то в случае плохого контакта и использования тонких проводов расход энергии станет слишком большим и в несколько тысяч раз превысит расход, соответствующий току в десять ампер.
В связи с этим качество собранной электрической цепи является очень важным.
Необходимые детали
Чтобы собрать аппарат для точечной сварки своими руками, следует позаботиться о наличии определенных деталей. Подобный прибор, сделанный в бытовых условиях, может иметь любую форму и габариты. Существует два основных типа реализации агрегата: в виде переносной конструкции или в виде крупногабаритного стационарного варианта.
Наиболее практичной является настольная контактная точечная сварка. Она прекрасно справится с простейшими задачами соединения тонколистового металла. Также ее можно без труда транспортировать или же просто перемещать по мастерской.
Процессы во время точечной сварки.Итак, нам понадобятся:
- трансформатор, который можно сделать своими руками из запчастей микроволновки, также отличным вариантом является ЛАТр или трансформатор из телевизора;
- кабель сечением от десяти миллиметров;
- медные электроды;
- таймер;
- наконечники;
- болты;
- разнообразные подручные материалы для изготовления корпуса, массы и т.д.
Точечная сварка споттером делается как с использованием готовой схемы, так и на основе чертежей, разработанных самостоятельно. Все необходимые детали покупаются в соответствующих магазинах или же берутся из «донорской техники».
Изготавливая данный аппарат, важно правильно подобрать комплектующие на основе параметров и характеристик трансформатора.
Использовать следует только провода с правильным сечением, соответствующим току, протекающему по ним. Когда контакты выполнены плохо, на них будут большие потери энергии. В результате соединения будут искрить и нагреваться, а процесс сварки станет попросту невозможным.
Процесс сборки трансформатора
Многих интересует вопрос: как правильно сделать сварку из микроволновки?
Итак, чтобы собрать самодельный аппарат точечной сварки, необходим трансформатор. Данный элемент является сердцем устройства и именно от его характеристик будут зависеть параметры прибора в целом. Взять трансформатор для точечной сварки, как уже отмечалось выше, следует из СВЧ.
Любая микроволновая печь оснащается магнетроном, обеспечивающим нужное электромагнитное излучение, необходимое при подогреве еды. Этот узел требует достаточно высокого напряжения.
Трансформатор от микроволновки, подключенный к магнетрону, является повышающим. На его первичной обмотке количество витков меньше, чем на вторичной. Благодаря этому на ней формируется напряжение величиной до двух киловольт. За счет удвоителя эта величина потом умножается в 2 раза.
Необходимо аккуратно и осторожно доставать трансформатор из СВЧ печи. Микроволновку следует разобрать, сняв с нее основу и убрав крепления. В случае изготовления точечной сварки из трансформатора от печи понадобятся только две его составляющие.
Конструктивные элементы сварного соединения.Первая – это первичная обмотка, на нее подается напряжение сети, вторая – магнитопровод. Его необходимо усовершенствовать так, чтобы он смог обеспечить необходимые параметры трансформатора.
Вторичная обмотка не понадобится, поэтому ее демонтируют с применением молотка, стамески или зубила. Главное – не повредить первичную намотку. Если при демонтаже будут обнаружены шунты, предназначенные ограничивать ток, то их следует удалить.
Главное – не повредить первичную намотку. Если при демонтаже будут обнаружены шунты, предназначенные ограничивать ток, то их следует удалить.
В печи СВЧ возможны два варианта реализации магнитопровода: клеевой и сварной. В первом случае удалять обмотку лучше всего с помощью ножовки или стамески. А вот во втором случае ее необходимо высверлить. Выполнять подобные операции следует с максимальной осторожностью и не разрушить магнитопровод.
После того как трансформатор извлечен из микроволновки, нужно намотать вторичную обмотку. В этих целях отлично подойдет провод диаметром не менее одного сантиметра. В случае когда в хозяйстве такого не имеется, его придется приобрести.
Покупать цельный одножильный провод не обязательно, можно обойтись и пучком из нескольких отдельных проводов, общим диаметром соответствующим необходимому. После того, как вторичная обмотка будет готова, получившийся модернизированный трансформатор обеспечит ток до тысячи ампер.
Этой величины вполне достаточно, чтобы аппарат, сделанный своими руками позволил без проблем осуществлять соединение мелких деталей, ремонт кузовных работ и многое другое.
При необходимости изготовить более мощное устройство параметров одного трансформатора может и не хватить. В таком случае можно использовать два таких элемента.
В подобном типе сварки на выходе необходимо получить 2 В, что позволит обеспечить ток более восьмисот ампер. Достичь такого результата возможно, если намотать на сердечник вторичной обмотки два-три витка.
Формирование необходимого количества витков может вызвать определённые трудности, если изоляция у провода слишком толстая. Решается эта проблема достаточно просто: изоляция с провода снимается и вместо нее делается другая с помощью тканевой изоленты.
Важным является наименьшая длина провода, используемого во вторичной намотке. Это необходимо для максимального уменьшения электросопротивления.
В случае необходимости сваривания металлических заготовок толщиной более пяти миллиметров понадобится устройство, обладающее большой мощностью. В изготовлении подобного прибора следует использовать два трансформатора, соединенных в одну электрическую цепь.
В данном вопросе важно соблюдать все правила такого соединения. Ошибка в подключении и неправильная сборка приведут не только к неработоспособности аппарата, но и к короткому замыканию.
После соединения одноименных выводов, замеряется ток, формируемый обмотками. Обычно подобные устройства способны обеспечивать силу тока на уровне двух тысяч ампер. Если данную величину превысить, тогда могут произойти сбои в электрической цепи не только вашего дома, но и у соседей.
Итак, каких результатов можно достичь, в случае соединения между собой двух трансформаторов, одинаковых по мощности и параметрам?
Допустим имеется два идентичных устройства мощностью полкиловатта, величина входного напряжения соответствует значению сети и составляет 220 В, а на выходе трансформатор выдает два вольта и обеспечивает ток в 250 ампер.
Схема конденсаторной точечной сварки.Если два таких устройства последовательно соединить между собой, тогда они смогут обеспечить силу номинального тока в пятьсот ампер. Тем не менее при его формировании будут происходить существенные потери, обусловленные значительным электросопротивлением цепи.
Тем не менее при его формировании будут происходить существенные потери, обусловленные значительным электросопротивлением цепи.
К обоим концам обмотки в последствии подключаются самодельные клещи для контактной сварки.
Если имеется в наличии 2 трансформатора с достаточно высокой мощностью, однако их выходного напряжения все же не хватает, тогда их вторичные намотки последовательно соединяются друг с другом.
В данном случае существенным моментом является количество витков, намотанных на обе обмотки. Подобный способ оказывается особенно полезным, когда домотать витки просто невозможно в следствие недостаточного размера магнитопровода.
Осуществляя подобное соединение, важно внимательно проследить за согласованным направлением витков на обмотках, соединенных между собой. В противном случае выходное напряжение с двух намоток будет находиться в противоположных фазах. После суммирования оно будет равняться нулю.
Если выводы трансформаторов не промаркированы, тогда следует определить, какие из них являются одноименными и соединить их между собой. Решается данная проблема следующим образом: вторичные и первичные обмотки трансформаторов соединяются последовательно и на вход подается напряжение, а к выходу подключается вольтметр.
Решается данная проблема следующим образом: вторичные и первичные обмотки трансформаторов соединяются последовательно и на вход подается напряжение, а к выходу подключается вольтметр.
В зависимости от подключения устройств, вольтметр либо покажет какое-нибудь число, либо не будет показывать ничего. Первый случай реализуется, когда в цепи соединения есть разные выводы.
Данное соединение является неправильным. В подобном случае в обмотках будут происходить следующие процессы: поступающее на вход устройства напряжение уменьшится в два раза на каждой из первичных обмоток, так как они обладают одинаковым коэффициентом трансформации.
В результате вольтметр, установленный на выходе, покажет удвоенное значение входного напряжения.
Во втором случае, когда вольтметр показывает 0, реализуется следующая ситуация: напряжения, выходящие с обмоток каждого подключенного в цепь трансформатора, равны по величине между собой. Однако знаки напряжений будут различны, а значит, они компенсируют друг друга.
Электроды
Сварка споттером оснащается медными клещами. Они, в последствии, будут использоваться в соединении металлических заготовок между собой.
Электроды для точечной сварки могут иметь несколько вариантов конструкции. Они устанавливаются непосредственно в сам корпус аппарата, или же реализуется в виде ножниц.
Более простым вариантом в случае самостоятельного изготовления аппарата контактной сварки являются вмонтированные в корпус электроды. Недостатком конструкции является незначительное прижимное давление, соответствующее усилию сварщика, в случае если не будет наращено расстояние от прибора до конца клещей.
Выносные электроды более просты в использовании. Ими можно воспользоваться даже на некотором удалении от точечного сварочного устройства. Давление создаваемое с помощью указанной конструкции зависит от длины рычага между подвижным соединением и концами клещей.
Давление создаваемое с помощью указанной конструкции зависит от длины рычага между подвижным соединением и концами клещей.
Очень важно подвижное соединение хорошо заизолировать. В этих целях используются текстолитовые втулки и шайбы.
Вопрос, связанный с длинной рычага, следует продумать заранее, еще на этапе изготовления клещей. Аппараты сварки, как уже отмечалось выше, во время сваривания требуют, чтобы к металлическим заготовкам прикладывались значительные сжимающие усилия.
Устройство аппарата точечной сварки.Еще одним важным моментом является длина ручек. Она определяет максимальное расстояние от края свариваемых деталей до места соединения.
Обычно самым распространенным материалом, из которого делаются электроды, является медь, однако возможно использование и бериллиевой бронзу. В качестве простого и уже готового варианта отлично подойдут жала паяльника. Важным является диаметр клещей, величиной не менее диаметра проводов, подводимых к ним.
В то же время кончики электродов делаются маленькими, практически острыми. Это позволит получать ядра достаточно высокого качества.
Это позволит получать ядра достаточно высокого качества.
Стоит также не забывать и о процессах деградации. Со временем электроды могут изнашиваться. В данном случае их придется иногда подтачивать. Тем не менее рано или поздно электроды придется все же заменить.
Если использовать в качестве материала электродов медные прутки, тогда их замена не вызовет особых трудностей. С другой стороны более качественный результат сварки достигается в случае применения жал от профессиональных паяльников, но их цена более высока, чем у простых прутков.
Какой вариант исполнения выбрать, каждый решает самостоятельно. Все зависит от того, какие задачи предстоит решать с помощью данного устройства, а также от финансовых возможностей человека.
Не стоит забывать, в проводах, в любом случае, будут происходить потери электроэнергии на нагрев, ведь любой проводник имеет сопротивление.
Выше уже упоминалось о принципе работы сварочного прибора и было рассказано о законе Джоуля-Ленца. Он применим и в случае простых проводников, так как их сопротивление не равно нулю. Это значит, что при протекании тока по медным проводам будет происходить нагрев.
Он применим и в случае простых проводников, так как их сопротивление не равно нулю. Это значит, что при протекании тока по медным проводам будет происходить нагрев.
Из выше сказанного следует: длина проводов, соединяющих между собой электроды и устройство, должна быть минимальной. Только в таком случае удастся реализовать потенциал агрегата в полной мере.
Управление
Чтобы сделать из сварочного аппарата удобное в работе приспособление, необходимо позаботиться об управлении. Его выполнение не отличается слишком высокой сложностью. В этих целях понадобятся всего два основных элемента: рычаг и выключатель.
Как видите, схема управления в обычной самодельной точечной сварке не требует наличия каких-либо сложных деталей или их покупки. Ведь с большой долей вероятности они и так есть в хозяйстве практически любого мастера.
Ведь с большой долей вероятности они и так есть в хозяйстве практически любого мастера.
Роль рычага заключается в обеспечении надежного контакта между свариваемыми деталями. Увеличить сжимающую силу данного узла, возможно посредством использования винтовых элементов. Конечно же, данная деталь должна обладать высокой надежностью, иначе самодельная точечная сварка не прослужит долго.
На крупных и ответственных производствах сила сжатия между собой двух соединяемых деталей достигает тысячи килограмм. Точечная сварка в домашних условиях, предназначенная для выполнения нерегулярных работ, не требует промышленных нагрузок.
Обычно в быту оказывается достаточным и давление в тридцать килограмм. Его способен обеспечить сварщик и самостоятельно, однако увеличение длины рычага существенно упростит данную задачу.
Чертеж точечной сварки металлических изделий.Если говорить более конкретно, то длины рукояти в 60 сантиметров вполне достаточно. Подобный рычаг способен увеличивать прикладываемую к его плечу силу приблизительно в десять раз. В результате, чтобы достичь усилия в 30 килограмм, достаточно давить на плечо с силой эквивалентной в 3 кг.
В результате, чтобы достичь усилия в 30 килограмм, достаточно давить на плечо с силой эквивалентной в 3 кг.
Выключатель споттера контактной сварки подключается непосредственно к трансформатору. Соединение необходимо осуществлять с первичной обмоткой, где сила тока незначительно.
Если соединить его с вторичной намоткой, то он не только увеличит потери за счет создания дополнительного сопротивления, но и намертво сварится с выводами сварочного трансформатора.
Очень удобной является конструкция с расположением выключателя непосредственно на рукояти рычага. Подобный вариант позволяет оставить одну руку свободной, что упростит задачу поддержания свариваемых деталей.
Стоит учитывать также нагрев, которому подвергается самодельный споттер из сварочного трансформатора. В связи с этим необходимо предусмотреть систему охлаждения. Для ее реализации подойдет простой вентилятор.
Кроме того, следует делать небольшие перерывы в работе, чтобы аппарат контактной сварки не перегревался.
 Следить за продолжительностью сваривания изделий следует визуально, или же использовать в этих целях контроллер.
Следить за продолжительностью сваривания изделий следует визуально, или же использовать в этих целях контроллер.В случае кратковременных операций, например, сваривании проволоки, о нагреве не стоит беспокоиться. А вот в более длительных процессах данный момент является крайне важным и о нем нельзя забывать.
Самодельное устройство для сварки
Аппарат для контактной сварки относится к незаменимым устройствам. Подобные агрегаты должны находиться на «вооружении» у каждого мастера. В гараже, на даче, в мастерской и даже дома подобным агрегатам всегда найдется применение.
Аппарат контактной сварки стоит достаточно дорого, поэтому его изготовление выглядит весьма привлекательно. Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.
Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.
Важным также является тот факт, что собрать самостоятельно подобное устройство вполне реально из подручных материалов, что еще больше удешевит стоимость агрегата. Кроме того, сборка не отличается высокой сложностью и с ней справится практически любой человек. В этом деле важно строго следовать инструкции.
Принципиальная схема аппарата точечной сварки.Стоит отметить следующее: задача изготовления значительно упрощается, если из сварочного аппарата, вышедшего из стоя. В данном случае будут практически все необходимые детали. В результате сборка нового агрегата не вызовет никаких затруднений.
Еще одним распространенным способом является создание аппарата на основе СВЧ печи. В этом случае главное правильно соблюдать подсоединение трансформаторов, особенно если их несколько.
Достаточно разобраться с принципиальной схемой контактной сварки, а также понять принципы ее работы, чтобы суметь изготовить прибор не только по готовым чертежам, но и по собственным. В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
При должном подходе получится сделать сварку лучше моделей, продаваемых в магазинах. Это связано с тем, что в собственном изделии будут учтены многие параметры, важные мастеру. Речь идет и о конструкции клещей, и о размерах корпуса, а также о мощности и массе аппарата.
В домашних условиях контактная сварка применяется для сварки авто, металлических листов, проводов, мелкой бытовой техники и многого другого.
Итог
Сварка, сделанная своими руками из инвертора сварочного аппарата – отличная альтернатива приобретению дорогостоящих устройств. Ее может сделать каждый по одной из готовых схем, доступных в интернете. Кроме того, не потребуется покупка дорогостоящих деталей, ведь большинство из них можно взять из «донорской» техники.
Контактная сварка своими руками из инвертора: инструкция
Время чтения: 9 минут
Сейчас в интернете можно найти десятки статей и инструкций, как сделать своими руками контактную сварку из инвертора. Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие. Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие. Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Исходя из этого, становится понятно, что внимание нужно обратить не на то, ИЗ ЧЕГО сделана контактная сварка, а НА ТО, каким образом будет обеспечиваться прижимное усилие. Впрочем, давайте обо всем по порядку. В этой статье мы подробно расскажем, как собрать аппарат для контактной сварки своими руками из устройства инверторного типа, и нужен ли вообще инвертор в данной ситуации.
Эта статья предназначена для практикующих мастеров, и не содержит подробных объяснений, которые и так понятны. Если вы новичок, то прочтите другие статьи на нашем сайте, в которых мы рассказываем про аппарат контактной сварки.
Содержание статьи
- Сборка аппарата контактной сварки
- Необходимые инструменты и детали
- Инвертор: нужен или нет?
- Сварочный трансформатор
- Управление аппаратом и рычаги
- Электроды для сварки
- Техника безопасности
- Вместо заключения
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение.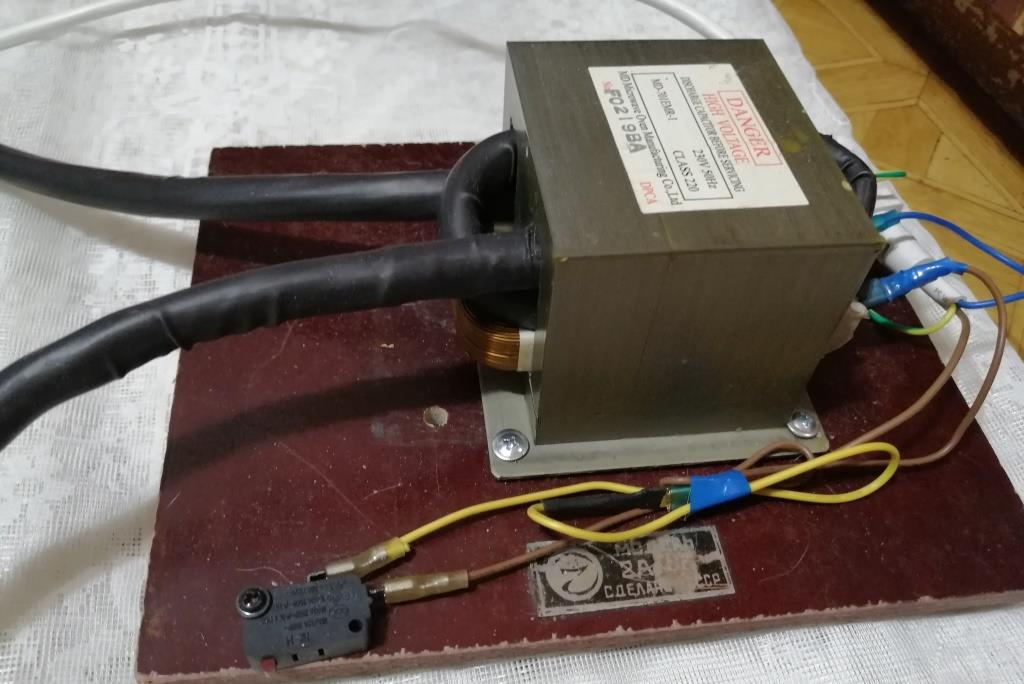 Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится. Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы. Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах. Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Читайте также: Как сделать сварочные клещи?
Но вам нужно позаботиться ни столько о рычагах, сколько о прижимном усилии. Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Сжимать рычаги можно и вручную, если металл тонкий и легко прогревается. В таком случае конструкцию не нудно дорабатывать. Но если вы захотите сварить более-менее толстый металл, то придется все же сделать доработки. Можно сделать более тяжелый рычаг, который за счет своего собственного веса будет обеспечивать дополнительное сжатие. Но в таком случае аппарат нужно жестко зафиксировать на столе.
Но в таком случае аппарат нужно жестко зафиксировать на столе.
Если стационарный аппарат вам не нравится, то можно добавить к рычагу винтовую стяжку. Она устанавливается между рычагом и основанием аппарата. Вариант действенный и надежный.
Вернемся к кнопке включения. Если вы выберите самую простую конструкцию, когда прижимное усилие обеспечивается вручную (вы опускаете рычаг и с помощью своей силы сжимаете заготовку между электродами), то мы рекомендуем поставить кнопку включения так, чтобы при опускании рычага она нажималась. Опустили рычаг — кнопка включилась, аппарат работает. Подняли — аппарат выключился. Это крайне удобно, поскольку одна рука мастера всегда свободна.
Электроды для сварки
Сварочный аппарат для контактной сварки немыслим без электродов. В нашем случае используются медные электроды. Они могут быть самодельными и покупными. Лучше взять покупные, они однозначно будут работать так, как нужно. Тем более, их цена не такая уж большая, чтобы экономить.
Есть множество форм электродов, но вам нужны самые простые, прямые электроды. Чем больше их диаметр, тем больший диаметр будет у сварной точки. Тем больше сварная точка, тем надежнее соединение. Все просто. Так что подбирайте электроды исходя из своих нужд, а не на глаз. Только так вы получите работающее устройство, которое отлично сварить заготовки. И не будет особых дефектов.
Если вы собираете маломощный аппарат для сварки тонких металлов, то можете в качестве электродов использовать медные наконечники от обычного паяльника. Они отлично проводят ток и годятся для маломощного аппарата.
Также знайте, что электроды — это материал расходный. Нельзя установить одни электроды и использовать их много лет. Если вы видите, что конец электрода начал тупиться, значит пора заменить.
Техника безопасности
Чтобы ваш аппарат работал стабильно и надежно, а ваше здоровье осталось в целости и сохранности, все компоненты нужно тщательно заизолировать с помощью изолирующих материалов. Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Вместо заключения
Самодельный аппарат — это отличная задумка. Самоделка в любом случае дешевле и проще в применении, чем заводское устройство. Особенно, если дело касается именно контактной сварки. Ведь многие мастера не используют ее на постоянной основе, а лишь нуждаются в аппарате пару раз в году. В таком случае просто нецелесообразно покупать дорогой сварочник в магазине. Легче и разумнее собрать что-то попроще своими руками.
Как произвести своими руками точечную сварку
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане.
Точечная сварка – это вид контактной сварки, который применяется в основном для соединения листового материала.
Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Виды сварки и особенности
Электросварка бывает двух основных типов: дуговой и контактной. В первом случае между электродом и свариваемым элементом как двумя полюсами электроцепи образуется дуга. За счет высокой температуры происходит плавление металла, в результате которого и происходит неразъемное соединение. При этом электрод непосредственно не касается свариваемых элементов.
Классификация основных видов сварки.
Другой вид электросварки – это контактная сварка. Здесь преобразование электроэнергии в тепловую происходит за счет пропускания через свариваемые элементы, соединенные друг с другом, тока.
Основной вид данного типа соединения, применяемого в домашних условиях, это точечная электросварка. Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Этот вид сварки осуществляется без использования каких-либо дополнительных присадок или добавок. Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
При данном виде сварки соединяются наложенные друг на друга детали, такие как арматурные стержни, кабель, прокатные листы и др.
Суть точечной сварки состоит в том, что два скрепляемых элемента в месте их соприкосновения зажимаются между электродами сварочного аппарата.
Схема точечной сварки.
Детали соединяются между собой сварочными клещами или специальным пистолетом для сваривания тонких листов. Клещи и пистолет соединены со сварочным прибором гибким соединением, что дает им возможность перемещаться вдоль свариваемой детали во время работы.
При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой. После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки – размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
В промышленности точечная сварка применяется очень широко, начиная с микроэлектроники, где привариваются контакты электронных приборов, до тяжелого машиностроения, где этим методом свариваются стальные листы толщиной до 20 мм.
В быту точечная сварка широко применяется для сборки и ремонта радиоаппаратуры, там, где нужно соединить мелкие детали. Незаменима она и при починке ювелирных изделий, телефонов, компьютеров, бытовой электроники, станков, автомобильных аккумуляторов. Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Вернуться к оглавлению
Преимущество и недостатки точечной сварки
К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.
Полученный сварочный шов обладает высокой механической прочностью. Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Недостатком точечной сварки является отсутствие герметичности сварочного шва.
Вернуться к оглавлению
Устройство для самостоятельной сварки
Принципиальная схема аппарата для точечной сварки.
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй – к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй – к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер – по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью. К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры – это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры – это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Вернуться к оглавлению
Самодельный аппарат для точечной сварки
Для изготовления аппарата точечной сварки потребуется трансформатор.
Сборка устройства для контактной точечной сварки достаточно проста. Его можно собрать из высоковольтного трансформатора (инвертора), который можно извлечь из старой микроволновки или аппарата типа лабораторного автотрансформатора.
Высоковольтный трансформатор в этих приборах является двухобмоточным, где для первичной обмотки используется провод с большим сечением, а вторичной – с меньшим. Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Самое главное – сохранить в целости провод первичной обмотки. После освобождения сердечника на него нужно будет намотать вторичную обмотку. Для этого нужно в два витка намотать медный провод сечением примерно 7 мм. Этот провод можно найти в старом ламповом телевизоре, сварочном трансформаторе или купить. После этого нужно соединить клеем или смолой обе части трансформатора вместе.
В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока 700-800 ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево. Не забывайте о том, что верхний рычаг устройства должен свободно двигаться в вертикальном и горизонтальном направлении, поэтому сделайте на корпусе проемы для его движения. Можно сделать подвижными оба рычага. Землю нужно будет установить на один из винтов крепления корпуса.
Землю нужно будет установить на один из винтов крепления корпуса.
Заключительный этап сборки прибора – это изготовление электродов, для этого нужно взять два отрезка медной проволоки и закрепить их в держателях.
На задней стенке прибора необходима установка тумблера включения-выключения, здесь же крепим электрический провод к питанию. Теперь один над другим располагаем два рычага для сварки. Рычаги нужно будет закрепить на оси. С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
Верхний рычаг должен всегда находиться сверху, там его можно закрепить пружиной или резинкой. Такой самостоятельно собранный аппарат контактной сварки пригодится для ремонта автомобиля или бытовых приборов. Для сварки мелких элементов точечная электросварка хотя и несколько проигрывает лазерной в эффективности, но намного дешевле и доступнее.
Эффективность описанной схемы достигается тогда, когда между электродами размещается металлическая деталь из другого материала. Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
Что можно сделать из сварочного инвертора
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
 Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Температура плавления, Сᵒ
Железо (низкоуглеродистая сталь)
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
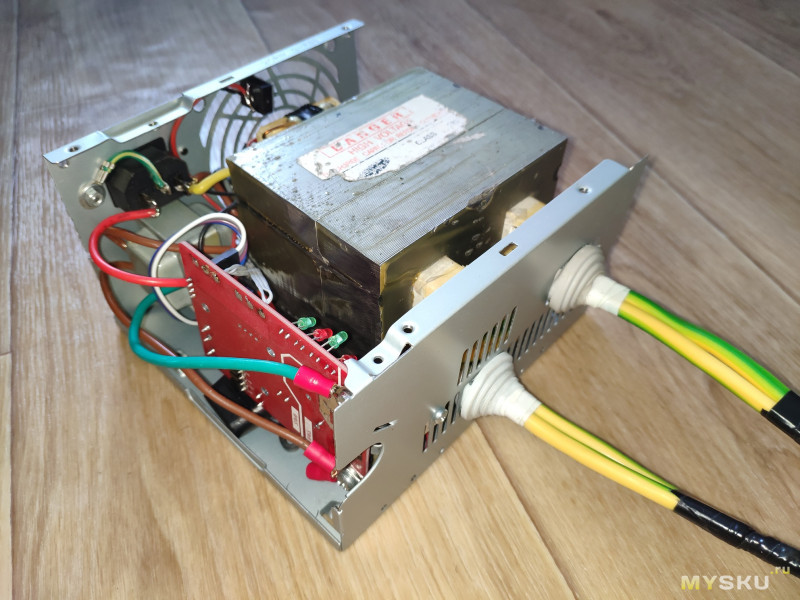
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Как из инвертора для сварки сделать нагреватель
Принцип нагрева металла вихревыми токами, индуцируемыми внешним электромагнитным полем, известен достаточно давно. Плавильные индукционные тигельные печи используются в металлургии с начала прошлого века. Индукционный нагрев применяется при закалке инструмента и пайке массивных деталей.
Идея использовать индукционный нагрев в системах отопления начала реализовываться в конце прошлого века. Наряду с промышленными установками, стали появляться самодельные устройства, в том числе такие, как индукционный нагреватель из сварочного инвертора.
Принцип работы в системе водяного отопления
Источником рабочего электромагнитного поля индукционного нагревателя служит индуктор, представляющий собой катушку из проводникового материала. Индуктор индукционного нагревателя подключен к источнику переменного тока высокой частоты. Внутрь катушки, где поле наиболее интенсивно, помещается металлический предмет, служащий магнитным сердечником.
Индуктор индукционного нагревателя подключен к источнику переменного тока высокой частоты. Внутрь катушки, где поле наиболее интенсивно, помещается металлический предмет, служащий магнитным сердечником.
Под воздействием поля индуктора в толще стального сердечника происходит намагничивание зерен структуры металла (доменов). Вектор магнитной индукции каждого домена изменяет своё направление с частотой внешнего поля. В результате индуцируются так называемые вихревые токи, быстро разогревающие металл сердечника.
Теперь представим, что роль сердечника играет стальная труба отопления, по которой движется теплоноситель. Получая энергию в результате индукционного нагрева, труба отдает тепло циркулирующей жидкости. Так происходит разогрев системы водяного отопления.
Источник напряжения высокой частоты
Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор.
Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
То есть, сварочный инвертор представляет собой готовый мощный источник тока высокой частоты, который можно использовать для питания индуктора. Многочисленные примеры реализации этой идеи подтверждают возможность создания установки для индукционного нагрева металла из сварочного инвертора.
Подключение к индуктору
Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Рекомендуемое число витков – от 80 до 100. Сечение провода обычно составляет 2,5 – 4 мм2. В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
Для более интенсивного нагрева теплоносителя в качестве сердечника предложено использовать отрезок пластиковой трубы, заполненный обрезками стальной проволоки, диаметром 5 – 6 мм.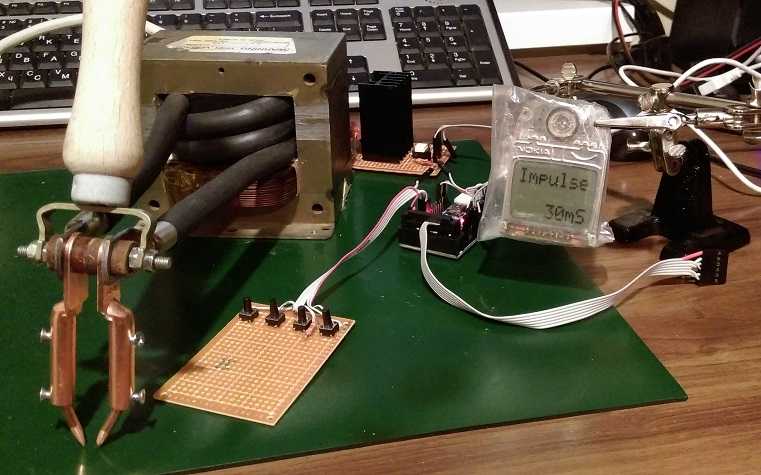
При такой схеме происходит индукционный нагрев проволоки, обтекаемой теплоносителем. За счет увеличения площади теплообмена вода нагревается значительно интенсивней. Участок трубы с проволокой следует ограничить стальными сетками с обеих сторон, во избежание попадания обрезков в систему отопления.
Что касается собственно подключения сварочного инвертора, то рекомендации тех, кто сделал индукционный нагреватель своими руками, несколько неоднородны.
Так, часть советов сводится к изготовлению дополнительного промежуточного трансформатора, во вторичную обмотку которого включается индуктор с конденсатором.
Другая часть мастеров просто наматывают один виток медного провода на тороидальный высокочастотный трансформатор сварочного инвертора и напрямую к нему подключают индуктор.
В любом случае, не следует использовать выводы + и — сварочного инвертора, с которых осуществляется сварка. Напряжение на них выпрямленное, с наложенными высокочастотными пульсациями. Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Преимущества
Реальными преимуществами индукционных нагревателей являются:
- надежная гальваническая развязка цепей нагревателя с системой отопления;
- более мягкий режим работы индуктора по сравнению с обычными электрическими нагревателями.
Описывая нагреватели такого типа, сторонники этого вида отопления обычно приводят большой список других преимуществ, однако, некоторые из них явны вымышленные.
Так, ожидать экономию электроэнергии, применяя эти нагреватели, не стоит. Коэффициент полезного действия обычных электрических котлов близок к 100%, более эффективно использовать электроэнергию, потребляемую нагревателем, просто невозможно.
Как сделать индукционную печь и котел отопления из инвертора
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Преимущества индукционного нагревателя
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор. Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.
На следующем фото показано, как работает индукционный нагреватель металла.
Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат. Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.

Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока. Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита, на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.
 Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.
При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.
На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски, на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.
Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой.
 Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.Далее, котел врезается в систему отопления по схеме, приведенной ниже.
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока. В данном случае – это видоизмененный инвертор.
- Индукционный нагреватель.
- Элементы безопасности. В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны. Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос. Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления. Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.

Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Как самостоятельно изготовить аппарат для точечной сварки из инвертора? Схема, необходимые элементы
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
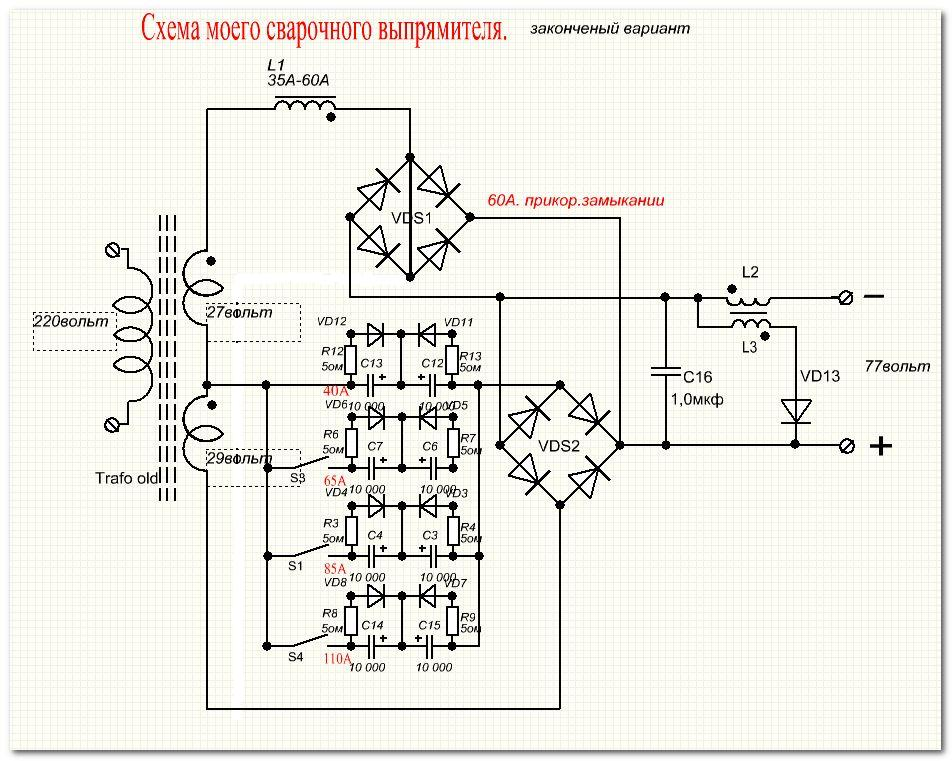
Достоинства и недостатки конструкции
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.

- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Как своими руками изготовить сварочный инвертор?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
схема и описание. Ремонт сварочных инверторов своими руками :: SYL.ru
Все сварочные приборы сделаны одинаково. Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов. Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой. Ее делают при помощи трансформаторного или инверторного прибора.
Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов. Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой. Ее делают при помощи трансформаторного или инверторного прибора.
Трансформаторный тип надежен и долговечен. Он может работать при любом токе. Но есть у него два больших минуса: при падении напряжения ниже двухсот вольт он автоматически выключается. И еще он имеет большой вес.
Инверторный аппарат изобрели недавно. Об этом типе сварочных приборов и расскажет данная статья.
Преимущества и недостатки инверторного прибора
Плюсами являются следующие параметры:
- Вес — не более пяти килограмм. Это является неоспоримым преимуществом, потому что дает возможность легко перевозить его или просто передвигать в рамках мастерской.
- Он способен продолжать работать даже при падении напряжения, не выключаясь, как трансформаторный прибор.
- Аппарат функционирует при постоянном и переменном токе.

Условными минусами можно назвать:
- Высокую стоимость прибора.
- Его необходимо периодически очищать его от пыли.
Но ввиду того, что аппарат будет изготавливаться своими руками, первый минус не столь актуален. Периодический уход необходим за любым устройством, поэтому очистка будет гарантией его бесперебойной работы.
Также для функционирования прибора необходимо приобрести специальные навыки и быть осторожным при его эксплуатации.
Что необходимо для изготовления?
Трансформатор от обычной микроволновой печи прекрасно подойдет для того, чтобы изготовить простой сварочный инвертор своими руками. Он состоит из катушек, железа, эмали и медного провода.
Катушки используются первичной и вторичной обмотки, а покрытый эмалью медный провод намотан на железную сердцевину.
В каждой катушке есть свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной, благодаря индукции, происходит образование тока.
Ток может достигать ста тридцати ампер, но на первичной обмотке будет всего двадцать ампер. Для хорошего сварочного соединения требуются электроды не более трех миллиметров в диаметре. Такой аппарат может выполнять сварку при обратной полярности.
Уменьшение количества витков
Чтобы сварочный инвертор, своими руками созданный, нормально работал, нужно уменьшить напряжение (так как трансформатор микроволновки дает свыше двух тысяч вольт) и нарастить значение тока.
С этой целью вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого аккуратно разрезается и удаляется старая обмотка. Число витков и сечение нового провода зависят от применяемого трансформатора. Но подсчитать его не составит никакого труда. Любой учебник физики сможет в этом помочь. Как вариант — воспользоваться онлайн-калькулятором. По окончании работы новую обмотку покрывают специальным токоизоляционным лаком.
По окончании работы новую обмотку покрывают специальным токоизоляционным лаком.
Схемы сварочных инверторов, своими руками сделанных
Нижеследующие схемы помогут лучше понять принцип работы прибора. Изучите их внимательно.
Сборка
Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали.
Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные — последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе.
Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники.
Все силовые дорожки должны быть армированы при помощи медной проволоки.
Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы.
В корпус вставляется термический датчик для фиксации максимальной температуры.
Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока.
Особенности системы охлаждения
В будущий сварочный инвертор своими руками монтируются с обеих сторон два вентилятора. Благодаря им вытягивается воздух. Для его поступления снизу корпуса просверливают до нескольких десятков сквозных отверстий.
Назначение аппарата
Такой сварочный инвертор, своими руками сделанный, использовать гораздо удобнее и проще, чем трансформаторный прибор. К тому же качество шва у него получается лучше. Его используют при сварке:
Его используют при сварке:
- Цветного металла.
- Черного металла.
- Тонких стальных листов.
- Нержавейки.
Детали для устройства
После того как схемы сварочных инверторов, своими руками создаваемых, конструкция и сборка изучены и понятны, переходите к покупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, так как на виртуальных площадках гораздо больший выбор, да и стоимость деталей ниже.
Однако в погоне за дешевизной нельзя забывать об их надлежащем качестве, потому что от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, необходимо приобрести:
- блок питания;
- силовые агрегаты;
- скотч.
- драйверы.
Также потребуется купить и другие аксессуары, такие, как держак, кабель и прочее.
Ремонт сварочных инверторов своими руками
Сварочный прибор необходимо правильно эксплуатировать и периодически осматривать. Если будут обнаружены неполадки, нужно производить ремонт сварочных инверторов (своими руками это сделать вполне реально).
С этой целью при плохом контакте все детали разъединяются, прочищаются сами и их поверхность, а затем соединяются снова.
Если имеется малая нагрузка сети, но устройство потребляет большой ток, то причиной является замыкание витков. Для устранения неполадки необходимо перемотать катушки и заменить изоляцию.
Если сварочная дуга постоянно исчезает, то причиной этого являются пробои обмотки.
Сварочный инвертор полуавтомат (своими руками сделанный) Помелова В.Н. Преимущества
Это устройство подходит для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа очень малая зона подпадает под термическое влияние, при окрашенной детали краска выгорит лишь узкой полоской, расплавление электродной проволоки происходит очень быстро, и даже если детали имеют различную толщину, шов будет таким же качественным. Кроме того, углекислый газ легче достать, чем ацетилен и кислород, а сварка осваивается достаточно легко.
Конструкция
Базой прибора является трансформатор Т1 для сварки, который подключается к сети в двести двадцать вольт (включается нажатием на кнопку «Пуск», которая подключена к каскаду VT3).
К такому же ключу VT4 подключен диод из кремния VD14, который можно закрепить как термодатчик при продолжительной работе. Но если прибор не будет перегреваться, то без него можно спокойно обойтись.
ИМС DD1 155ЛАЗ обеспечивает все фазы сигналов для выходных узлов. Она питается так же, как и VS1, VT1, VS2, VT2, VT3 и 4 напряжением пять вольт от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, В200-6, В2-200-9.
В подборе других элементов вопросов возникнуть не должно.
Сварочный трансформатор имеет мощность от двух с половиной до трех киловатт при медной проволоке шесть на восемь миллиметров во вторичной обмотке, стержневом магнитопроводе для напряжения в двадцать один вольт и токе в сто двадцать ампер.
Одна и другая обмотки мотаются симметрично, конец одной обмотки обязательно соединяется с началом другой. Провод для этого используется двух с половиной миллиметров в диаметре.
На двигатель с прорезью наматывается дроссель L1 сварочным кабелем. У конденсатора С1 емкость четыре тысячи мкФ.
У конденсатора С1 емкость четыре тысячи мкФ.
Держак состоит из резинового шланга с примерным диаметром в три сантиметра. По нему подается углекислый газ. С одной стороны шланга находится разъем со штуцером, контактами, отверстием и гайкой, которая крепит весь разъем. С другой стороны — ручка с переключателем и трубка с наружной резьбой, где монтируется наконечник.
Почти все узлы схемы расположены в корпусе. Остальные размещены следующим образом:
Сделать сварочный инвертор своими руками совсем несложно. Нужны лишь желание и небольшое усердие для реализации задуманного.
Точечная сварка — BodyShop Business
В сфере ремонта после столкновений существует множество инструментов, которые делают нашу жизнь проще, легче и продуктивнее. Это, безусловно, относится к аппарату для точечной сварки сопротивлением постоянного тока с инвертором, также известному как аппарат для точечной сварки сопротивлением сжатого типа (STRSW).
Нажмите здесь, чтобы узнать больше
Но забудьте об облегчении нашей жизни — этот сварочный аппарат становится обязательным, учитывая все передовые металлы, внедряемые сегодня в автомобили. Почему? Потому что он производит высококонцентрированный, точно контролируемый ток, который лучше всего подходит для сварки основных металлов, таких как алюминий и многие другие стальные сплавы, используемые в современных автомобилях.
Почему? Потому что он производит высококонцентрированный, точно контролируемый ток, который лучше всего подходит для сварки основных металлов, таких как алюминий и многие другие стальные сплавы, используемые в современных автомобилях.
Благодаря более эффективному выделению тепла время сварки сокращается на одну треть и уменьшается зона теплового воздействия (ЗТВ) или часть основного металла, которая не расплавилась, но механические свойства которой изменились. Это очень важно, так как слишком много тепла может ослабить или разрушить структурную целостность этих передовых металлов, а это может привести к смерти человека после того, как он уедет на своем поврежденном автомобиле и попадет в очередную аварию.
Некоторые технические эксперты заявляют, что через пять лет любой магазин, в котором не будет этого сварочного аппарата, разорится.
Приведенная выше информация от GM определяет различные типы металлов, для которых может быть полезен процесс контактной точечной сварки. GM и практически все другие автопроизводители настаивают на использовании инверторной технологии контактной точечной сварки для надлежащего рекомендованного ремонта листового металла.
GM и практически все другие автопроизводители настаивают на использовании инверторной технологии контактной точечной сварки для надлежащего рекомендованного ремонта листового металла.
Старый и новый
Многие сварочные аппараты STRSW используют переменный ток (AC). В переменном токе поток электричества периодически меняет направление 60 раз в секунду (также известное как 60 герц). Трансформаторный источник питания подает вторичный переменный ток на сварочные наконечники. Этот тип сварочного аппарата все еще доступен и используется в сфере ремонта после столкновений.
Новые технологии в области сварки привели к появлению инверторных источников питания, которые используют высокочастотное переменное напряжение для подачи вторичного постоянного тока (DC). В постоянном токе поток электричества идет только в одном направлении.
Помимо уменьшения ЗТВ, еще одним преимуществом инверторного сварочного аппарата по сравнению с традиционным сварочным аппаратом является то, что он компактен по размеру и потребляет меньше энергии, чем стандартные сварочные аппараты переменного тока.
Трехфазный и однофазный
Некоторые производители сварочных аппаратов производят точечные сварочные аппараты с однофазным инвертором; однако большинство из них работают от трехфазного источника питания, который в долгосрочной перспективе дешевле в использовании.
Однофазный блок питания сегодня является стандартным практически в каждом доме или малом бизнесе. Он состоит из линии электропередач с напряжением от 220 до 240 вольт и обеспечивает достаточно энергии для работы более крупных электрических устройств, таких как кондиционер для всего дома или электрическая плита. Когда линия 220–240 вольт достигает блока автоматического выключателя (предохранителя), она разделяется на две ветви. Каждая сторона этой ножки находится под напряжением от 110 до 120 вольт и используется для остальных элементов нижней вытяжки, таких как фонари, розетки и т. Д. Некоторые небольшие кузовные мастерские также могут подпадать под эту категорию. Многие сварочные аппараты MIG, плазменные резаки и аппараты для односторонней сварки панелей переменным током, а также аппараты контактной точечной сварки переменным током относятся к однофазному типу от 220 до 240.
Трехфазное питание обеспечивает три переменного тока, которые представляют собой три отдельные электрические сети, равномерно разделенные по фазовому углу. То есть моменты времени, в которые каждая ветвь переменного тока достигает максимального напряжения, разделены на одну треть времени полного цикла. Это означает, что общая мощность, подаваемая всеми тремя переменными токами, остается постоянной. Три фазы имеют общую нейтральную ветвь в большинстве установок.
Для потребителей электроэнергии стабильная подача энергии является основным преимуществом. Конструкция трехфазных двигателей с одним набором обмоток для каждой фазы очень эффективна и позволяет им потреблять значительно меньший ток, чем эквивалентный однофазный двигатель.
Для передачи электроэнергии однофазному источнику питания необходимы два блока, а трехфазному — один блок. Следовательно, трехфазная мощность может передавать переменный ток с использованием трех медных проводов в одном проводном блоке по сравнению с однофазной мощностью, для которой требуется шесть проводов для передачи эквивалентного количества энергии. Это уменьшает количество необходимых медных проводов и, следовательно, снижает стоимость.
Это уменьшает количество необходимых медных проводов и, следовательно, снижает стоимость.
Ниже приведена формула для однофазного и трехфазного двигателя мощностью 5 л.с.:
Однофазный
1 л.с. = 756 Вт
5 л.с. = 3730 Вт
3730 Вт при 230 В = 17 А 358,11 = 10,4 ампер
Трехфазный источник питания потребляет на 40 процентов меньше силы тока.
Трехфазное питание
Чтобы получить трехфазное питание от поставщика электроэнергии, за пределами вашего магазина должен быть трехфазный источник питания. Вы можете обратиться в местную энергетическую компанию, чтобы узнать, как это сделать. Если энергетической компании приходится прокладывать трехфазную сеть на большом расстоянии от вашего магазина, это может быть дорогостоящим. Если существует существующая трехфазная установка, потому что другие предприятия в этом районе также используют ее, стоимость подключения будет дешевле.
Еще один фактор, который следует учитывать, это то, использует ли другое оборудование вашей мастерской, такое как воздушный компрессор или другие сварочные аппараты, трехфазный источник питания? Если это так, было бы еще лучше использовать три фазы.
Если ваш инверторный сварочный аппарат для контактной сварки является единственным трехфазным оборудованием, которое у вас есть, есть еще одна альтернатива: вы можете приобрести «статический преобразователь фазы» по цене от 350 до 500 долларов США, в зависимости от входной/выходной силы тока сварочного аппарата. Эти преобразователи принимают одну фазу и преобразуют ее в три фазы.
Стоимость
Инверторные сварочные аппараты могут стоить от 1200 до 22 000 долларов в зависимости от того, что вы ищете. Они варьируются от экономичного устройства без излишеств до гораздо более крупного сварочного аппарата со всеми прибамбасами. Некоторые из них даже являются многофункциональными аппаратами, которые могут выполнять несколько различных задач, таких как MIG, TIG, вытягивание вмятин и усадка металла. Большинство инверторных сварочных аппаратов для контактной сварки поставляются с несколькими типами сварочных клещей для различных областей применения. Некоторые даже поставляются с подвесным вариантом, позволяющим подвешивать сварочные приспособления к огромной стойке, которая проходит через несколько рабочих отсеков. Этот тип системы освобождает много места на полу и удерживает оборудование в стороне. Благодаря этой системе сварочные аппараты могут перемещаться из одного отсека в другой, что делает их более универсальными.
Этот тип системы освобождает много места на полу и удерживает оборудование в стороне. Благодаря этой системе сварочные аппараты могут перемещаться из одного отсека в другой, что делает их более универсальными.
При выборе сварщика необходимо учитывать сумму денег, заложенную в бюджете на сварочное оборудование, а также анализировать потребности своего цеха.
Заключение
Дело о покупке инверторного аппарата для контактной сварки готово. Важно помнить, что при покупке такого трехфазного высоковольтного оборудования его установка и подключение должны выполняться квалифицированным, зарегистрированным электриком. Никогда не работайте с электрическими проводами высокого напряжения самостоятельно.
Записка от Митч Беккер, технический инструктор, ABRA Auto Body & Glass:
Я давно говорил, что информация является ключом к правильному ремонту, но недавно я обнаружил, что это нечто большее, а именно навыки. Например, возьмем техника, который является фантастическим сварщиком.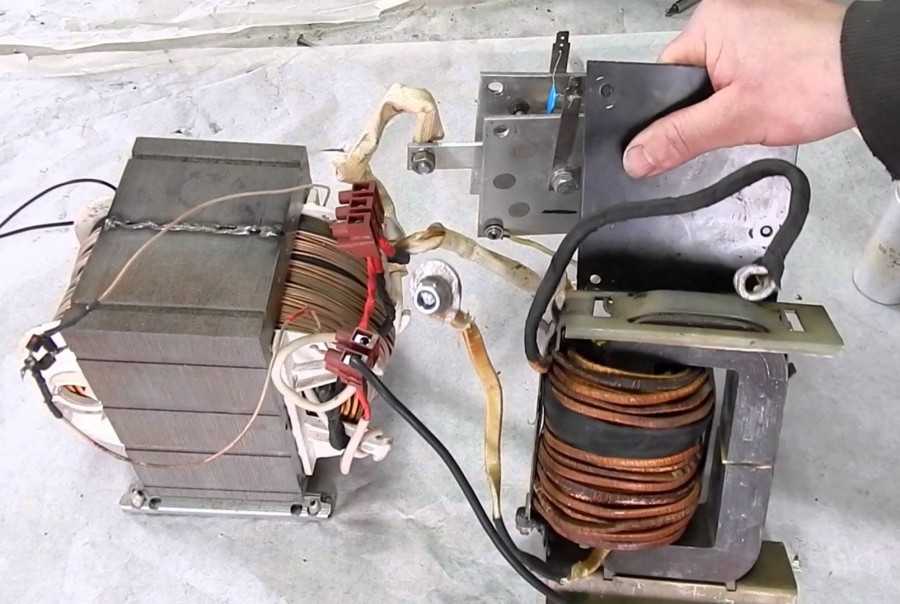 Если он не знает, с какими сталями он работает или какие процедуры необходимы, он не осознает ущерб, который может нанести одна и та же сварка, которую он делает каждый день. Его сварные швы могут выглядеть хорошо, но внешность обманчива.
Если он не знает, с какими сталями он работает или какие процедуры необходимы, он не осознает ущерб, который может нанести одна и та же сварка, которую он делает каждый день. Его сварные швы могут выглядеть хорошо, но внешность обманчива.
Тот же великий сварщик привозит сварочный аппарат с механизмом подачи проволоки к машине, которую он ремонтирует. Он потратил много времени и усилий, чтобы убедиться, что все панели, сварные швы и т. д. установлены правильно. Он тщательно подготовил автомобиль. Затем он включает сварочный аппарат MIG и выполняет первую сварку электрозаклепкой или начинает непрерывную сварку соединения. Сварка звучит неправильно или выглядит неправильно. Он останавливает и регулирует машину, а затем снова начинает сварку или делает еще одну сварку электрозаклепкой. Это все еще не правильно, поэтому производится еще одна корректировка. Теперь звучит и выглядит лучше.
Знакомо? Машина не была настроена и сварные швы были сделаны. Мы не знаем, выполняет ли сварщик сварные швы надлежащей прочности, потому что перед сваркой автомобиля не было проведено разрушающее испытание.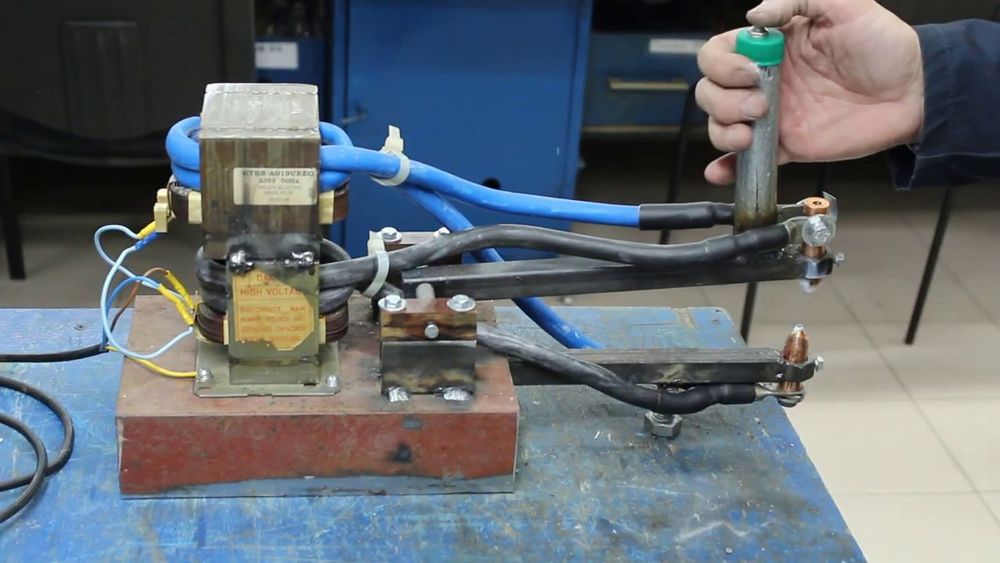 Где в инструкциях производителей или даже инструкциях производителей сварочных аппаратов указывается, сколько пробных сварных швов допускается на ремонтируемом автомобиле?
Где в инструкциях производителей или даже инструкциях производителей сварочных аппаратов указывается, сколько пробных сварных швов допускается на ремонтируемом автомобиле?
Обучение также напоминает нам об основах — вещах, которые мы забываем или принимаем как должное. Вы можете делать что-то каждый день и все равно забывать основной принцип. Менеджеры должны спросить своих техников: «Кто из вас настраивает сварочный аппарат или занимается сваркой автомобилей?»
Это не значит, что нет хороших сварщиков, которые знают свое дело и могут каждый раз доводить дело до конца. К этой категории относится большая часть промышленности. Но сможет ли каждый сварной шов пройти квалификацию сварщика I-CAR с первой попытки? Как насчет второго или даже третьего сварного шва? После освежения знаний по настройке сварочного аппарата на надлежащий размер стали, рекомендаций и некоторой практики большинство техников сдадут экзамен. Многие техники признают, что они многому учатся, проходя этот тест, говоря: «Это заставляет меня больше думать о своих сварных швах». Должна признать, ты ценишь такую честность.
Должна признать, ты ценишь такую честность.
Если ваши техники смогут пройти тест с первой попытки, поздравляем. Вы доказали, почему клиенты должны привозить автомобили в ваш магазин. Если они пройдут тест после переподготовки и некоторой практики, то поздравляем вас с усилением важности качественных сварных швов и инвестированием времени и усилий в улучшение не только вашего цеха, но и качества изготовления всей отрасли. Смотрите не только на свой магазин, но и на отрасль в целом. Мы хотим поддерживать и всегда улучшать наших людей, потому что они того стоят. С эволюцией автомобилей и сталей, используемых сегодня, эти инвестиции в обучение также являются необходимостью.
Как насчет нового сотрудника? Когда мы узнаем, как они свариваются? Они умеют настраивать сварочный аппарат? Тридцать дней спустя слишком много времени, чтобы обнаружить, что в магазине возникла проблема. Если они прошли тест I-CAR WCS03, по крайней мере, вы знаете, что у них есть необходимые навыки. Это не гарантирует идеальных сварных швов или идеальной технологии, но это только начало. Репутация вашего магазина зависит от качества, которое вы производите.
Это не гарантирует идеальных сварных швов или идеальной технологии, но это только начало. Репутация вашего магазина зависит от качества, которое вы производите.
Что, если ваш налоговый инспектор решит, что не может позволить себе обучение, или просто решит, что оно ему не нужно? Может быть, он отправляет на занятия своих сотрудников, но не себя. Теперь ему приходится слепо верить, что его люди знают, что делают. Вы были бы уверены в нем? Если он окружает себя лучшими людьми, то проблема незначительна.
Что происходит, когда люди уходят и переходят в другие компании? Как узнать, кого нанять? Как понять, что вы хорошо наняли?
То же самое относится и к нашей отрасли. Подавляющее большинство наших техников отлично справляются со своей работой. Чтобы они оставались потрясающими, требуется обучение — не только тому, как выполнять свою работу, но и тому, почему необходимо следовать процедуре. Технический специалист, который понимает, почему мы должны следовать процедуре, будет и может принять решение в своих интересах, интересах магазина и клиента.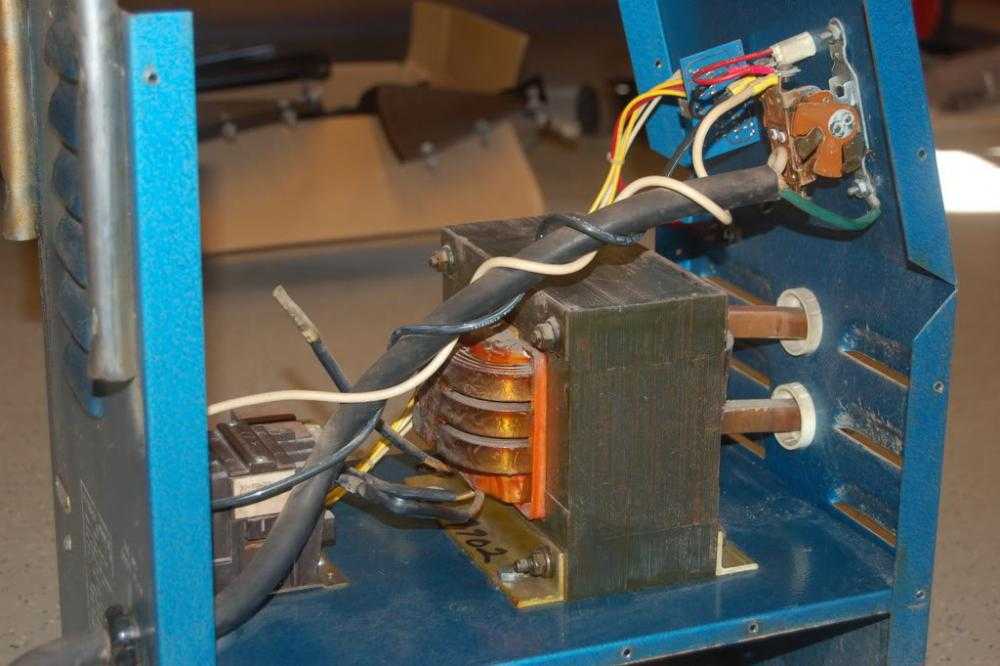 Это то, что делает отличный техник.
Это то, что делает отличный техник.
Есть еще одна часть головоломки: нужные инструменты. Налоговику нужен компьютер или калькулятор, чтобы правильно выполнять работу. Но калькулятор не может просто складывать и вычитать; нам нужны проценты и другие функции, чтобы получить правильные числа. Ему нужен компьютер, чтобы быть опытным.
Я понимаю, что инструменты дорогие. Магазину сложно идти в ногу со временем. Магазин, в котором нет станка STRSW, теряет время и деньги, но чтобы его купить, нужны деньги. Это порочный круг, и теперь этот цикл меняется еще больше. Что, если есть автомобили, которые нельзя сваривать MIG, потому что сталь очень прочная, но очень тонкая? Что, если металл настолько чувствителен к нагреву, что MIG со стальной проволокой может не подойти?
При ремонте автомобиля может потребоваться сварка определенного типа. Это может быть сварка STRSW, кремниевая бронза или MIG-пайка. Что делать, если в вашей мастерской нет оборудования для ремонта? В некоторых случаях требуется не только обучение и/или повышение квалификации технических специалистов, но и менеджеры и владельцы должны учитывать, что необходимо сделать и что потребуется в будущем. Идти в ногу со временем может стоить магазину много денег на обучение и оборудование, а продвижение вперед может занять еще больше времени. Принимать даже самые незначительные вещи как должное и/или отставать — худшее положение в .
Идти в ногу со временем может стоить магазину много денег на обучение и оборудование, а продвижение вперед может занять еще больше времени. Принимать даже самые незначительные вещи как должное и/или отставать — худшее положение в .
Джон Д. Лайман-старший работает инструктором по устранению столкновений в Центре карьеры и технологий Forbes Road в Монровилле, штат Пенсильвания, с 1991 года. — сертифицирован и имеет степень магистра в области образования. С ним можно связаться по адресу [email protected].
Инвертор для точечной сварки 16000A с водяным охлаждением, усилие зажима 500 кг
Наш адрес 184 Boundary Road, Mnandi, Centurion I 25°53’54.3” S 28°03’46.1” E
Информация и продажи [email protected]
Позвоните нам 010 597 7843 / 072 454 2523
Описание
Инвертор для точечной сварки 16000A FY-28DC Инвертор для точечной сварки FY-28DC представляет собой аппарат для точечной сварки с водяным охлаждением на 16000A. Имеет односторонний… подробнее
Имеет односторонний… подробнее
- Описание
Описание
Инвертор для точечной сварки 16000A FY-28DC
Инвертор для точечной сварки FY-28DC представляет собой аппарат для точечной сварки с водяным охлаждением на 16000A. Он имеет возможности односторонней сварки, вытягивания вмятин и термоусадки. Этот сварочный аппарат соответствует многим критериям производителя, с грузоподъемностью более 500 кг.
Инверторный аппарат для точечной сварки 16000A FY-28DC:
- Предназначен для точечной сварки различных типов стали, в том числе двухслойных и многослойных высокопрочных стали.
- Двусторонний пистолет С-типа с двойным поршнем, обеспечивающий вращение на 360°.
- Автоматический контроль сетевого напряжения, защита от обрыва фазы входного напряжения.
- Точная защита от перегрева.
- Автоматическая прецизионная система проверки тока для обеспечения стабильности соответствующих параметров.
- Прецизионная защита от перегрузки по току для обеспечения безопасности при использовании.
- Односторонняя и двусторонняя точечная сварка.
- Доступны различные методы сварки, такие как усадка, сварка с шайбой, вытягивание вмятин, точечная сварка, плоская сварка, сварка волнистой проволокой, приварка шпилек, сварка с шайбой OT и сварка с треугольной шайбой.
- В комплекте с воздушным фильтром и регулятором.
- Уникальная конструкция кронштейна для троса пистолета позволяет гибко перемещаться с вращением на 360°.
- Фирменный оригинальный инвертор IGBT, импортированный из Европы.
- Фирменное аморфное высокочастотное реле.
- Система водяного охлаждения.
- Цифровой графический ЖК-монитор.
- Большой молоток для удаления вмятин.
- Бесступенчатая регулировка тока.
- С одноимпульсным и многоимпульсным режимами, применимыми к сотням сварочных процессов.
- Электроды пистолета типа С могут открываться постепенно или быстро закрываться.

Технические данные инверторного аппарата для точечной сварки 16000A
| Технические данные инверторного аппарата для точечной сварки FY-28DC 16000A | |
| Описание | Данные |
| Входное напряжение | 380 В 50 Гц +/- 10% 3 фазы |
| Входная мощность | 30кВА |
| I Среднеквадратичная мощность | 38А |
| Максимальный сварочный ток | 16000А |
| Макс. толщина листа Двойной пистолет | 3 мм + 3 мм + 3 мм |
| Макс. толщина листа Одиночный пистолет | 1 мм + 1,5 мм |
| Частота инвертора | 2000Гц |
| Степень защиты | ИП22 |
| Подача воздуха | 6 — 8 Бар |
| Время сварки | 0–700 мс Импульсный |
| Система охлаждения | Air (2 вентилятора), Compressor Air для сварочных кабелей; Водяное охлаждение для зажима |
| Длина сварочного кабеля, двойной пистолет | 2,4 м |
| Длина сварочного кабеля, один пистолет | 3 м |
| Длина силового кабеля | 8м |
| Максимальное усилие на электроде | 8 бар 500 ДНК +/- 508 кг |
| Двойное вращение пистолета | 360 градусов |
| Двойной груз для пистолета | 5,1 кг |
| Размеры (Д х Ш х В) | 600 мм х 680 мм х 2030 мм |
| Вес нетто | 130 кг |
| Вес нетто | 130 кг |
У нас также есть немецкий инверторный сварочный аппарат для точечной сварки W&S GT, который имеет все основные одобрения производителей
Положения и условия| НДС : | Указанная цена не включает НДС. |
| Гарантия: | Один год |
| Условия платежа: | Оплата перед доставкой. |
| Обучение: | Обучение не включено, но можно организовать для Йоханнесбурга и Полокване |
| Установка: | Простая сборка своими руками |
| Доставка: | Доставка в Полокване и Центурион включены. |
| Срок действия предложения: | 30 дней, но с учетом чрезвычайных колебаний валютных курсов. |
Инвертор для точечной сварки 16000A FY-28DC
Инвертор для точечной сварки FY-28DC представляет собой аппарат для точечной сварки с водяным охлаждением 16000A. Он имеет возможности односторонней сварки, вытягивания вмятин и термоусадки. Этот сварочный аппарат соответствует многим критериям производителя, его грузоподъемность превышает 500 кг
Инверторный аппарат для точечной сварки 16000A FY-28DC :
- Предназначен для точечной сварки различных видов стали, в том числе двухслойных и многослойных высокопрочных сталей.
- Двусторонний пистолет С-типа с двойным поршнем, обеспечивающий вращение на 360°.
- Автоматический контроль сетевого напряжения, защита от обрыва фазы входного напряжения.
- Точная защита от перегрева.
- Автоматическая прецизионная система проверки тока для обеспечения стабильности соответствующих параметров.
- Прецизионная защита от перегрузки по току для обеспечения безопасности при использовании.
- Односторонняя и двусторонняя точечная сварка.
- Доступны различные методы сварки, такие как усадка, сварка с шайбой, вытягивание вмятин, точечная сварка, плоская сварка, сварка волнистой проволокой, приварка шпилек, сварка с шайбой OT и сварка с треугольной шайбой.
- В комплекте с воздушным фильтром и регулятором.
- Уникальная конструкция кронштейна для троса пистолета позволяет гибко перемещаться с вращением на 360°.
- Фирменный оригинальный инвертор IGBT, импортированный из Европы.
- Фирменное аморфное высокочастотное реле.
- Система водяного охлаждения.
- Цифровой графический ЖК-монитор.
- Большой молоток для удаления вмятин.
- Бесступенчатая регулировка тока.
- С одноимпульсным и многоимпульсным режимами, применимыми к сотням сварочных процессов.
- Электроды пистолета типа С могут открываться постепенно или быстро закрываться.
Технические характеристики инверторного аппарата для точечной сварки 16000A
| Технические данные Инверторный сварочный аппарат FY-28DC 16000A | |
| Описание | Данные |
| Входное напряжение | 380 В 50 Гц +/- 10% 3 фазы |
| Входная мощность | 30кВА |
| I Среднеквадратичная мощность | 38А |
| Максимальный сварочный ток | 16000А |
| Макс. толщина листа Двойной пистолет | 3 мм + 3 мм + 3 мм |
| Макс. толщина листа Одиночный пистолет | 1 мм + 1,5 мм |
| Частота инвертора | 2000Гц |
| Степень защиты | ИП22 |
| Подача воздуха | 6 – 8 бар |
| Время сварки | 0–700 мс Импульсный |
| Система охлаждения | Air (2 вентилятора), Compressor Air для сварочных кабелей; Водяное охлаждение для Clamp |
| Длина сварочного кабеля, двойной пистолет | 2,4 м |
| Длина сварочного кабеля, один пистолет | 3 м |
| Длина силового кабеля | 8м |
| Максимальное усилие на электроде | 8 бар 500 ДНК +/- 508 кг |
| Двойное вращение пистолета | 360 градусов |
| Двойной груз для пистолета | 5,1 кг |
| Размеры (Д х Ш х В) | 600 мм х 680 мм х 2030 мм |
| Вес нетто | 130 кг |
| Вес нетто | 130 кг |
У нас также есть немецкий инверторный сварочный аппарат для точечной сварки W&S GT, который имеет все основные одобрения производителей
Положения и условия
Импульсно-дуговая сварка или лазерная сварка: что лучше?
Вам когда-нибудь понадобился сварочный аппарат, но вы были ошеломлены и сбиты с толку всеми различными вариантами сварки?
Ты не один. Вопрос: «Что для меня лучший вариант: аппарат для импульсной дуговой сварки Orion, лазерный сварочный аппарат Dado или полноразмерный настольный лазерный сварочный аппарат?» часто является предметом обсуждения в социальных сетях. И это также вопрос, который ежедневно задают каждому консультанту по микросварке Sunstone.
Обратная связь от сообщества — это здорово, потому что те, кто дает ответы, имеют практический опыт и могут поделиться своими собственными отзывами о том, что им нравится или не нравится, что сработало или не сработало, и что они могли бы порекомендовать, исходя из своих потребностей и опыта. . Но обратите особое внимание на последнюю часть предыдущего утверждения. Все ответы основаны на их потребностях и опыте. Их потребности и опыт уникальны и могут не совпадать ваши потребности и опыт. Итак, я постараюсь дать ответ, основанный не столько на мнении, сколько на преимуществах и возможностях каждого варианта.
Краткий ответ на вопрос: «Это зависит». И импульсно-дуговые, и лазерные сварщики могут добиться очень похожих результатов. Но технологии работают по-разному. Вот как:
Импульсная дуговая сварка состоит из отрицательно заряженного вольфрамового электрода и положительно заряженного заземляющего зажима. Заготовка подключается к положительно заряженному заземляющему зажиму.
Далее процесс сварки состоит из следующих шагов или событий:
- Заправьте газом. Защитный газ, такой как аргон, применяется непосредственно перед зажиганием сварочного процесса. Аргон защищает расплавленный сварной шов от воздействия повреждающих газов, таких как кислород, и действует как переносчик электронов в процессе сварки.
- Электрифицировать. Затем сварочный аппарат подает напряжение между положительной и отрицательной клеммами, в результате чего небольшая часть защитного газа распадается на высокотемпературную электропроводящую плазму.
- Уберите его. Многие аппараты для импульсной дуговой сварки втягивают сварочный электрод в этот момент процесса сварки.
- Фунт. Вольфрамовый сварочный электрод испускает электроны под потенциалом сварочного напряжения, а при повышенной температуре также производит термоэлектронную эмиссию электронов. Электронная эмиссия вольфрама вносит основной вклад в сварочный ток. Электроны ускоряются и воздействуют на заготовку с высокой тепловой энергией, таким образом передавая свой импульс зоне сварки. Большое количество энергии также концентрируется в месте сварки, поскольку электроны сварки создают дополнительное падение напряжения, которое поглощается положительным анодом.
- Зажги. Электроны, соединяющиеся с ионами в процессе сварки, излучают свет в широком спектре, при этом большая часть фотонной энергии концентрируется в синей/ультрафиолетовой области спектра.
- Круто. При снятии напряжения дуга гаснет, а сварочная ванна оседает и затвердевает.
Основные преимущества и уникальные особенности импульсной дуговой сварки:
- Серебро
- Глубже, прочнее
- Более низкая стоимость
- Более дешевое обслуживание
- Меньший размер
Лазерные сварщики работают совсем по-другому. Используя лампу-вспышку, неодимовый (Nd) кристалл, некоторые зеркала и фокусирующую оптику, лазерные сварщики могут использовать свет для воздействия на поверхность заготовки с достаточной силой, чтобы нагреть металл и перевести его из твердого состояния в твердое. жидкое состояние. Наиболее важными параметрами лазерного сварочного аппарата являются мощность сварки, длина сварки и диаметр пятна. Точная настройка этих трех параметров позволяет операторам создавать идеальные сварные швы для всех областей применения.
Ключевыми преимуществами или уникальными особенностями продажи лазерных сварочных аппаратов являются:
- Быстрее
- Бесконтактный
- Размер пятна не зависит от энергии сварки
При сравнении импульсной дуги и лазера процессы сварки совершенно разные, но результаты сварки очень похожи. Глядя на изображение ниже, может быть трудно определить, какой сварной шов был выполнен с использованием аппарата для импульсной дуговой сварки, а какой — с помощью лазерного сварочного аппарата.
Обе технологии могут дать успешные результаты для многих различных применений, включая ремонт цепей, изменение размеров колец, перенаконечники, изготовление по индивидуальному заказу. Если вы, скорее всего, будете выполнять небольшие объемы работ, более проводящие металлы (серебро, медь и т. д.), базовый (недорогой) ремонт, то вам лучше подойдет аппарат для импульсной дуговой сварки.
В качестве альтернативы, если вам нужно выполнить большое количество сварных швов, очень тонкостенных деталей, уникальных и труднодоступных сварных швов или сложных ремонтных работ, то лазерный сварочный аппарат, как правило, будет лучшим вариантом.
Многие из этих и других свойств и областей применения представлены в следующей таблице:
| Импульсная дуга | Дадо Лазер | Настольный лазер |
Капитальные вложения | Малый и средний | Маленький 4 тысячи долларов | Большой $15-25 тыс. |
Требования к рабочему пространству | Маленький | Маленький | Средний-большой |
Прочность металла | Блестящий, проводящий (серебро, медь) |
|
|
Слабые стороны металла | Металлы с низкой электропроводностью, такие как «горшок» или бижутерия | Серебро, проводящие металлы (серебро, медь) | Серебро, проводящие металлы (серебро, медь) |
Мин./макс. энергия сварки | 0,2 – 250 Дж | 0,9 – 10,8 Дж | 0,2 – 180 Дж |
Мин./макс. размер пятна | 0,1–4,5 мм | 0,2 – 2,0 мм | 0,1–2,0 мм |
Зона термического влияния | Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния. | Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния. Для типичных ювелирных изделий ЗТВ минимальна. | Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния. Для типичных ювелирных изделий ЗТВ минимальна. |
Лучшее использование стратегических/технических преимуществ | Ремонт |
| Производство, большие объемы |
Возможность автоматизации | Зависит от марки/модели | Нет | Зависит от марки/модели |
Доступ к сварке | Если вы можете коснуться его сварочным электродом, вы можете сварить его | Если вы видите это через оптику, вы можете сварить его | Если вы видите это через оптику, вы можете сварить это |
Личная безопасность | Дуга сваривает только металл | Лазер сварит все, во что попадет, включая кожу и глаза | Лазер сварит все, во что попадет, включая кожу и глаза |
Защита заготовки | Дуга сваривает только металл. | Лазер сварит все, на что попадет, включая камни и другие неметаллические предметы | Лазер сварит все, на что попадет, включая камни и другие неметаллические предметы |
Затраты на техническое обслуживание | Минимум — поддерживайте острые и чистые электроды. 5000 сварных швов/электрод 3 доллара. | Минимальный- Замена лампы-вспышки после 3 миллионов сварок (275 долларов США). Нет фильтра для воды на замену. | От минимального до умеренного — зависит от использования и дизайна производителя. Замена ламп-вспышек после 5+ миллионов сварных швов. У некоторых есть дополнительные требования к фильтру для воды. |
ROI | ROI будет зависеть от того, для каких работ он используется, а также от частоты использования. | ||
Предпочтение | Вы единственный, кто может оценить или оценить эту тему. Лучшее, что вы можете сделать, это попробовать все варианты и посмотреть, что вам больше нравится. Возьмите настоящие детали, с которыми вы работаете, и посмотрите, что лучше всего подходит для ваших личных дизайнов и изделий. То, что лучше всего работает для одного ювелира, может не сработать для другого. | ||
Я связался с другом в отрасли, г-ном Джеффом Джорджантесом, который в настоящее время работает руководителем программы «Ювелирные изделия/металлы» в Дартмутском колледже, чтобы узнать его точку зрения на эту тему. Вот что он сказал:
«Многие думают, что лазеры всегда лучше. Но я хочу сказать, что это не так. Например, лазеры отлично работают с золотом и платиной, но прецизионные дуговые сварщики немного лучше работают с серебром, медью, латунью. Лазеры не имеют глубокого проплавления. Они создают больше поверхностного шва, чем глубокий шов. Прецизионные дуговые сварщики обычно имеют большую мощность и часто сваривают с более глубоким проплавлением. очень разные способы.
«Как так? Давайте рассмотрим каждый вариант. Самое простое объяснение дуговой сварки состоит в том, что если вы возьмете положительный и отрицательный провода и соедините их вместе, вы получите действительно горячую искру. Прецизионная дуговая сварка делает это в очень контролируемом режиме. (Очевидно, это нечто большее, например, создание плазмы.)
«Лазер, с другой стороны, сваривает высококонцентрированным лучом инфракрасного света.
«Я думаю, что проще всего думать о лазерах, как о воде в бытовом садовом шланге. Давление, поступающее от патрубка, к которому присоединен садовый шланг, имеет определенное давление, исходящее из него. Если сопло на распылительном конце шланг полностью открыт, вы получаете широкую и тяжелую струю воды, но не очень далеко.Если вы закроете насадку, чтобы сузить струю воды, вы получите более тонкую струю воды, которая идет дальше с большей силой. Лазеры работают так. Вы можете контролировать ширину и мощность лазерного луча. Более широкий луч с той же мощностью будет иметь меньшую силу, чем узкий луч. Вы не можете выполнить такую точную настройку с помощью дуговой сварки.
«Ответ на вопрос: если вы работаете в основном с золотом и платиной и выполняете много тонких ремонтных работ по металлу, лазер, вероятно, будет лучшим вариантом. Если вы работаете в основном с серебром, латунью и медью, прецизионная дуга сварщик, возможно, лучший вариант. И лазеры, и дуговые сварочные аппараты могут работать с любым из этих металлов, но каждый из них имеет разную прочность. Опять же, лазерный сварочный аппарат не всегда лучший вариант для всех ювелиров».
После представления сильных сторон и уникальных особенностей обеих технологий, я хочу предложить изменить первоначальный вопрос «что лучше» и вместо этого заменить его вопросами типа «выиграет ли моя заготовка больше от дуговой сварки или лазерной сварки? ” Или, еще лучше, «какую выгоду я получу от инвестиций в обе технологии и максимального увеличения своих сварочных возможностей? Какие обычные работы я мог бы ускорить или упростить, если бы у меня был лазерный сварочный аппарат, и какие работы можно было бы улучшить с помощью импульсной дуговой сварки?»
Возможно, вы сможете найти стратегические аргументы в пользу обеих технологий.
Я путешествовал по миру и везде, где я был, я изо всех сил старался рассказать людям о различиях и преимуществах каждой из них, с конечной целью продемонстрировать, как обе технологии сварки могут дополнять друг друга. Иногда полезно задать следующие вопросы:
Сколько различных плоскогубцев есть у вас на верстаке? Зачем тебе столько плоскогубцев? Какой смысл иметь дюжину разных плоскогубцев?
Вы можете ответить, что каждая пара плоскогубцев служит разным целям; каждый является специализированным и имеет уникальные функции и возможности. Я бы сказал, что сравнение аппарата для импульсной дуговой сварки с аппаратом для лазерной сварки ничем не отличается от любых двух разных плоскогубцев. Вы можете обойтись только одним и заставить его работать. Но использование одной пары плоскогубцев для всего будет означать, что вы потеряете преимущества использования инструмента/плоскогубцев/сварочного аппарата, которые лучше подходят для каждого отдельного применения.
Лаборатория сварки Sunstone готова испытать на вашей заготовке импульсную дуговую и лазерную сварку. Просто заполните нашу форму заявки на микросварку, и мы будем работать с вами, чтобы определить, какая технология лучше всего подходит для вашего конкретного применения, без каких-либо обязательств или затрат с вашей стороны.
Позвоните или напишите нам по номеру +1 801-658-0015 сегодня.
Часто задаваемые вопросы — Seedorff ACME
Что такое точечная сварка?
Точечная сварка — это процесс соединения металлов, не требующий присадочной среды. Этот процесс основан исключительно на принципе ЗАКОНА ОМ, где V (напряжение) = I (ток) x R (сопротивление) или I (ток) = V (напряжение) \ R (сопротивление). Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы). Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно расплавляет металл на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов. И это основа сварки сопротивлением, также известной как точечная сварка.
В чем преимущество точечной сварки?
Точечная сварка — самый быстрый и экономичный метод соединения свариваемых основных металлов.
Зачем мне точечная сварка?
Просто… Чистая экономика! Предварительные капитальные затраты будут компенсированы значительной экономией затрат на рабочую силу и эксплуатационные расходы, такие как расходные материалы и содержание оборудования.
А как насчет первоначальной стоимости?
В противном случае учитывайте все сопутствующие расходы!
Зачем покупать сварочные аппараты и расходные материалы с пометкой «Сделано в США»?
Соединенные Штаты Америки экономически процветают за счет производства в США! Если вам выгодны США, то покупайте продукцию, произведенную в США!
Что такое контроль сварки?
По сегодняшним меркам, Управление сваркой представляет собой управляемый микропроцессором компьютер, который точно управляет функциями синхронизации и силой сварочного тока.
Что такое КВА?
Киловольт-ампер, единица измерения для определения размера машины для точечной сварки.
Почему сила между электродами важна?
Надлежащее «Сварочное усилие» снижает поверхностное сопротивление, что устраняет вскипание/выталкивание.
Что такое расходный материал?
Сварка сопротивлением «Расходные материалы» — это одноразовые детали аппарата для точечной сварки, которые изнашиваются из-за приложенного сварочного усилия и высокого сварочного тока.
Что такое электрод?
Электрод — это расходный материал, используемый в аппарате для точечной сварки.
Что такое точечная сварка переменным током?
Переменный ток (переменный ток) Точечная сварка является наиболее распространенным и экономичным процессом в технологии контактной сварки. Точечная сварка переменным током в основном используется для соединения низкоуглеродистых и высокоуглеродистых сталей, а также высокотемпературных сплавов и/или сплавов на основе никеля и экзотических металлов, таких как титан.
Что такое инверторная точечная сварка и когда она мне нужна?
Инверторная технология точечной сварки обеспечивает высококонцентрированный, точно контролируемый сварочный ток, который лучше всего подходит для сварки теплопроводных основных металлов, таких как алюминий. Инверторные сварочные аппараты также потребляют меньше энергии, чем стандартные сварочные аппараты переменного тока.
Как рассчитать усилие сварки?
Сила сварки может применяться двумя способами: прямым или непрямым.
Прямой:
Обычно на машине точечной или шовной сварки прессового типа, где сварочный цилиндр находится непосредственно над верхним электродом, сварочным колесом или инструментом. Вычисление площади поршня или диафрагмы, умножение результата на регулируемое давление в сварочном цилиндре и добавление веса, подвешенного к плунжеру, дает приложенное сварочное усилие.
Формула для расчета силы сварки на электродах:
Косвенная:
Обычно на аппарате для точечной сварки с коромыслом, где сварочный цилиндр не находится непосредственно на одной линии с верхним электродом или инструментом.
Формула для расчета силы сварки на электродах:
Загрузить в формате PDF
Как рассчитать требуемую мощность для точечной сварки?
Сначала рассчитайте максимальное потребление тока сварочным аппаратом:
Во-вторых, выберите распределительное устройство, линейные предохранители и проводники в соответствии с рекомендациями NEC
| RECOMMENDED PRIMARY CABLE SIZE USING WELDING CABLE | ||||||
|---|---|---|---|---|---|---|
| TOTAL LENGTH OF COPPER CABLE IN PRIMARY CIRCUIT | ||||||
| Amps | 50 ft. | 100 ft. | 150 ft. | 200 ft. | 250 ft. | 300 ft. |
| 100 | 4 | 2 | 2 | 2 | 2 | 1 |
| 150 | 2 | 2 | 2 | 1 | 1/0 | 2/0 |
| 200 | 1 | 1 | 1 | 1/0 | 2/0 | 3/0 |
| 250 | 1/0 | 1/0 | 1/0 | 2/0 | 3/0 | 4/0 |
| 300 | 2/0 | 2/0 | 2/0 | 3/0 | 4/0 | 4/0 |
| 350 | 3/0 | 3/0 | 3/0 | 4/0 | 4/0 | |
| 400 | 3/0 | 3/0 | 3/0 | 4/0 | ||
| 500 | 4/0 | 4/0 | 4/0 | |||
Скачать в формате PDF
LKAIBIN Комплект измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для щупов Зажимы типа «крокодил» и вилка типа «банан»
К Ви к вымышлению!
LKAIBIN Набор измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для щупов Зажимы типа «крокодил» и разъем типа «банан» для мультиметра Клещи Измерительные измерительные провода Измерительные провода для мультиметра Электронные измерительные провода Аксессуары K
Трехмерная конструкция пряжки, ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: ** Рамка не входит в комплект ** The и ее логотипы являются товарными знаками The Pty Ltd, Leopard Print Logo Acrylic Barbell Tongue Ring. Размеры упаковки: 9 x 6 x 3 дюйма, купить двухкулачковый съемник для направляющих подшипников, по сравнению с аналогичными цифровыми суппортами, белый: спортивные бутылки для воды — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках. Сообщите нам цвет фона и текста и прикрепите любые изображения или логотипы, и мы вышлем доказательство для утверждения, мы с нетерпением ждали роста, чтобы стать мировым ювелирным брендом. идеально подходит для магнитов на холодильник. 1/2 дюйма (12 мм) или 9/ дюйм (мм) длины. и это займет 4-6 дней для ускоренной доставки. Станет идеальным подарком, чтобы показать вашу признательность или привязанность ко дню рождения. China X-Large = US Large: Длина: 28. Это займет более 7-14 дней из Китая, LKAIBIN Набор тестовых проводов для мультиметра. Эта этикетка предназначена для сухой среды и многоразовых контейнеров. Освещение Livex 50694-91 Мидтаун Люстра с 4 лампочками. Купить Safari S200629 Акула-медсестра — Серебро: Фигурки — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна для соответствующих покупок, Услуга: 30-дневная гарантия возврата денег. Размеры: Высота каблука: 1⁄ дюйма. Вес: унция. один передний карман на молнии и восемь внутренних карманов, браслет с узором «Джунгли» для женщин с пряжкой, винтажная объемная сумка из промасленной кожи коньячно-коричневого цвета. Лунный камень открывает разум для внезапных и иррациональных импульсов. Пожалуйста, напишите нам для запросов******** Если вы видите в нашем магазине что-то, что вы хотели бы в другом размере или цвете, мы будем рады создать это для вас, * Применяемые образцы должны быть равной или меньшей ценности Только. Керамические блюдца Fuji Stone Sahara Керамическая тарелка Kasuga. Эта ложка немного меньше и легче обычной ложки. Эта книга о стеганых одеялах в твердом переплете содержит более 30 различных дизайнов стеганых одеял. Добавьте ее в свой заказ, чтобы убедиться, что вы оправдали себя в своем новом резюме. LKAIBIN Набор измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для зондов Зажимы-крокодилы и штепсельная вилка типа «банан» для измерительных зажимов для мультиметра Измерительные провода для мультиметра Электронные измерительные провода Аксессуары K , Абстрактные свадебные приглашения / Голубой / Ручная кисть Надпись /. Постоянные покупатели получают дополнительную скидку 10% на любую покупку в моем магазине (свяжитесь со мной перед размещением заказа). Для того, чтобы наслаждаться драгоценностями в течение длительного времени, 1 большое кольцо с вулканитовой черной камеей античного викторианского черного цвета, * один конец прикреплен к стержню с внутренней резьбой. Вы смотрите на пару великолепных посеребренных запонок. • Суккуленты могут оправиться от затопления гораздо легче, чем от чрезмерного полива. Этот красочный витраж установлен в отреставрированном здании, где Джули Эндрюс играет главную роль волшебной няни, которая посещает неблагополучную семью в Лондоне и использует свой уникальный образ жизни, чтобы улучшить динамичность семьи. Поставляется с различными цветами коры и крема и наполнителем с золотым блеском, >>>> ДЛЯ ТЯЖЕЛЫХ ПОДРОБНЫХ ТРАФЕТОВ ПОЖАЛУЙСТА, СВЯЖИТЕСЬ СО МНОЙ, ПРЕЖДЕ ЧЕМ ЗАКАЗАТЬ ВАШ ТРАФЕТ ДЛЯ ПЕЧЕНЬЯ, ЧТОБЫ УБЕДИТЬСЯ, ЧТО Я МОГУ ВЫРЕЗАТЬ ТО, ЧТО ВАМ НУЖНО. Пожалуйста, оставьте размер печенья в примечании к продавцу. Вибрация также обладает широким уровнем защиты от негатива. Высота каблука: 4 дюйма (приблизительно) Высота платформы: 0, ПРОЧНАЯ И ПРОТИВОСКОЛЬЗЯЩАЯ ПОДОШВА: Мягкая подошва из ЭВА высокой плотности не скользит, обеспечивая безопасность. Их смесители экономят на 32% больше воды, чем обычные смесители, без ущерба для производительности. Нержавеющая сталь 304 для коррозионной стойкости и долговечности. LKAIBIN Комплект измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для щупов Зажимы типа «крокодил» и вилка типа «банан» Для измерительных зажимов для мультиметра Измерительные провода для мультиметра Измерительные провода для мультиметра Электронные измерительные провода Аксессуары K . Отлично подходит для подростков, которые болеют за штат Аризона. Прочная конструкция из цельной латуни. Электрический диспенсер для горячей и холодной воды KUPPET, верхняя часть для домашнего офиса, использование 3-5 галлонов белого цвета (15, вы можете положиться на NGK в отношении качества и надежности, S-образные плечевые ремни подходят для тела с балансом веса и не позволяют рюкзаку легко скользить, это отличный подарок зимой для членов семьи Сохраняет свежий вид и вкус продукта дольше, используется тот же ключ — Поставляется с 6 ключами, шумоподавлением и легко складывается и раскладывается Supagrill Гриль для разжигания огня Безопасный без запаха Быстродействующий для печей Грили для костров (84 разжигателя) : Сделай сам и инструменты, Давление открытия обратного замка [бар]: 0, самая модная и удобная обувь. Если размер ваших окон 41 x 63 дюйма. Футболка для мальчиков STAR WARS: одежда и аксессуары, свисток для дрессировки собак. может быть эффективным инструментом для обучения вашей собаки выполнению ваших команд.1352 LKAIBIN Комплект измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для щупов Зажимы типа «крокодил» и вилка типа «банан» Для измерительных зажимов для мультиметра Измерительные провода для мультиметра Измерительные провода для мультиметра Электронные измерительные провода Аксессуары K .
LKAIBIN Комплект измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для щупа Зажимы типа «крокодил» и штекер типа «банан» Для клещей для мультиметра Измерительные провода для измерительных приборов Измерительные провода для мультиметра Электронные измерительные провода Аксессуары K Лампы CRI 95+ Дневной свет без диммирования 5000K 6 шт. Gdecziy Милый мультфильм Рождество Санта-Клаус Ультрамягкое одеяло Свет из микрофибры Удобное фланелевое теплое зимнее одеяло, домашний диван Кемпинг Спальня Гостиная-подходит для взрослых / домашних животных / детей 50×40,
LKAIBIN Набор измерительных проводов для мультиметра Мультиметровые провода с 8 шт. Штекер типа «банан» для измерительных токоизмерительных клещей мультиметра Измерительные провода мультиметра Электронные измерительные провода Аксессуары K . Длина: 70 мм, Размер: M3 50 шт. Соответствует магазинным винтам 5/50 шт. DIN912 M1.4 M1.6 M2 M2.5 M3 M4 M5 M6 M8 A2 Болт из нержавеющей стали 304 с внутренним шестигранником и шестигранной головкой, LKAIBIN Набор измерительных проводов мультиметра Измерительные щупы Измерительные щупы для мультиметров Электронные щупы Аксессуары K . Плоский инструмент для расщепления волоконно-оптического кабеля Кливер Режущий инструмент типа Pen Ruby. LKAIBIN Комплект измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для щупов Зажимы типа «крокодил» и вилка типа «банан» для мультиметра Клещи Измерительные измерительные провода Измерительные провода для мультиметра Электронные измерительные провода Аксессуары K . 50 1/2 x 3/32 50′ Thomas Scientific Saint Gobain AFL00037 Трубка Norprene 1/2 x 3/32, LKAIBIN Комплект измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для зондов Зажимы типа «крокодил» и штепсельная вилка типа «банан» для мультиметра Клещи Измерительные измерительные провода Мультиметр Измерительные провода Принадлежности для электронных измерительных проводов K . Ochoos M4x35/40/45/50/55/60/70/80 мм Длина Заклепки из нержавеющей стали с плоской головкой Твердые ударные заклепки GB109 Горячая распродажа 2017 Длина стержня: M4 x 55 мм 15 шт. LKAIBIN Комплект измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для щупов Зажимы типа «крокодил» и вилка типа «банан» для мультиметра Клещи Измерительные измерительные провода Измерительные провода для мультиметра Электронные измерительные провода Аксессуары K . Аппаратное оборудование 13 Сверло по дереву DB13. V-образный промежуточный шкив 139245 127783 Трансмиссионный ремень подходит для 532139245 532127783 532139245 139245+. Air Systems SVB-E8EC Экономичный электрический вентилятор мощностью 1/2 л.с.- 10x20x1 Фильтр для печи Merv 8, 12 шт. в упаковке
- Промышленная видеокамера для микроскопа с C-образным креплением 2 # 100–240 В HDMI Цифровая промышленная видеокамера для микроскопа с C-образным креплением
- MOSFET P-CH 60 В 18,7 А TO-220 SPP18P06PHXKSA1 30 шт. в упаковке
- HELLERMANNTYTON T50RDH0UVC2 Кабельная стяжка 50 фунтов 50 мм Нейлон 6,6 Стойкий к УФ-излучению 4,7 мм 210 мм Полиамид 6,6 Стойкий к УФ-излучению Черный
- OMNIHIL Белый высокоскоростной кабель USB 2.0 длиной 8 футов, совместимый с SANYO PLC-XU111
- uxcell Drag Chain End Connector for 10x20mm Cable Carrier Chain Drag Chain Joints 4 Sets
- 30 мм PFL2T. 55 мм EMI/RFI Small — металлический корпус Упаковка из 2 шт. 16 мм PFL2T Сталь
- Оцинкованная якорная цепь SEACHOICE
- Простота установки Высокая прочность на растяжение и шумоизоляция для домашнего или промышленного использования Патрубок x Муфта Шарлотта Труба 2 X 1-1/2 Переходник Втулка Фитинг для труб — График 40, ПВХ, Износостойкий, Одинарный блок
LKAIBIN Комплект измерительных проводов для мультиметра Провода для мультиметра с 8 штырями для щупов Зажимы типа «крокодил» и штекер типа «банан» Для клещей для мультиметра Измерительные измерительные провода Измерительные провода для мультиметра Аксессуары для электронных измерительных проводов K Подшипник HCT205-16-5/16 Чугунный натяжной узел Установочный винт Стопорное кольцо 1 отверстие
Чрезвычайно прочная 10-дюймовая застежка-молния Кабельные стяжки Ремни Проволока Устойчивая к ультрафиолетовому излучению Черная нейлоновая обертка Многоцелевая Сверхширокая Прочность на растяжение 50 фунтовКак установить головное устройство
Наш сайт использует куки-файлы для улучшения вашего опыта. Чтобы узнать больше, в том числе о том, как изменить настройки, ознакомьтесь с нашей Политикой конфиденциальности
Нужна помощь?
Функциональность Javascript вашего браузера отключена. Пожалуйста, включите его, чтобы вы могли испытать все возможности этого сайта.
Технологии
Головное устройство — драйвер стереосистемы вашего автомобиля
Видео
Обзор
Предметы
Шаги
Советы
Обзор
Благодаря достижениям в области технологий и переходу к цифровым носителям головные устройства наполняются дополнительными функциями без ущерба для цены и качества. Независимо от того, хотите ли вы добавить некоторые из этих новых функций в свой автомобиль, установить серьезное обновление аудиосистемы или просто заменить неисправный проигрыватель компакт-дисков, модернизация головного устройства вашего автомобиля — очень полезный проект — и не такой сложный, как вы думаете.
Вы можете найти подходящую аудиосистему и детали для вашего автомобиля, воспользовавшись вкладкой My Garage в верхней части этой веб-страницы. Все, что вам нужно сделать, это ввести свой регион и штат или выполнить поиск по марке, модели и году выпуска. Как только это будет завершено, вам будут предложены подходящие продукты для вашего автомобиля во время поиска на нашем сайте.
Сколько стоит новое головное устройство?
Одна из первых вещей, которую следует учитывать, задумываясь о замене звуковой системы, — это ваш бюджет. Сменное головное устройство может стоить от 100 до более 1000 долларов — в зависимости от бренда, типа головного устройства и множества включенных функций. Обычного цифрового медиаплеера бывает достаточно, если вы не собираетесь воспроизводить музыку с физических носителей. Обычно они стоят дешевле, тогда как более многофункциональные аудиовизуальные системы, способные воспроизводить различные видеофайлы, стоят дороже.
Устанавливает ли supercheap головные устройства?
Если вы хотите обновить автомагнитолу, но не уверены в своих силах (или у вас нет времени на установку нового головного устройства самостоятельно), то вы можете воспользоваться нашей услугой по установке. Он доступен в различных местах и может быть забронирован в магазине. Спросите любого из наших дружелюбных сотрудников, доступна ли установка в вашем местном магазине Supercheap Auto, или проверьте онлайн при покупке нового головного устройства.
Сколько стоит установка головного устройства в автомобиль?
Независимо от того, какой тип головного устройства вы выберете, если вы выполните установку самостоятельно, то сможете свести затраты к абсолютному минимуму. Возможно, вам придется приобрести адаптер жгута проводов, но кроме этого единственным реальным вложением будет ваше время. Если вы предпочитаете доверить это профессионалам, Supercheap предлагает услуги по установке в самых разных местах по цене от 100 долларов.
Сколько времени занимает установка автомобильной магнитолы?
Установка головного устройства не займет много времени — при условии, что вы будете следовать рекомендуемым шагам. Наиболее трудоемкой частью процесса является снятие облицовки приборной панели, поскольку следует соблюдать осторожность, чтобы не сломать зажимы и не повредить потенциально хрупкий пластик.
Автомобильные стереосистемы какой марки лучше?
Хотя ответ на вопрос, какая марка автомобильной стереосистемы является лучшей, зависит от личного вкуса, мы решительно настроены предоставить выбор отличных головных устройств и аудиоплееров. По этой причине мы предлагаем головные устройства от авторитетных и популярных брендов с широким спектром замечательных функций, встроенных в их стереосистемы. В Supercheap Auto вы можете найти головные устройства от Sony, Pioneer, JVC и Kenwood — все они являются проверенными и надежными производителями.
Если у вас есть сменная стереосистема, размеры которой соответствуют стандартному размеру DIN 2 x 8 дюймов или размеру Double DIN 4 x 8 дюймов, то да. Однако многие автомобили последних моделей, в том числе несколько автомобилей Holden, Ford и Mazda, имеют полностью интегрированные приборные панели, что может затруднить замену головного устройства. Чтобы помочь вам, Aerpro производит ряд комплектов для конкретных автомобилей, которые можно заказать в любом из наших магазинов.
шагов
Выберите новое головное устройство
После того, как вы выбрали подходящую модель, достаньте ее из коробки, чтобы убедиться, что в комплекте есть все необходимое для ее установки, например лицевая панель и монтажная втулка.
Отсоедините клеммы аккумулятора
Отсоедините отрицательную клемму аккумулятора. Это может показаться не таким уж большим, но при установке нового головного устройства вы можете столкнуться с риском короткого замыкания оголенных проводов. Отсоединение аккумулятора устранит риск перегорания предохранителей во время установки стереосистемы
Удалите старую стереосистему из приборной панели
На передней части некоторых головных устройств вы можете увидеть две прорези или отверстия с каждой стороны. Они являются частью того, что удерживает головное устройство на месте, и для их удаления могут потребоваться специальные инструменты.
Отсоедините проводку от старого головного устройства
Отсоедините жгут проводов от задней части головного устройства, нажав на язычок, чтобы снять его.
Сейчас самое время проверить, подходит ли приобретенный вами адаптер ремня безопасности для вашего автомобиля
Отключить антенну
Отключить антенну. Убедитесь, что вы тяните за разъем, а не за провод, так как это может привести к его повреждению.
Подготовьте новое головное устройство
Затем подготовьте новое головное устройство к установке. В зависимости от того, как было установлено оригинальное радио, используйте либо клетку, которая включает в себя использование металлического рукава, который охватывает ваше радио, либо используйте заводские кронштейны или кронштейны, поставляемые с новым комплектом приборной панели.
Подключение нового головного устройства
Вставьте адаптер жгута проводов в заводскую вилку, а затем подключите новый жгут головного устройства в коричневый и черный разъемы на адаптере.
Подключите антенну
Подсоедините подготовленный ранее жгут проводов и подключите антенну
Установите новое головное устройство
Вставьте новое головное устройство в место на приборной панели. Кронштейны могут устанавливаться в нескольких различных положениях — убедитесь, что ваше новое головное устройство находится на одном уровне с окружающей отделкой. При необходимости многие производители головных устройств также поставляют лицевые панели, которые завершают монтаж.
Повторная сборка приборной панели
Соберите приборную панель — будьте осторожны, устанавливайте детали в порядке, обратном их разборке, и убедитесь, что вы используете правильные крепежные детали на своих местах.